|
|
|
| In-situ curing polydimethylsiloxane 3D printer and process |
Lian SU( ),Senwen FENG,Yingrui XIE,Congcong LUAN,Xinhua YAO*() ),Senwen FENG,Yingrui XIE,Congcong LUAN,Xinhua YAO*() |
| School of Mechanical Engineering, Key Laboratory of 3D Printing Process and Equipment of Zhejiang Province, State Key Laboratory of Fluid Power and Mechatronic Systems, Zhejiang University, Hangzhou 310027, China |
|
|
|
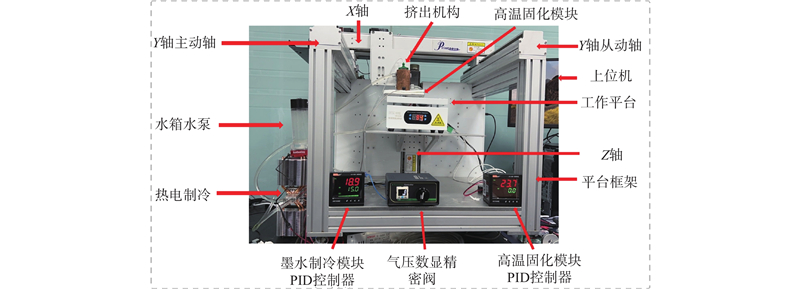
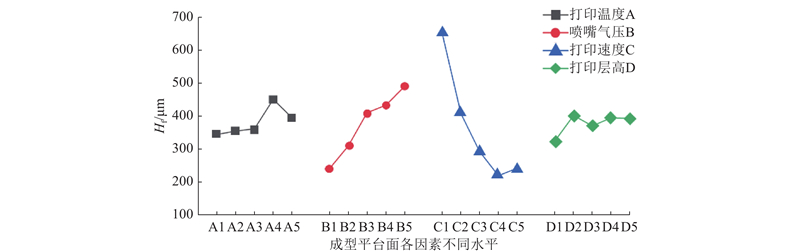
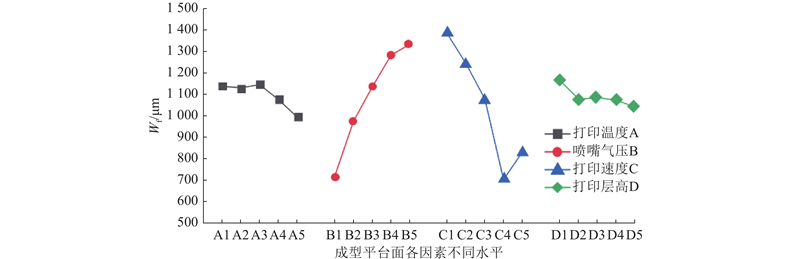
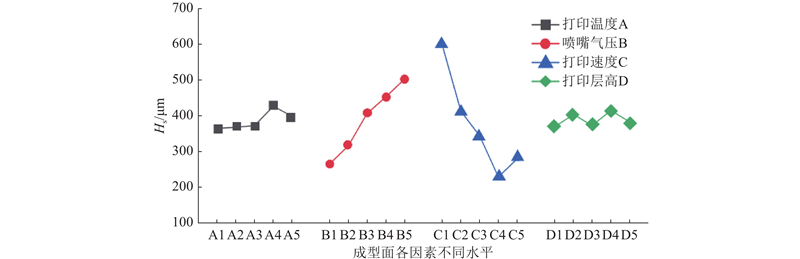
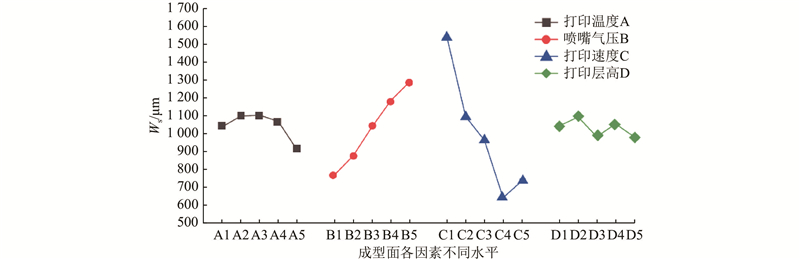
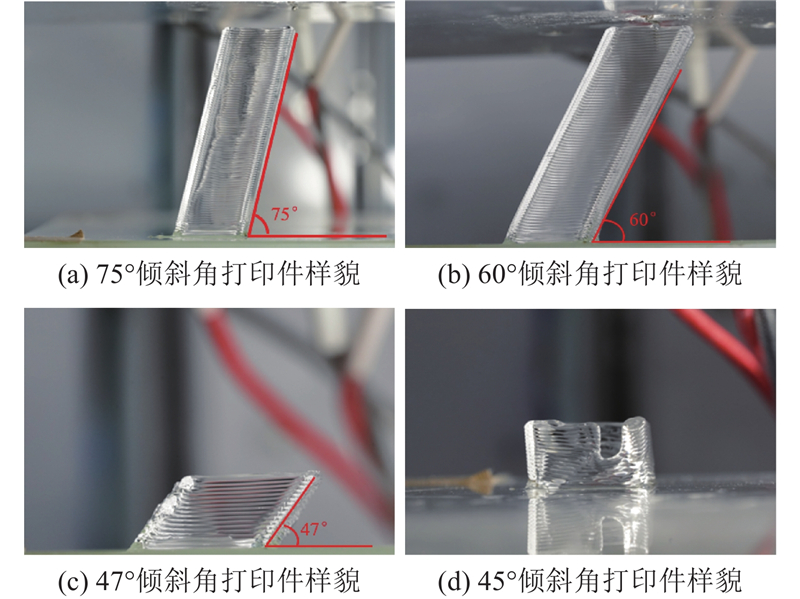
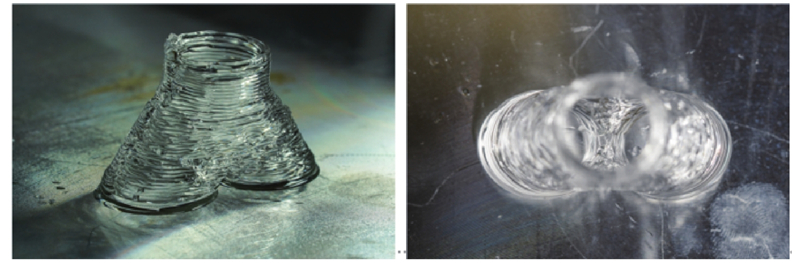
Abstract A new method based on thermal field-assisted in-situ curing and printing of polydimethylsiloxane (PDMS) was proposed in order to address the defects introduced by specific additives in PDMS 3D printing precursors and the prolonged curing time of PDMS. An in-situ curing 3D printing platform was designed and built, and the optimal