1. School of Mechanical Engineering, Jiangsu University of Science and Technology, Zhenjiang 212003, China 2. Jiangsu Key Laboratory of Advanced Manufacturing for Marine Machinery and Equipment, Zhenjiang 212003, China
An orthogonal analysis method of fused deposition molding (FDM) 3D printing drawing defects based on vibration signals was proposed in order to solve the abnormal working conditions of wire drawing in the printing process in time. The single factor test was conducted, and the time domain analysis of the signal collected by the acceleration vibration sensor was conducted. The correlation kurtosis, peak factor and pulse factor eigenvalues were extracted to determine the relationship between the four printing parameters, namely, nozzle temperature, pullback distance, pullback rate, empty driving speed and drawing defects of the parts. The four-factor and three-level orthogonal test was conducted based on the single-factor test, and the extracted time-domain eigenvalues of vibration signals were taken as the evaluation index. The test data were analyzed by range and variance analysis. The test results show that the on-line monitoring method based on acceleration vibration sensor can identify the drawing defects very well. The drawing distance and nozzle temperature significantly affect the drawing defects when the used material is PLA, while the effects of empty driving speed and drawing speed are not significant. The wire drawing condition of the printing model is the best when the nozzle temperature is 190 ℃, the drawing speed is 50 mm/s, the drawing distance is 12 mm and the empty driving speed is 50 mm/s.
