In-situ curing polydimethylsiloxane 3D printer and process
Lian SU(),Senwen FENG,Yingrui XIE,Congcong LUAN,Xinhua YAO*()
School of Mechanical Engineering, Key Laboratory of 3D Printing Process and Equipment of Zhejiang Province, State Key Laboratory of Fluid Power and Mechatronic Systems, Zhejiang University, Hangzhou 310027, China
A new method based on thermal field-assisted in-situ curing and printing of polydimethylsiloxane (PDMS) was proposed in order to address the defects introduced by specific additives in PDMS 3D printing precursors and the prolonged curing time of PDMS. An in-situ curing 3D printing platform was designed and built, and the optimal parameter combination for the printing build platform surface and the forming surface filament was obtained through orthogonal tests to achieve the printing. Three typical complex structures—an inclined structure, a bionic structure, and a Y-shaped tracheal stent—were printed based on these optimized parameters, achieving in-situ rapid curing and forming of the parts in the printing platform. The applicability of PDMS and other similar thermosetting materials in printing complex structural parts was expanded.
Lian SU,Senwen FENG,Yingrui XIE,Congcong LUAN,Xinhua YAO. In-situ curing polydimethylsiloxane 3D printer and process. Journal of ZheJiang University (Engineering Science), 2025, 59(5): 973-981.
Fig.3Thermal simulation result of insulation layer of in-situ curing printing equipment
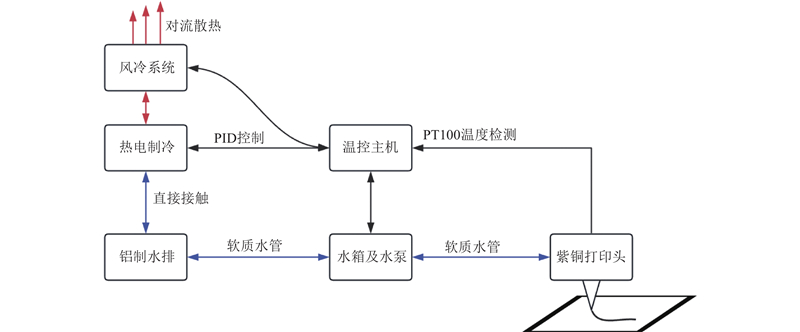
Fig.4Architecture diagram of electrical drive control system
性质
参数
性质
参数
组成
双组分
t2/h
48
颜色
无色
t3/min
35
$\lambda $/(W·m?1·K?1)
0.27
t4/min
20
d
1.03
t5/min
10
t1/h
1.5
Rm/MPa
6.7
Tab.1Basic information of Sylgard 184
水平
试验因素
打印温度A/℃
喷嘴气压 B/ kPa
打印速度 C/(mm·min?1)
打印层高 D/mm
1
180
50
50
0.2
2
200
100
100
0.3
3
220
150
150
0.4
4
240
200
200
0.5
5
