| Mechanical Engineering |
|


|
|
|
| Influence of broaching cutting edge surface microstructure on broaching performance |
Jing NI*( ),Xing-run GUO,Shao-feng WU,Xu REN ),Xing-run GUO,Shao-feng WU,Xu REN |
| College of Mechanical Engineering, Hangzhou Dianzi University, Hangzhou 310018, China |
|
|
|
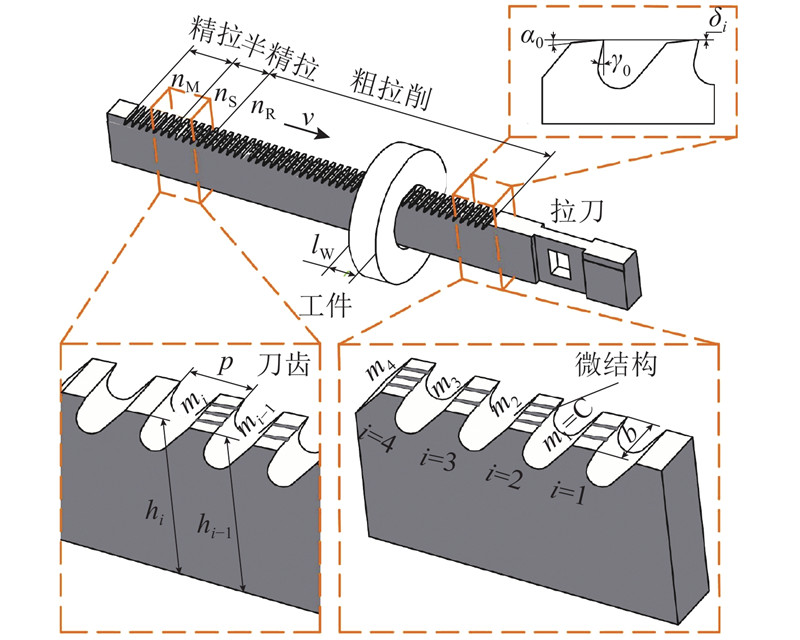
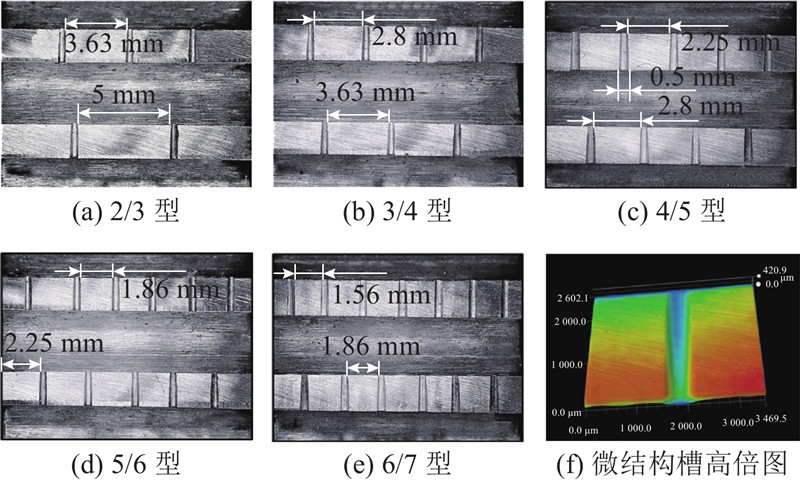
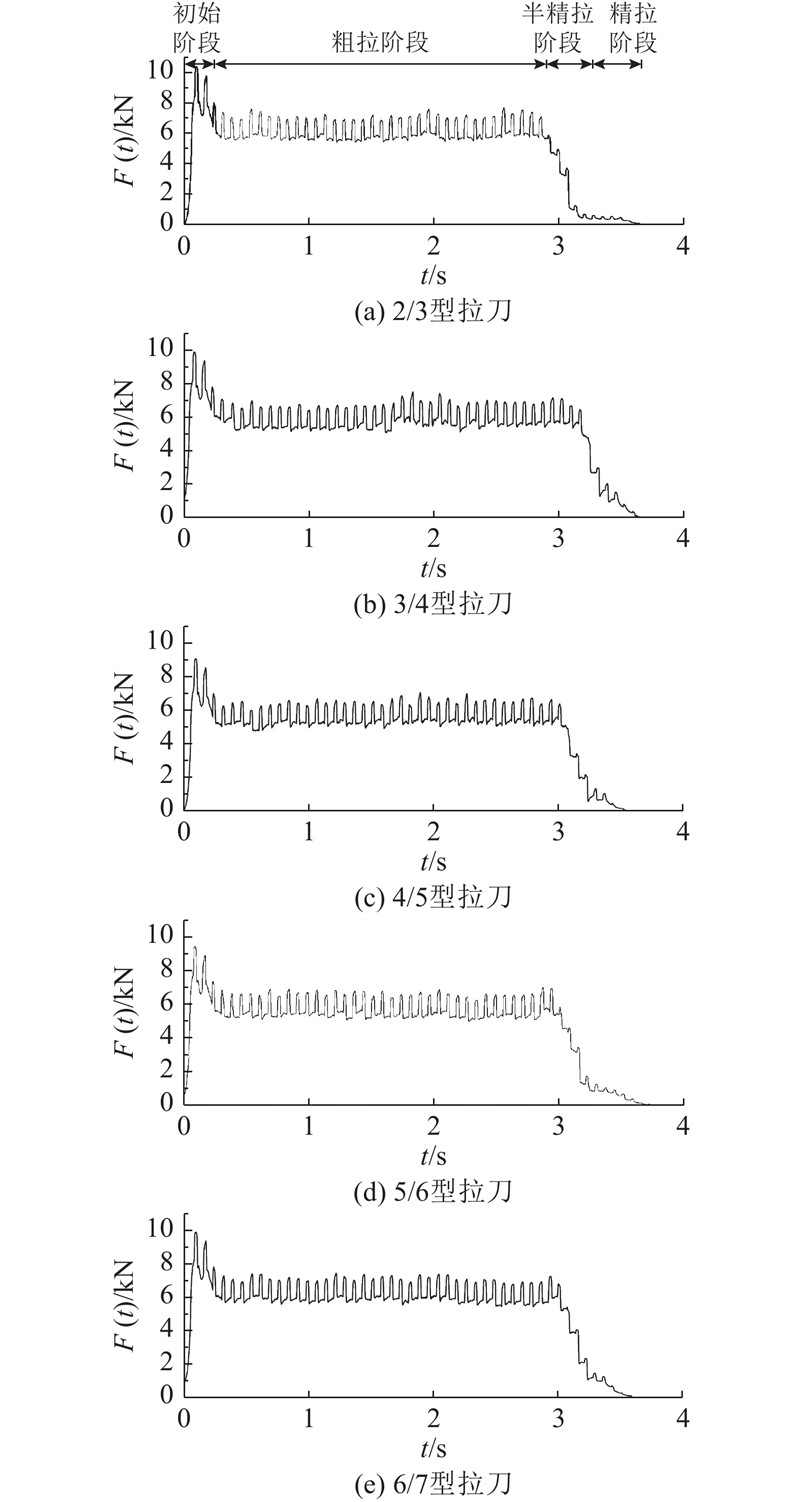
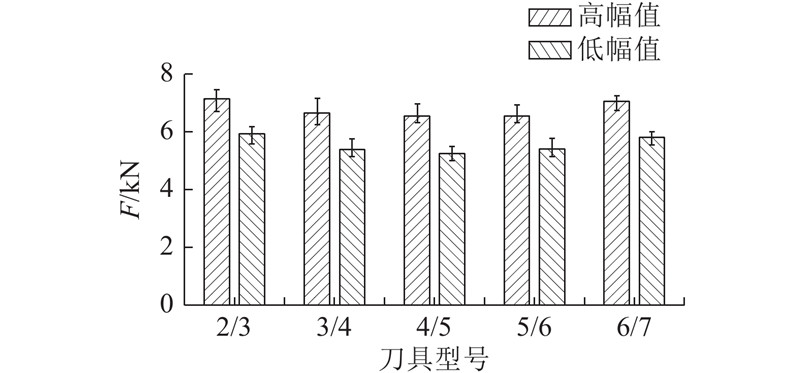
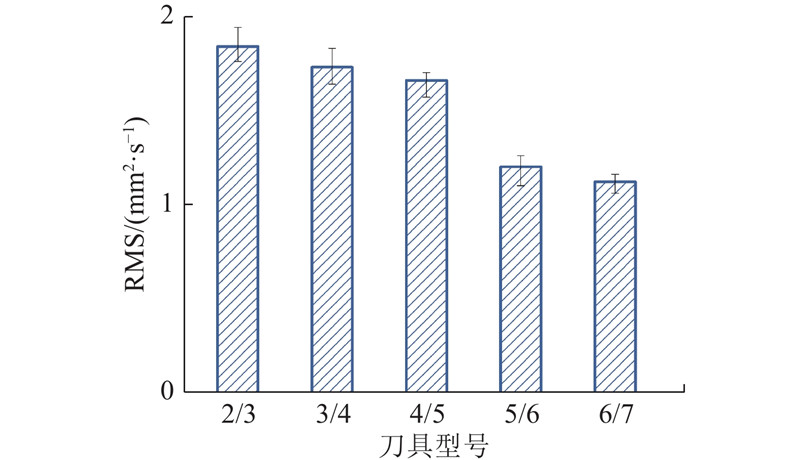
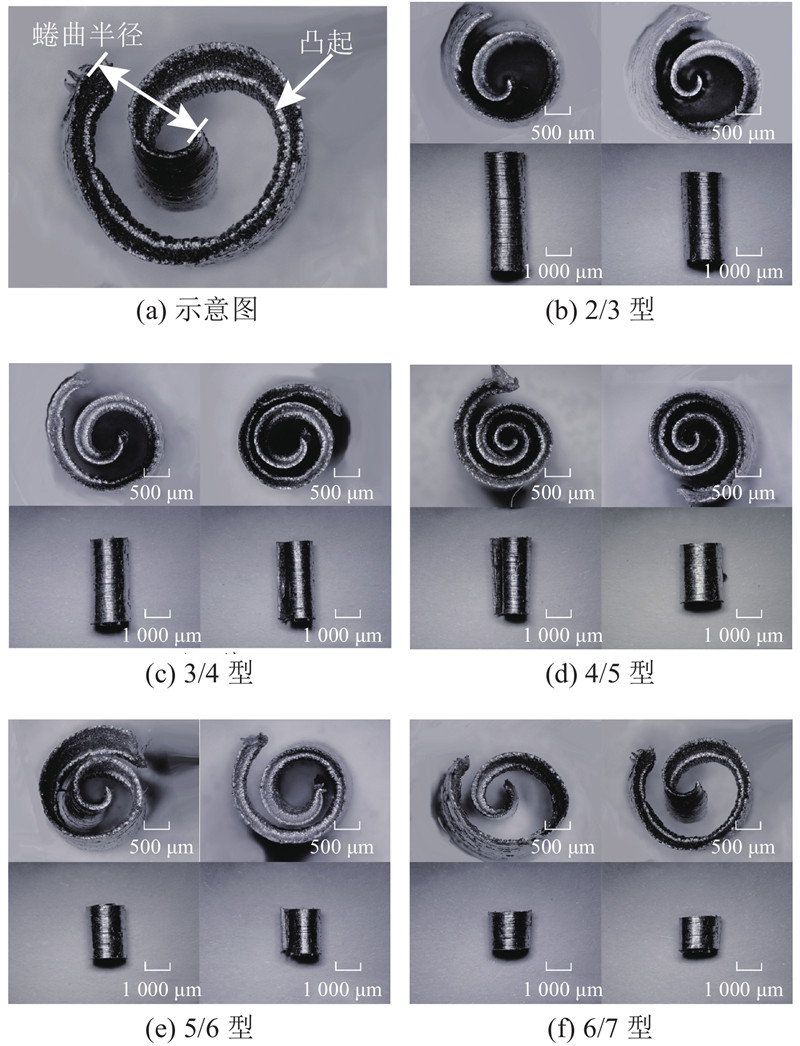
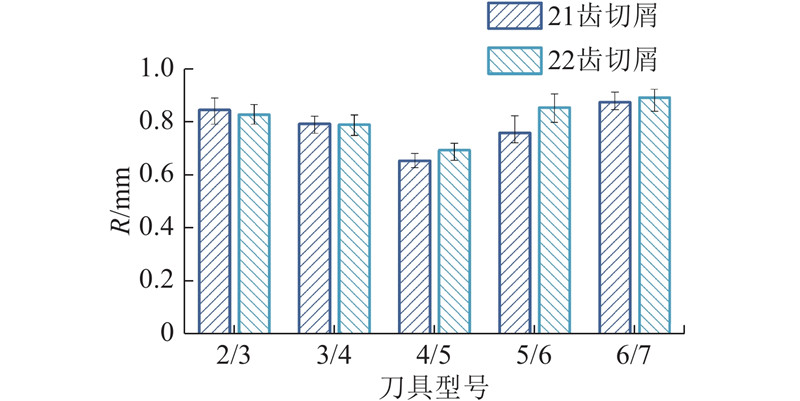