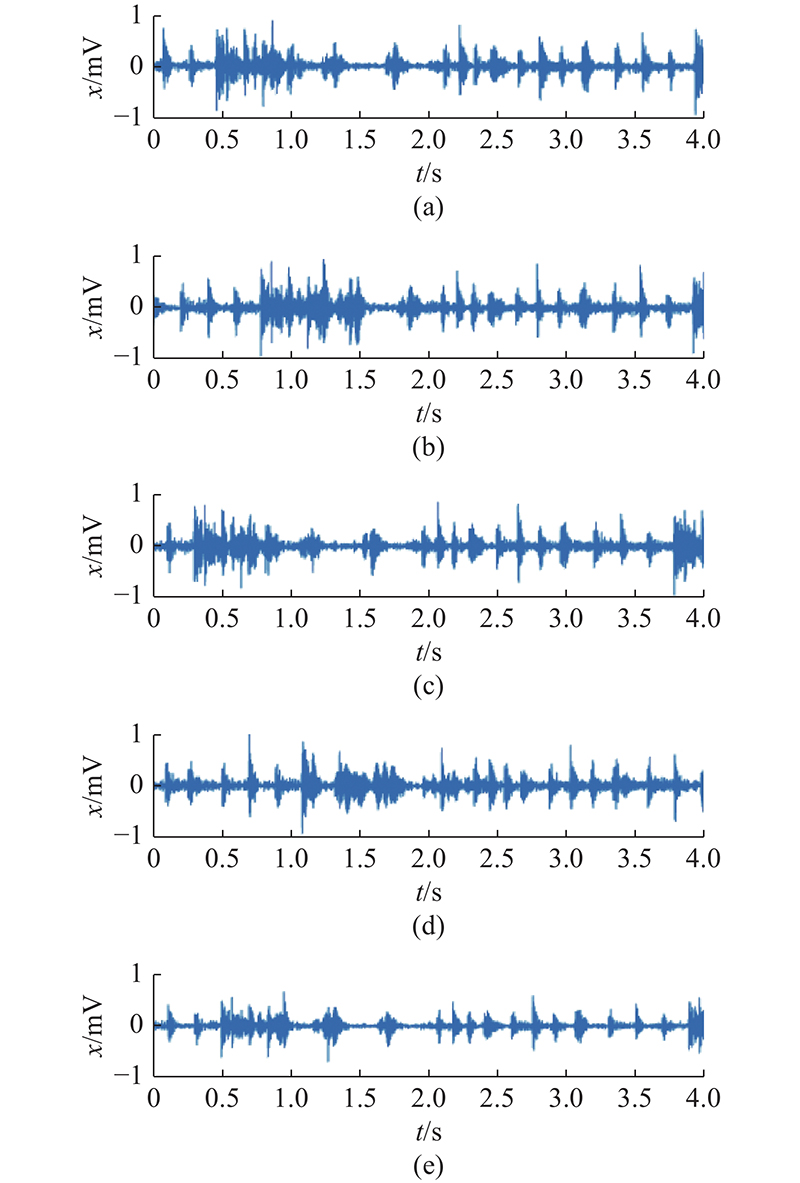
Fig.3Time domain diagram of sensor Ⅲ different factors and horizontal vibration signals
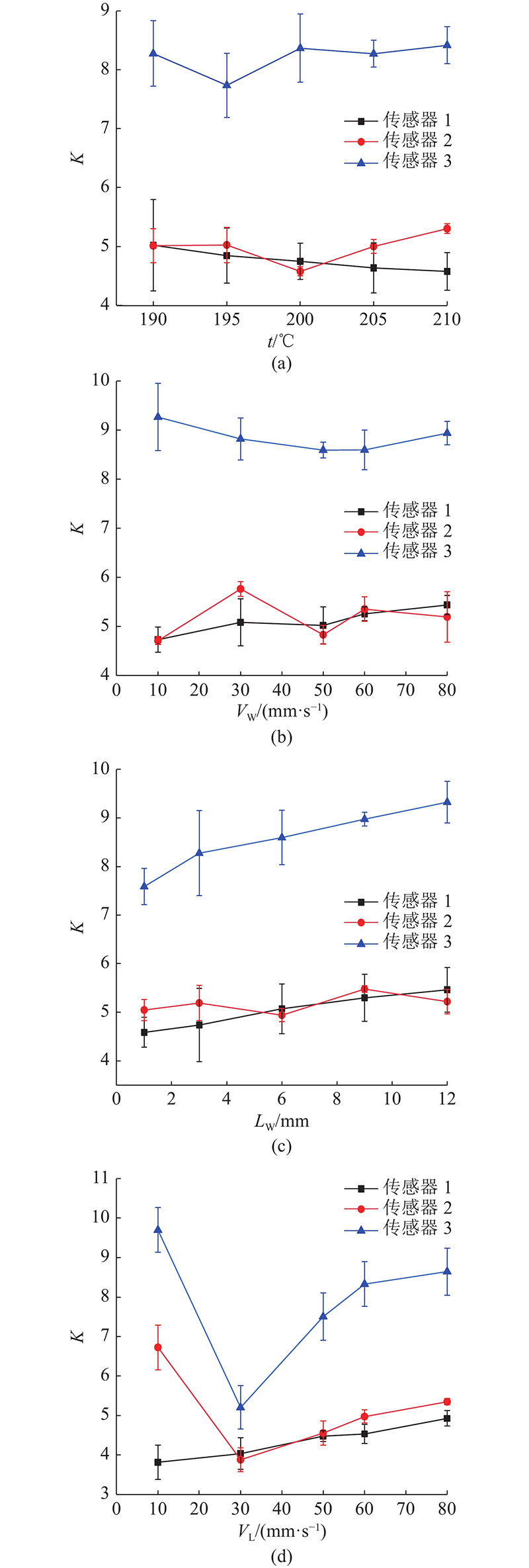
Fig.4Relationship between different factor levels and kurtosis indexes
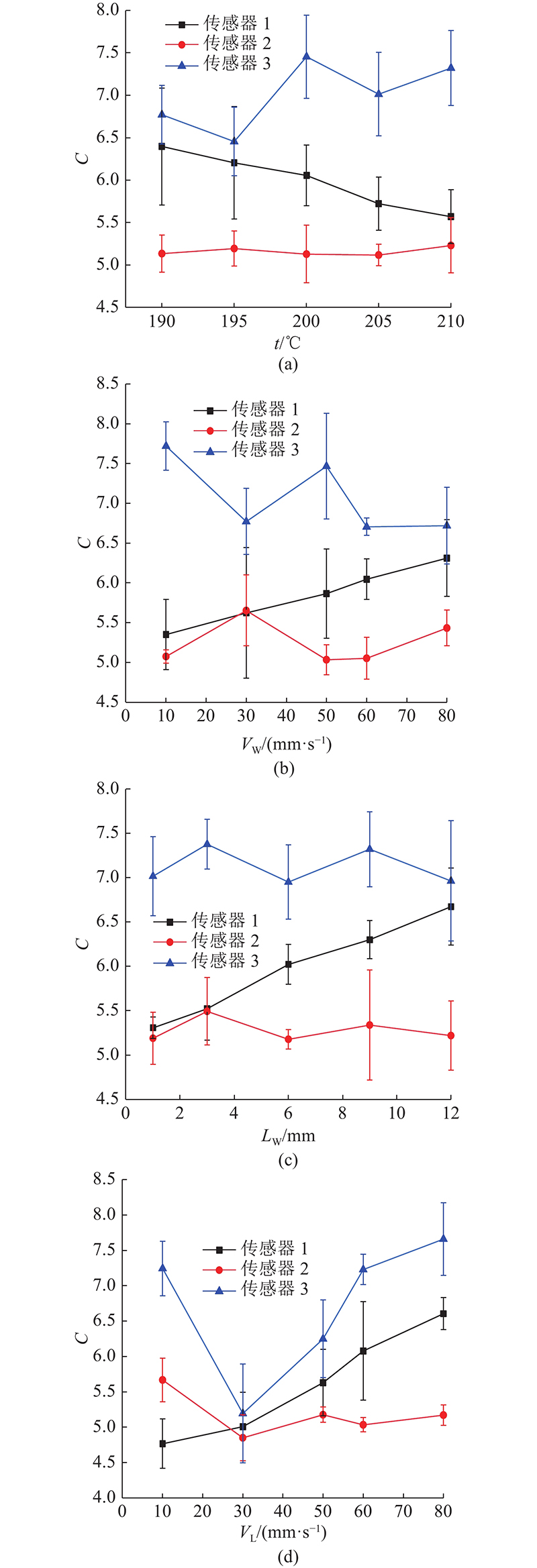
Fig.5Relationship between different factor levels and peak factor indexes
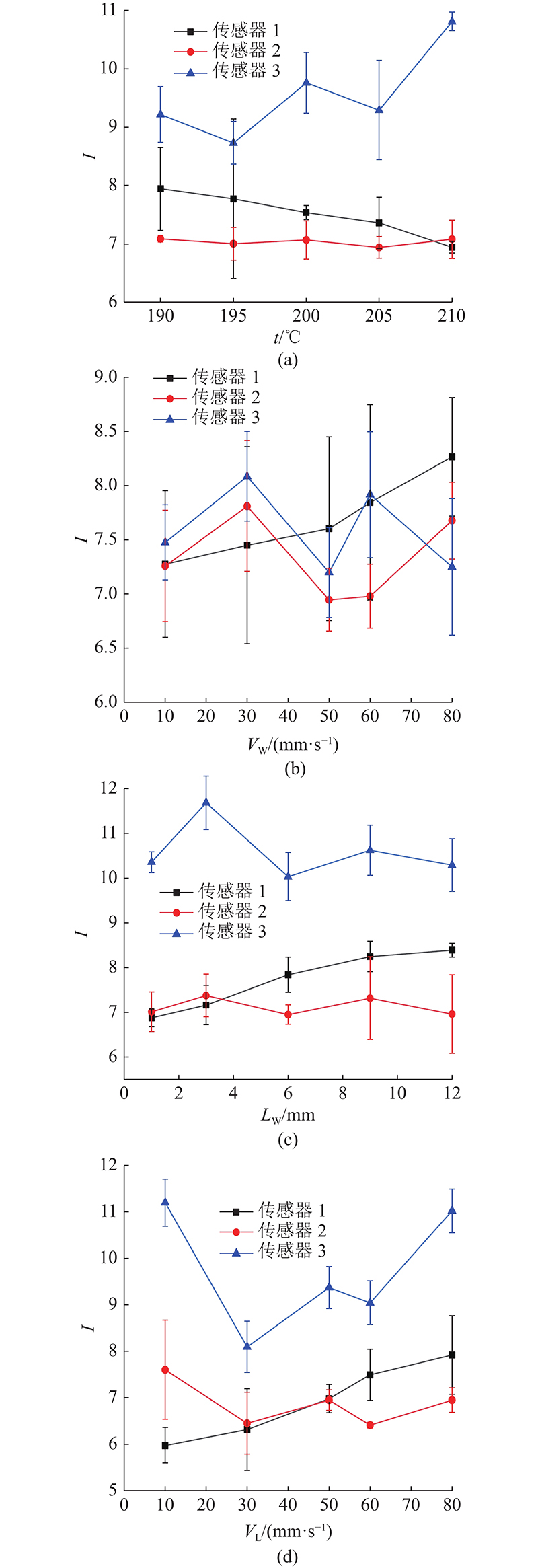
Fig.6Relationship between different factor levels and impulse factor index
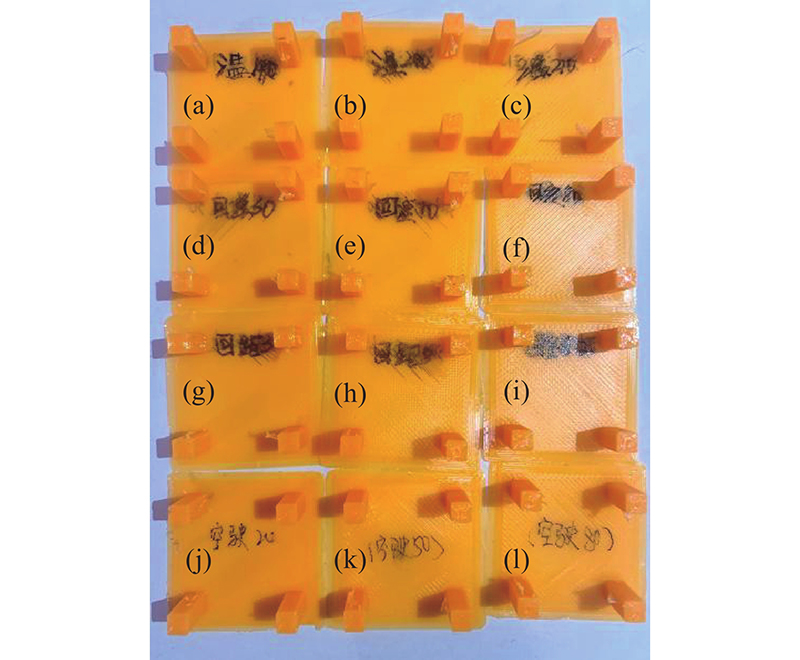
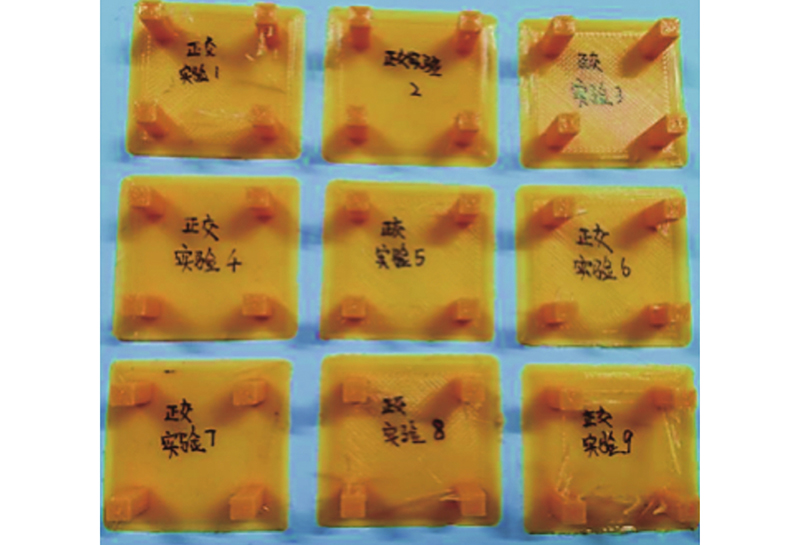
Fig.7Printed physical pictures of 9 groups of orthogonal tests
试验编号
传感器Ⅰ
传感器Ⅱ
传感器Ⅲ
K
C
I
K
C
I
K
C
I
S1
6.38
5.54
5.89
5.17
3.82
5.18
4.83
5.48
6.70
S2
4.88
4.64
5.73
4.94
4.32
5.05
5.71
4.37
5.71
S3
6.58
5.47
7.98
6.62
4.95
6.33
6.64
5.77
7.58
S5
7.24
7.98
8.26
7.01
6.07
6.96
6.86
6.03
6.45
S6
4.48
4.40
5.13
3.90
3.92
5.27
3.87
3.79
4.54
S7
6.05
5.20
6.58
5.30
5.32
6.12
5.07
5.32
7.02
S8
4.35
4.81
5.36
4.56
3.62
5.34
4.39
4.83
5.54
S9
3.65
4.32
5.02
3.73
3.29
5.08
4.14
3.83
4.96
Tab.3Characteristic indexes of vibration signals of three sensors
指标
因素
K1
K2
K3
$ \overline {{K_1}}$
$ \overline {{K_2}} $
$ \overline {{K_3}} $
R
水平主次
因素主次
峭度
A
17.85
17.40
14.04
5.95
5.80
4.68
1.27
1 2 3
C > A > B > D
B
18.09
16.47
14.70
6.03
5.49
4.90
1.13
1 2 3
C
15.21
14.19
19.86
5.07
4.73
6.62
1.89
3 1 2
D
17.28
15.42
16.59
5.76
5.14
5.53
0.62
1 3 2