260
250
250
0.6
Tab.2Orthogonal experimental factor level table
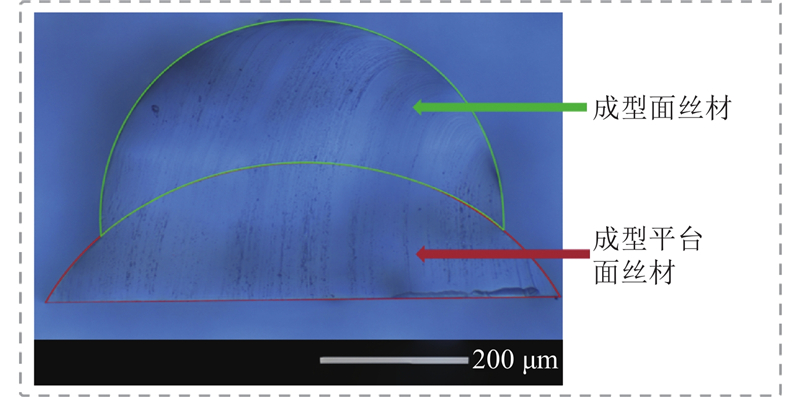
Fig.5Appearance of platform surface and molding surface of filament forming platform
试验号
试验因素
打印温度 A/℃
喷嘴气压 B/kPa
打印速度 C/(mm·min?1)
打印层高 D/mm
1
1(180)
1(50)
1(50)
1(0.2)
2
1(180)
2(100)
3(150)
4(0.5)
3
1(180)
3(150)
5(250)
2(0.3)
4
1(180)
4(200)
2(100)
5(0.6)
5
1(180)
5(250)
4(200)
3(0.4)
6
2(200)
1(50)
5(250)
4(0.5)
7
2(200)
2(100)
2(100)
2(0.3)
8
2(200)
3(150)
4(200)
5(0.6)
9
2(200)
4(200)
1(50)
3(0.4)
10
2(200)
5(250)
3(150)
1(0.2)
11
3(220)
1(50)
4(200)
2(0.3)
12
3(220)
2(100)
1(50)
5(0.6)
13
3(220)
3(150)
3(150)
3(0.4)
14
3(220)
4(200)
5(250)
1(0.2)
15
3(220)
5(250)
2(100)
4(0.5)
16
4(240)
1(50)
3(150)
5(0.6)
17
4(240)
2(100)
5(250)
3(0.4)
18
4(240)
3(150)
2(100)
1(0.2)
19
4(240)
4(200)
4(200)
4(0.5)
20
4(240)
5(250)
1(50)
2(0.3)
21
5(260)
1(50)
2(100)
3(0.4)
22
5(260)
2(100)
4(200)
1(0.2)
23
5(260)
3(150)
1(50)
4(0.5)
24
5(260)
4(200)
3(150)
2(0.3)
25
5(260)
5(250)
5(250)
5(0.6)
Tab.3Orthogonal experiment table for process parameter optimization
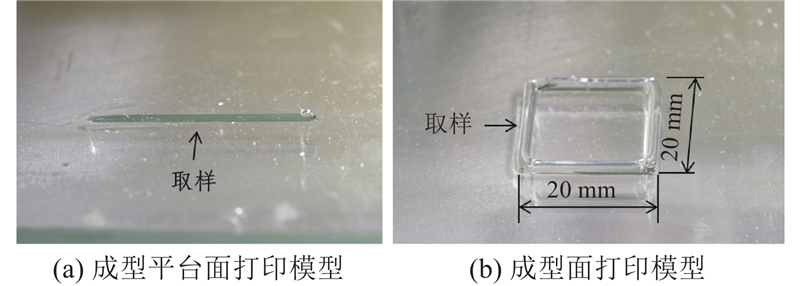
Fig.6Printing model of molding platform surface and molding surface
试验因素
T1
T2
T3
T4
T5
打印温度A
1722.15
1776.17
1809.35
2257.48
1976.60
喷嘴气压B
1205.28
1549.54
2054.48
2167.69
2453.12
打印速度C
3258.55
2041.07
1461.58
1099.12
1212.26
打印层高D
1623.94
2012.34
1852.69
1974.69
1966.45
Tab.4Average and range of filament height in printing experiment on forming platform surface μm
试验因素
$ {{\bar{H}_{\mathrm{f1}}}} $
$ {{\bar{H}_{\mathrm{f2}}}} $
$ {{\bar{H}_{\mathrm{f3}}}} $
$ {{\bar{H}_{\mathrm{f4}}}} $
$ {{\bar{H}_{\mathrm{f5}}}} $
$ {R}_{{{H_{\mathrm{f}}}}} $
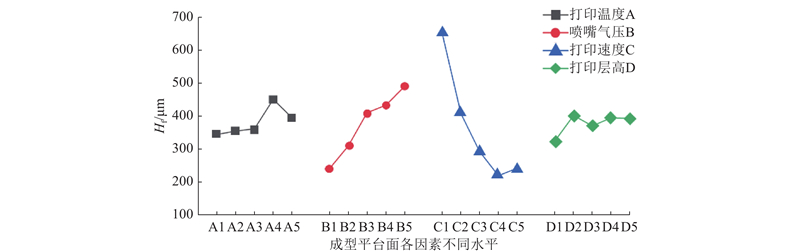
打印温度A
344.430
355.234
361.870
451.496
395.320
107.066
喷嘴气压B
241.056
309.908
410.896
433.538
490.624
249.568
打印速度C
651.710
408.214
292.316
219.824