Abstract In order to study the influence of the broaching cutting edge surface microstructure on the broaching process, a broaching test bench was set up. Five kinds of broaches with different numbers of surface micro-structure grooves were designed. A comparison test of the actual broaching load, the workpiece vibration characteristics and the chip tortuous radius was carried out. Test results showed that when the tool model changed from 2/3 to 6/7, the broaching load first decreased and then increased, and when the 4/5 type broach was used, the cutting load was the lowest, which was 420 N lower than that of the 2/3 type broach, and 647 N lower than that of the 6/7 type broach. The more the number of micro-grooves on the surface of the broaching cutting edge, the better the suppression effect on the vibration characteristics of the workpiece. Compared with the 2/3 type broach, the root mean square amplitude of the micro-vibaration of the workpiece and the amplitude corresponding to the cutting frequency of the 6/7 type broach were reduced by 38% and 63%, respectively. With the increase of the number of micro-structure grooves of the broaching cutting edge, the tortuous radius of the chip, i.e. the difficulty of chip deformation, decreased first and then increased, and the distortion radius of the chip was the minimum (654 μm) when the 4/5 type broach was used. Increasing the number of microstructures on the cutting edge surface can improve the broaching performance, but not the more the better, there is an optimum value.
|
|
Received: 28 September 2018
Published: 21 November 2019
|
|
|
|
Corresponding Authors:
Jing NI
E-mail: nijing2000@163.com
|
拉刀切削刃表面微结构对拉削性能的影响
为了研究拉刀切削刃表面微结构对拉削加工的影响,搭建拉削加工实验台,设计5种表面微结构数量不同的拉刀,进行实际拉削负载、工件振动特性和切屑蜷曲半径的对比实验. 实验结果表明,当刀具型号从2/3型变为6/7型时,拉削负载呈现先减小后增大的趋势;使用4/5型拉刀时的拉削负载最低,与使用2/3型拉刀和6/7型拉刀时相比,负载分别降低420、647 N. 拉刀切削刃表面微结构槽数量越多,对工件振动特性的抑制效果越好;使用6/7型拉刀时的工件微振动均方根振幅和刀齿切入频率对应的幅值相对于使用2/3型拉刀时分别降低38%、63%. 随着拉刀切削刃微结构槽数量的增多,切屑的蜷曲半径(即切屑变形难易程度)呈现先减小后增大的趋势,当使用4/5型拉刀时切屑的蜷曲半径达到最小值(654 μm). 增加切削刃表面微结构的数量可以提高拉削性能,但是数量并不是越多越好,而是存在最优值.