parameter combination for the printing build platform surface and the forming surface filament was obtained through orthogonal tests to achieve the printing. Three typical complex structures—an inclined structure, a bionic structure, and a Y-shaped tracheal stent—were printed based on these optimized parameters, achieving in-situ rapid curing and forming of the parts in the printing platform. The applicability of PDMS and other similar thermosetting materials in printing complex structural parts was expanded.
|
|
Received: 19 June 2024
Published: 25 April 2025
|
|
|
| Fund: 国家自然科学基金资助项目(52175278);浙江省自然科学基金资助项目(LGF21H010006). |
|
Corresponding Authors:
Xinhua YAO
E-mail: sulian@zju.edu.cn;yaoxinhuame@zju.edu.cn
|
聚二甲基硅氧烷原位固化3D打印装置及工艺
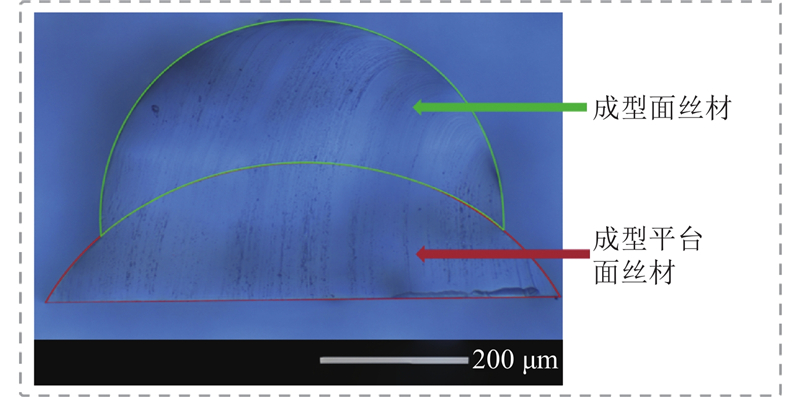
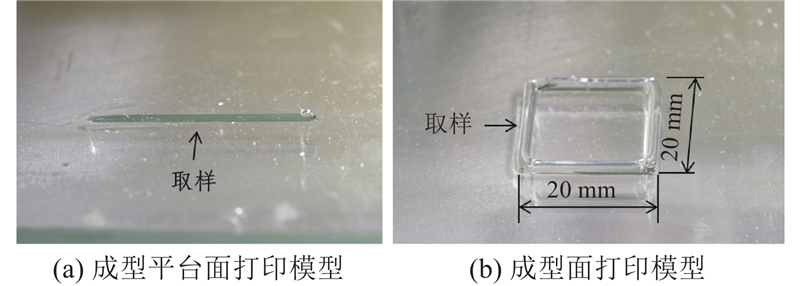
针对在聚二甲基硅氧烷(PDMS) 3D打印的前驱体中加入的特定添加剂的缺陷以及PDMS固化时间长的问题,提出基于热场辅助的PDMS原位固化打印新方法,设计搭建原位固化3D打印平台. 通过正交试验获取打印成型平台面与成型面丝材的最优工艺参数组合,基于最优工艺参数组合打印了倾斜结构、仿生结构及Y型气管支架3种典型复杂结构,实现了在打印平台内PDMS制件的原位快速固化成型. 该方法拓展了PDMS及同类热固性材料在复杂结构件打印中的适用性.