242.452
431.886
打印层高D
324.788
402.468
370.538
394.938
393.290
77.6800
Tab.4
Fig.7Line chart of range analysis of filament height in printing experiment on forming platform surface
试验因素
T1
T2
T3
T4
T5
打印温度A
5688.77
5653.56
5728.08
5379.26
4972.49
喷嘴气压B
3591.97
4870.90
5672.78
6413.76
6665.02
打印速度C
6911.82
6215.48
5393.43
3514.45
4155.25
打印层高D
5827.13
5389.14
5425.97
5362.33
5209.86
Tab.5Average and range of filament width in printing experiment on forming platform surface μm
试验因素
$ {{\bar{W}_{\mathrm{f1}}}} $
$ {{\bar{W}_{\mathrm{f2}}}} $
$ {{\bar{W}_{\mathrm{f3}}}} $
$ {{\bar{W}_{\mathrm{f4}}}} $
$ {{\bar{W}_{\mathrm{f5}}}} $
$ {R}_{{{W_{\mathrm{f}}}}} $
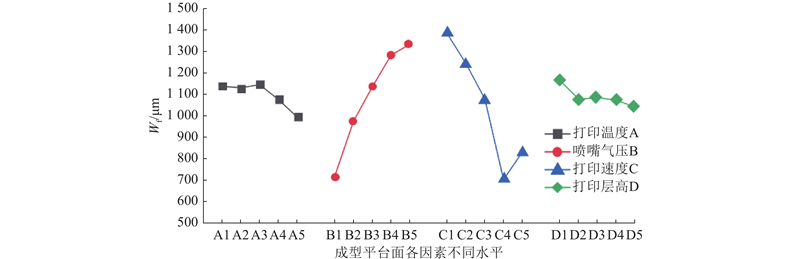
打印温度A
1137.75
1130.71
1145.62
1075.85
994.498
151.118
喷嘴气压B
718.394
974.180
1134.56
1282.75
1333.00
614.610
打印速度C
1382.36
1243.10
1078.69
702.890
831.050
679.474
打印层高D
1165.43
1077.83
1085.19
1072.47
1041.97
123.454
Tab.5
Fig.8Line chart of range analysis of filament width in printing experiment on forming platform surface
试验因素
T1
T2
T3
T4
T5
打印温度A
1825.60
1842.87
1865.62
2136.59
1994.33
喷嘴气压B
1329.88
1583.53
2035.74
2266.90
2514.84
打印速度C
2994.99
2066.99
1722.26
1149.20
1402.34
打印层高D
1849.58
2020.03
1868.37
2076.58
1916.32
Tab.6Average and range of filament height in printing experiment on forming surface μm
试验因素
$ {{\bar{H}_{\mathrm{s1}}}} $
$ {{\bar{H}_{\mathrm{s2}}}} $
$ {{\bar{H}_{\mathrm{s3}}}} $
$ {{\bar{H}_{\mathrm{s4}}}} $
$ {{\bar{H}_{\mathrm{s5}}}} $
$ {R}_{{{H}}_{\mathrm{s}}} $
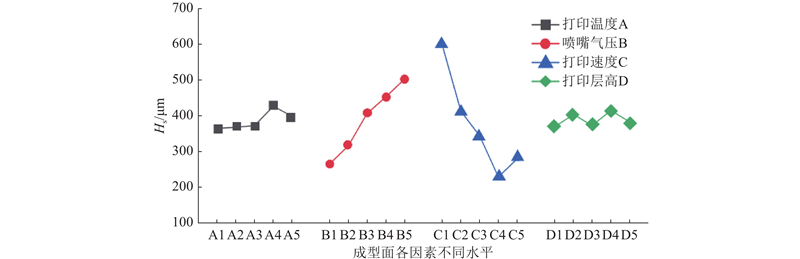
打印温度A
365.121
368.574
373.124
427.317
398.866
62.1966
喷嘴气压B
265.976
316.706
407.148
453.379
502.967
236.991
打印速度C
598.998
413.397
344.452
229.840
280.468
369.158
打印层高D
369.916
404.005
373.674
415.317
383.265
45.4006
Tab.6
Fig.9Line chart of range analysis of filament height in printing experiment on forming surface