关键词:
表面微结构,
切削刃,
切削负载,
振动,
实验研究
|
|
| [1] |
LEI S T, DEVARAJAN S, CHANG Z H A study of micro pool lubricated cutting tool in machining of mild steel[J]. Journal of Materials Processing Technology, 2009, 209 (3): 1612- 1620
doi: 10.1016/j.jmatprotec.2008.04.024
|
|
|
| [2] |
NI J, LANG J, WU C Effect of surface texture on the transverse vibration for sawing[J]. International Journal of Advanced Manufacturing Technology, 2017, 92 (9–12): 4543- 4551
doi: 10.1007/s00170-017-0486-8
|
|
|
| [3] |
MOHAMED A M O, BAUER R, WARKENTIN A Application of shallow circumferential grooved wheels to creep-feed grinding[J]. Journal of Materials Processing Technology, 2013, 213 (5): 700- 706
doi: 10.1016/j.jmatprotec.2012.11.029
|
|
|
| [4] |
SHENG J, ZHOU J, HUANG S, et al Characterization and tribological properties of micro-dent arrays produced by laser peening on ZCuSn10P1 alloy[J]. International Journal of Advanced Manufacturing Technology, 2015, 76 (5–8): 1285- 1295
doi: 10.1007/s00170-014-6344-z
|
|
|
| [5] |
YANG Y F, SU Y S, LI L, et al Performance of cemented carbide tools with microgrooves in Ti-6Al-4V titanium alloy cutting[J]. International Journal of Advanced Manufacturing Technology, 2015, 76 (9–12): 1731- 1738
doi: 10.1007/s00170-014-6357-7
|
|
|
| [6] |
戚宝运, 李亮, 何宁, 等 微织构刀具正交切削Ti6Al4V的试验研究[J]. 摩擦学学报, 2011, 31 (4): 346- 351
QI Bao-yun, LI Liang, HE Ning, et al Experimental study on orthogonal cutting of Ti6Al4V alloy by micro-textured tool[J]. Journal of Tribology, 2011, 31 (4): 346- 351
|
|
|
| [7] |
FATIMA A, MATIVENGA P T A comparative study on cutting performance of rake-flank face structured cutting tool in orthogonal cutting of AISI/SAE 4140[J]. International Journal of Advanced Manufacturing Technology, 2015, 78 (9–12): 2097- 2106
doi: 10.1007/s00170-015-6799-6
|
|
|
| [8] |
DONG M K, BAJPAI V, BO H K, et al Finite element modeling of hard turning process via a micro-textured tool[J]. International Journal of Advanced Manufacturing Technology, 2015, 78 (9–12): 1393- 1405
doi: 10.1007/s00170-014-6747-x
|
|
|
| [9] |
DUAN R, DENG J X, GE D L, et al An approach to predict derivative-chip formation in derivative cutting of micro-textured tools[J]. International Journal of Advanced Manufacturing Technology, 2018, 95 (1–4): 973- 982
doi: 10.1007/s00170-017-1285-y
|
|
|
| [10] |
OBIKAWA T, KAMIO A, TAKAOKA H, et al Micro-texture at the coated tool face for high performance cutting[J]. International Journal of Machine Tools and Manufacture, 2011, 51 (12): 966- 972
doi: 10.1016/j.ijmachtools.2011.08.013
|
|
|
| [11] |
DENG J, WU Z, LIAN Y, et al Performance of carbide tools with textured rake-face filled with solid lubricants in dry cutting processes[J]. International Journal of Refractory Metals and Hard Materials, 2012, 30 (1): 164- 172
doi: 10.1016/j.ijrmhm.2011.08.002
|
|
|
| [12] |