峰值因子
A
15.66
18.75
14.34
5.22
6.25
4.78
1.47
2 1 3
A > C > D > B
B
17.10
17.43
14.19
5.70
5.81
4.73
1.08
2 1 3
C
14.76
15.33
18.66
4.92
5.11
6.22
1.30
3 2 1
D
17.85
14.25
16.65
5.95
4.75
5.55
1.20
1 3 2
脉冲因子
A
19.59
19.44
16.95
6.53
6.48
5.65
0.88
1 2 3
C > A > D > B
B
18.54
19.35
18.12
6.18
6.45
6.04
0.41
2 1 3
C
16.38
16.80
22.83
5.46
5.60
7.61
2.15
3 2 1
D
19.17
17.43
19.41
6.39
5.81
6.47
0.66
3 1 2
Tab.4Analysis of index range under sensor Ⅰ
Fig.8Horizontal trend diagram of various sensor indicators and factors
指标
方差来源
df
SS
MS
F
传感器Ⅰ峭度
A
2
8.53
4.27
5.47
B
2
5.00
2.50
3.21
C
2
17.34
8.67
11.13
D
2
1.85
0.93
1.19
传感器Ⅱ峭度
A
2
9.94
4.97
7.42
B
2
5.88
2.94
4.39
C
2
7.49
3.75
5.59
D
2
5.01
2.51
3.74
传感器Ⅲ峭度
A
2
5.56
2.78
4.09
B
2
1.03
0.52
0.76
C
2
26.59
13.29
19.59
D
2
2.05
1.02
1.51
Tab.5Analysis of variance of kurtosis index
[1]
CALIGNANO F, MANFREDI D, AMBROSIO E P, et al Overview on additive manufacturing technologies[J]. Proceedings of the IEEE, 2017, 105 (4): 1- 20
doi: 10.1109/JPROC.2017.2676643
[2]
COOKE S, AHMADI K, WILLERTH S, et al Metal additive manufacturing: technology, metallurgy and modeling[J]. Journal of Manufacturing Processes, 2020, 57 (2): 978- 1003
[3]
卢秉恒 增材制造技术: 现状与未来[J]. 中国机械工程, 2020, 31 (1): 19- 23 LU Bing-heng Additive manufacturing technology: status quo and future[J]. China Mechanical Engineering, 2020, 31 (1): 19- 23
[4]
胡美娟, 吉玲康, 马秋荣, 等 激光增材制造技术及现状研究[J]. 石油管材与仪器, 2019, 5 (5): 1- 6 HU Mei-juan, JI Ling-kang, MA Qiu-rong, et al Research on laser additive manufacturing technology and present situation[J]. Oil Pipes and Instruments, 2019, 5 (5): 1- 6