试验因素
T1
T2
T3
T4
T5
打印温度A
5186.44
5490.32
5516.99
5342.22
4546.84
喷嘴气压B
3840.88
4380.98
5187.58
5919.57
6444.41
打印速度C
7704.89
5476.91
4812.74
3204.73
3673.40
打印层高D
5216.43
5463.92
4915.23
5271.65
4906.18
Tab.7Average and range of filament width in printing experiment on forming surface μm
试验因素
$ {{\bar{W}_{\mathrm{s1}}}} $
$ {{\bar{W}_{\mathrm{s2}}}} $
$ {{\bar{W}_{\mathrm{s3}}}} $
$ {{\bar{W}_{\mathrm{s4}}}} $
$ {{\bar{W}_{\mathrm{s5}}}} $
$ {R}_{{{W}}_{\mathrm{s}}} $
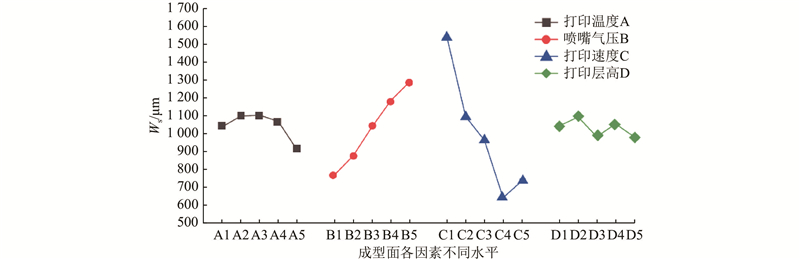
打印温度A
1037.29
1098.06
1103.40
1068.44
909.368
194.031
喷嘴气压B
768.176
876.196
1037.51
1183.91
1288.88
520.705
打印速度C
1540.98
1095.38
962.548
640.946
734.680
900.032
打印层高D
1043.29
1092.78
983.047
1054.33
981.235
111.549
Tab.7
Fig.10Line chart of range analysis of filament width in printing experiment on forming surface
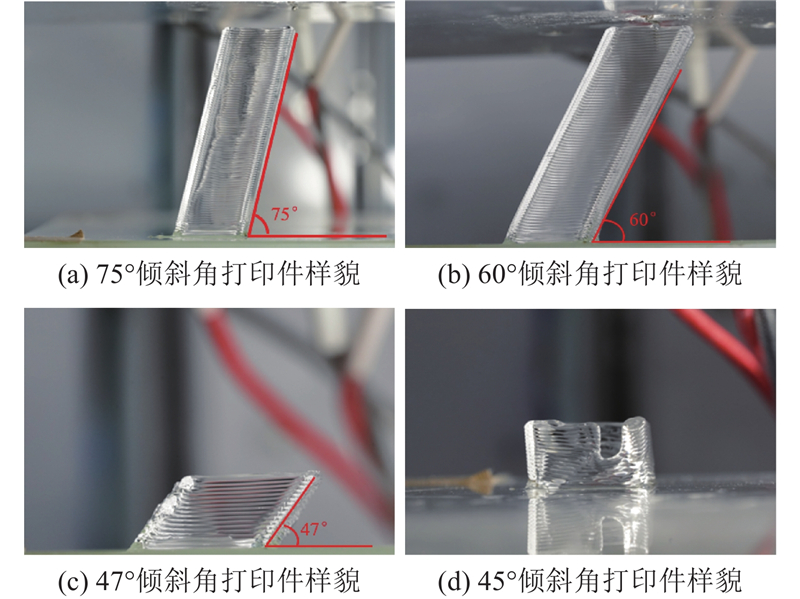
Fig.11Appearance of PDMS in-situ curing tilted structure printing
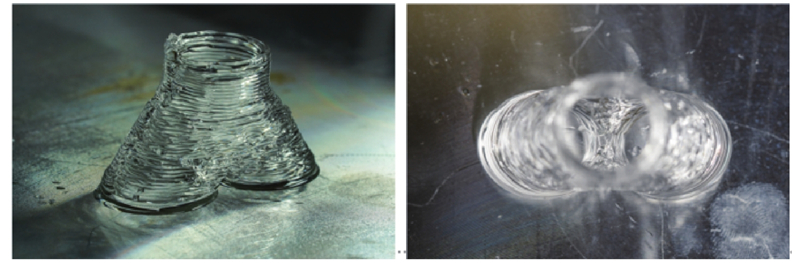
Fig.12Appearance of PDMS in-situ curing biomimetic structure printing
Fig.13Appearance of PDMS in-situ curing Y-shaped tracheal stent
[1]
MIRANDA I, SOUZA A, SOUSA P, et al Properties and applications of PDMS for biomedical engineering: a review[J]. Journal of Functional Biomaterials, 2021, 13 (1): 2
doi: 10.3390/jfb13010002
[2]
LARMAGNAC A, EGGENBERGER S, JANOSSY H, et al Stretchable electronics based on Ag-PDMS composites[J]. Scientific Reports, 2014, 4 (1): 7254
doi: 10.1038/srep07254
[3]
ARIATI R, SALES F, SOUZA A, et al Polydimethylsiloxane composites characterization and its applications: a review[J]. Polymers, 2021, 13 (23): 4258
doi: 10.3390/polym13234258
[4]
PHAN H P, ZHONG Y, NGUYEN T K, et al Long-lived, transferred crystalline silicon carbide nanomembranes for implantable flexible electronics[J]. ACS Nano, 2019, 13 (10): 11572- 11581