SONG W L, DENG J X, WANG Z J Machining performance of micro-pool tools[J]. Journal of Tribology, 2009, 29 (2): 103- 108
|
|
|
| [13] |
XING Y, DENG J, ZHAO J, et al Cutting performance and wear mechanism of nanoscale and microscale textured Al2O3/TiC ceramic tools in dry cutting of hardened steel [J]. International Journal of Refractory Metals and Hard Materials, 2014, 43 (3): 46- 58
|
|
|
| [14] |
宋文龙, 邓建新, 王志军 微池润滑刀具干切削过程中的减摩机理[J]. 摩擦学学报, 2013, 29 (8): 121- 124
SONG Wen-long, DENG Jian-xin, WANG Zhi-jun Friction reduction mechanism during dry cutting of micro-pool lubrication tools[J]. Lubrication and Sealing, 2013, 29 (8): 121- 124
|
|
|
| [15] |
KAWASEGI N, SUGIMORI H, MORIMOTO H, et al Development of cutting tools with microscale and nanoscale textures to improve frictional behavior[J]. Precision Engineering, 2009, 33 (3): 248- 254
doi: 10.1016/j.precisioneng.2008.07.005
|
|
|
| [16] |
邓建新, 丁泽良, 赵军, 等 高温自润滑陶瓷刀具材料及其切削性能的研究[J]. 机械工程学报, 2003, 39 (8): 106- 109
DENG Jian-xin, DING Ze-liang, ZHAO Jun, et al Study on high temperature self-lubricating ceramic tool material and its cutting performance[J]. Journal of Mechanical Engineering, 2003, 39 (8): 106- 109
doi: 10.3321/j.issn:0577-6686.2003.08.020
|
|
|
| [17] |
WU Z, DENG J, YANG C, et al Performance of the self-lubricating textured tools in dry cutting of Ti-6Al-4V[J]. International Journal of Advanced Manufacturing Technology, 2012, 62 (9–12): 943- 951
doi: 10.1007/s00170-011-3853-x
|
|
|
| [18] |
DUAN R, DENG J, AI X, et al Experimental assessment of derivative cutting of micro-textured tools in dry cutting of medium carbon steels[J]. International Journal of Advanced Manufacturing Technology, 2017, 92 (9–12): 3531- 3540
doi: 10.1007/s00170-017-0360-8
|
|
|
| [19] |
LI Y, DENG J, CHAI Y, et al Surface textures on cemented carbide cutting tools by micro EDM assisted with high-frequency vibration[J]. International Journal of Advanced Manufacturing Technology, 2016, 82 (9–12): 2157- 2165
doi: 10.1007/s00170-015-7544-x
|
|
|
| [20] |
XING Y, DENG J, WANG X, et al Experimental assessment of laser textured cutting tools in dry cutting of aluminum alloys[J]. Journal of Manufacture Science and Engineering, 2016, 138: 071006
|
|
|
| [21] |
XIE J, LUO M J, WU K K, et al Experimental study on cutting temperature and cutting force in dry turning of titanium alloy using a non-coated micro-grooved tool[J]. International Journal of Machine Tools and Manufacture, 2013, 73 (1): 25- 36
|
|
|
| [22] |
XIE J, LI Y H, YANG L F Study on 5-axial milling on micro structured freeform surface using the macro-ball cutter patterned with micro-cutting-edge array[J]. CIRP Annals Manufacturing Technology, 2015, 64 (1): 101- 104
doi: 10.1016/j.cirp.2015.04.075
|
|
|
|
Viewed |
|
|
|
Full text
|
|
|
|
|
Abstract
|
|
|
|
|
Cited |
|
|
|
|
| |
Shared |
|
|
|
|
| |
Discussed |
|
|
|
|