[5]
HAO B, LIN G 3D printing technology and its application in industrial manufacturing[J]. IOP Conference Series Materials Science and Engineering, 2020, 782: 022065
doi: 10.1088/1757-899X/782/2/022065
[6]
张静, 邹道勤, 王海龙, 等 3D打印混凝土层条间界面抗拉性能与本构模型[J]. 浙江大学学报: 工学版, 2021, 55 (11): 2178- 2185 ZHANG Jing, ZOU Dao-qin, WANG Hai-long, et al Tensile performance and constitutive model of interface between 3D printed concrete layers[J]. Journal of Zhejiang University: Engineering Science Edition, 2021, 55 (11): 2178- 2185
[7]
顾冬冬, 张红梅, 陈洪宇, 等 航空航天高性能金属材料构件激光增材制造[J]. 中国激光, 2020, 47 (5): 32- 55 GU Dong-dong, ZHANG Hong-mei, CHEN Hong-yu, et al Laser additive manufacturing of high-performance metal material components in aerospace[J]. China Laser, 2020, 47 (5): 32- 55
[8]
THOMAS D J, SINGH D 3D printing for developing patient specific cosmetic prosthetics at the point of care[J]. International Journal of Surgery, 2020, 12 (4): 36- 39
[9]
LE-BAIL A, MANIGLIA B C, LE-BAIL P Recent advances and future perspective in additive manufacturing of foods based on 3D printing[J]. Current Opinion in Food Science, 2020, 35: 54- 64
doi: 10.1016/j.cofs.2020.01.009
[10]
NUCHITPRASITCHAI S, ROGGEMANN M, PEARCE J M Factors effecting real-time optical monitoring of fused filament 3D printing[J]. Progress in Additive Manufacturing, 2017, 2 (3): 133- 149
doi: 10.1007/s40964-017-0027-x
[11]