doi: 10.1021/acsnano.9b05168
[5]
YADHURAJ S R, GANDLA S B, OMPRAKASH S S, et al Design and development of micro-channel using PDMS for biomedical applications[J]. Materials Today: Proceedings, 2018, 5 (10): 21392- 21397
doi: 10.1016/j.matpr.2018.06.545
[6]
POTRICH C, LUNELLI L, COCUZZA M, et al Simple PDMS microdevice for biomedical applications[J]. Talanta, 2019, 19: 44- 50
[7]
WANG X, YANG B, TAN D, et al Bioinspired footed soft robot with unidirectional all-terrain mobility[J]. Materials Today, 2020, 35: 42- 49
doi: 10.1016/j.mattod.2019.12.028
[8]
REHMAN T, NAFEA M, FAUDZI A A, et al PDMS-based dual-channel pneumatic micro-actuator[J]. Smart Materials and Structures, 2019, 28 (11): 115044
doi: 10.1088/1361-665X/ab4ac1
[9]
UNKOVSKIY A, SPINTZYK S, BROM J, et al Direct 3D printing of silicone facial prostheses: a preliminary experience in digital workflow[J]. The Journal of prosthetic dentistry, 2018, 120 (2): 303- 308
doi: 10.1016/j.prosdent.2017.11.007
[10]
LIU J, YE L, SUN Y, et al Elastic superhydrophobic and photocatalytic active films used as blood repellent dressing[J]. Advanced Materials, 2020, 32 (11): 1908008
doi: 10.1002/adma.201908008
[11]
WANG Z, GAO W, ZHANG Q, et al 3D-printed graphene/polydimethylsiloxane composites for stretchable and strain-insensitive temperature sensors[J]. ACS Applied Materials and Interfaces, 2018, 11 (1): 1344- 1352
[12]
ABSHIRINI M, CHARARA M, LIU Y, et al 3D printing of highly stretchable strain sensors based on carbon nanotube nanocomposites[J]. Advanced Engineering Materials, 2018, 20 (10): 1800425
doi: 10.1002/adem.201800425
[13]
SHI G, LOWE S E, TEO A J T, et al A versatile PDMS submicrobead/graphene oxide nanocomposite ink for the direct ink writing of wearable micron-scale tactile sensors[J]. Applied Materials Today, 2019, 16: 482- 492
doi: 10.1016/j.apmt.2019.06.016