关键词:
聚二甲基硅氧烷(PDMS),
原位固化,
3D打印,
成型工艺
|
|
| [1] |
MIRANDA I, SOUZA A, SOUSA P, et al Properties and applications of PDMS for biomedical engineering: a review[J]. Journal of Functional Biomaterials, 2021, 13 (1): 2
doi: 10.3390/jfb13010002
|
|
|
| [2] |
LARMAGNAC A, EGGENBERGER S, JANOSSY H, et al Stretchable electronics based on Ag-PDMS composites[J]. Scientific Reports, 2014, 4 (1): 7254
doi: 10.1038/srep07254
|
|
|
| [3] |
ARIATI R, SALES F, SOUZA A, et al Polydimethylsiloxane composites characterization and its applications: a review[J]. Polymers, 2021, 13 (23): 4258
doi: 10.3390/polym13234258
|
|
|
| [4] |
PHAN H P, ZHONG Y, NGUYEN T K, et al Long-lived, transferred crystalline silicon carbide nanomembranes for implantable flexible electronics[J]. ACS Nano, 2019, 13 (10): 11572- 11581
doi: 10.1021/acsnano.9b05168
|
|
|
| [5] |
YADHURAJ S R, GANDLA S B, OMPRAKASH S S, et al Design and development of micro-channel using PDMS for biomedical applications[J]. Materials Today: Proceedings, 2018, 5 (10): 21392- 21397
doi: 10.1016/j.matpr.2018.06.545
|
|
|
| [6] |
POTRICH C, LUNELLI L, COCUZZA M, et al Simple PDMS microdevice for biomedical applications[J]. Talanta, 2019, 19: 44- 50
|
|
|
| [7] |
WANG X, YANG B, TAN D, et al Bioinspired footed soft robot with unidirectional all-terrain mobility[J]. Materials Today, 2020, 35: 42- 49
doi: 10.1016/j.mattod.2019.12.028
|
|
|
| [8] |
REHMAN T, NAFEA M, FAUDZI A A, et al PDMS-based dual-channel pneumatic micro-actuator[J]. Smart Materials and Structures, 2019, 28 (11): 115044
doi: 10.1088/1361-665X/ab4ac1
|
|
|
| [9] |
UNKOVSKIY A, SPINTZYK S, BROM J, et al Direct 3D printing of silicone facial prostheses: a preliminary experience in digital workflow[J]. The Journal of prosthetic dentistry, 2018, 120 (2): 303- 308
doi: 10.1016/j.prosdent.2017.11.007
|
|
|
| [10] |
LIU J, YE L, SUN Y, et al Elastic superhydrophobic and photocatalytic active films used as blood repellent dressing[J]. Advanced Materials, 2020, 32 (11): 1908008
doi: 10.1002/adma.201908008
|
|
|
| [11] |
WANG Z, GAO W, ZHANG Q, et al 3D-printed graphene/polydimethylsiloxane composites for stretchable and strain-insensitive temperature sensors[J]. ACS Applied Materials and Interfaces, 2018, 11 (1): 1344- 1352
|
|
|
| [12] |
ABSHIRINI M, CHARARA M, LIU Y, et al 3D printing of highly stretchable strain sensors based on carbon nanotube nanocomposites[J]. Advanced Engineering Materials, 2018, 20 (10): 1800425
doi: 10.1002/adem.201800425
|
|
|
| [13] |
SHI G, LOWE S E, TEO A J T, et al A versatile PDMS submicrobead/graphene oxide nanocomposite ink for the direct ink writing of wearable micron-scale tactile sensors[J]. Applied Materials Today, 2019, 16: 482- 492
doi: 10.1016/j.apmt.2019.06.016
|
|
|
|
Viewed |
|
|
|
Full text
|
|
|
|
|
Abstract
|
|
|
|
|
Cited |
|
|
|
|
| |
Shared |
|
|
|
|
| |
Discussed |
|
|
|
|