TLEGENOV Y, LU W F, HONG G S A dynamic model for current-based nozzle condition monitoring in fused deposition modeling[J]. Progress in Additive Manufacturing, 2019, 4 (4): 211- 223
[12]
WONJOON M, SEIHWAN K, BUMSOON L, et al Dimensional accuracy evaluation of temporary dental restorations with different 3D printing systems[J]. Materials, 2021, 14 (6): 1487
doi: 10.3390/ma14061487
[13]
MOUSTAPHA J, FARBOD K Improving geometric accuracy of 3D printed parts using 3D metrology feedback and mesh morphing[J]. Journal of Manufacturing and Materials Processing, 2020, 4 (4): 112
doi: 10.3390/jmmp4040112
[14]
AFROSE M F, MASOOD S H, IOVENITTI P, et al Effects of part build orientations on fatigue behaviour of FDM-processed PLA material[J]. Progress in Additive Manufacturing, 2016, 1 (1-2): 21- 28
doi: 10.1007/s40964-015-0002-3
[15]
WU H, WANG Y, YU Z In situ monitoring of FDM machine condition via acoustic emission[J]. International Journal of Advanced Manufacturing Technology, 2016, 84 (5-8): 1483- 1495
[16]
潘俊锋, 任豪, 李康业, 等 熔融层积成型(FDM)3D打印中切片参数对拉丝现象的工艺影响研究[J]. 机电工程技术, 2019, 48 (6): 16- 17 PAN Jun-feng, REN Hao, LI Kang-ye, et al Effect of slice parameters on wiredrawing phenomenon in FDM 3D printing[J]. Mechanical and Electrical Engineering Technology, 2019, 48 (6): 16- 17
doi: 10.3969/j.issn.1009-9492.2019.06.005
[17]
王微, 阚玉锦, 王宏琴, 等 FDM 3D打印参数对打印件精度的影响研究[J]. 佳木斯大学学报: 自然科学版, 2019, 37 (1): 123- 125 WANG Wei, KAN Yu-jin, WANG Hong-qin, et al Study on the influence of FDM 3D printing parameters on the precision of printing parts[J]. Journal of Jiamusi University: Natural Science Edition, 2019, 37 (1): 123- 125
[18]
刘晓伟, 陈赟, 张思, 等 FDM型增材制造中送丝机构动态监测与识别[J]. 浙江大学学报: 工学版, 2021, 55 (3): 548- 554 LIU Xiao-wei, CHEN Yun, ZHANG Si, et al Dynamic monitoring and identification of wire feeding mechanism in FDM type additive manufacturing[J]. Journal of Zhejiang University: Engineering Science Edition, 2021, 55 (3): 548- 554
[19]
武立平, 马维青, 程胤璋, 等 基于振动信号指标能量的变压器机械故障检测[J]. 电测与仪表, 2020, 57 (6): 126- 131 WU Li-ping, MA Wei-qing, CHENG Yin-zhang, et al Transformer mechanical fault detection based on vibration signal index energy[J]. Electrical Measurement and Instrumentation, 2020, 57 (6): 126- 131
doi: 10.19753/j.issn1001-1390.2020.06.020
[20]
张霄宇. 基于振动测试系统的3D打印机优化技术研究[D]. 哈尔滨: 哈尔滨工业大学, 2016. ZHANG Xiao-yu. Research on optimization technology of 3D printer based on vibration test system [D]. Harbin: Harbin Institute of Technology, 2016.
[21]
王南, 赵乘康, 崔国华, 等 基于正交试验的并联机构刚度回归模型求解分析[J]. 北京工业大学学报, 2013, 39 (12): 1798- 1803 WANG Nan, ZHAO Cheng-kang, CUI Guo-hua, et al Solving and analysis of stiffness regression model of parallel mechanism based on orthogonal test[J]. Journal of Beijing University of Technology, 2013, 39 (12): 1798- 1803
doi: 10.11936/bjutxb2013121798
[22]
贾超, 张凯, 张强勇, 等 基于正交试验设计的层状盐岩地下储库群多因素优化研究[J]. 岩土力学, 2014, 35 (6): 1718- 1726 JIA Chao, ZHANG Kai, ZHANG Qiang-yong, et al Multi-factor optimization of layered salt rock underground storage group based on orthogonal experimental design[J]. Rock and Soil Mechanics, 2014, 35 (6): 1718- 1726
doi: 10.16285/j.rsm.2014.06.015