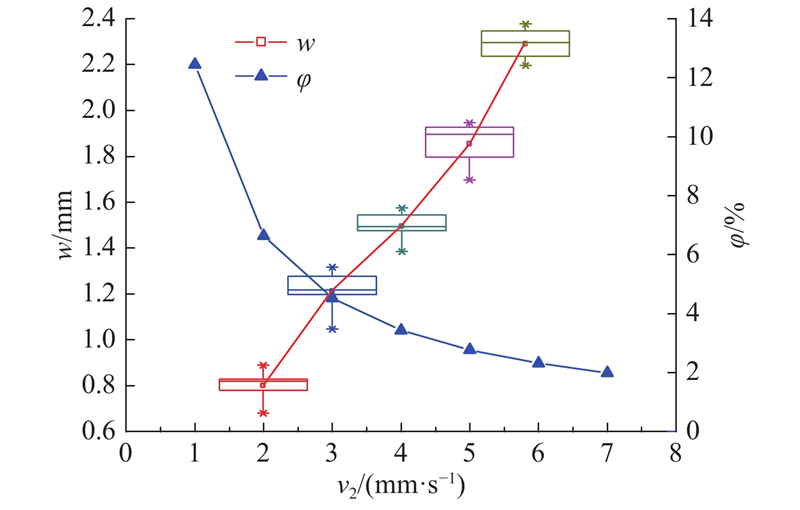
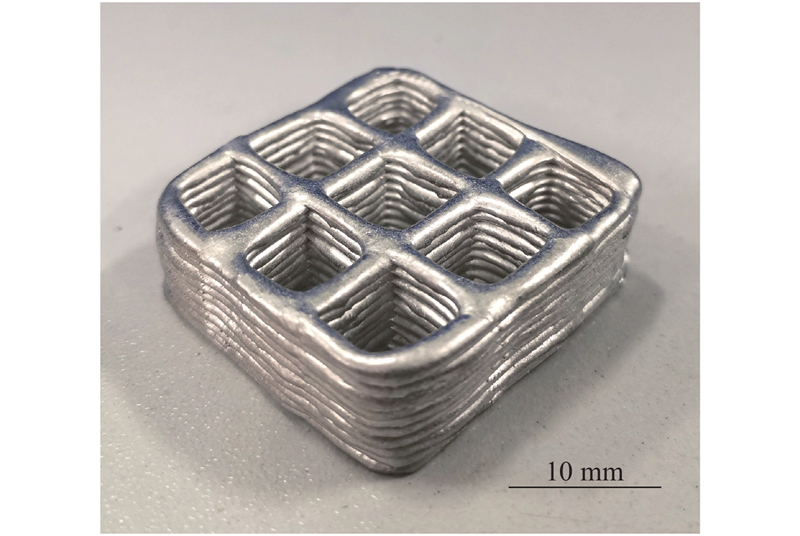
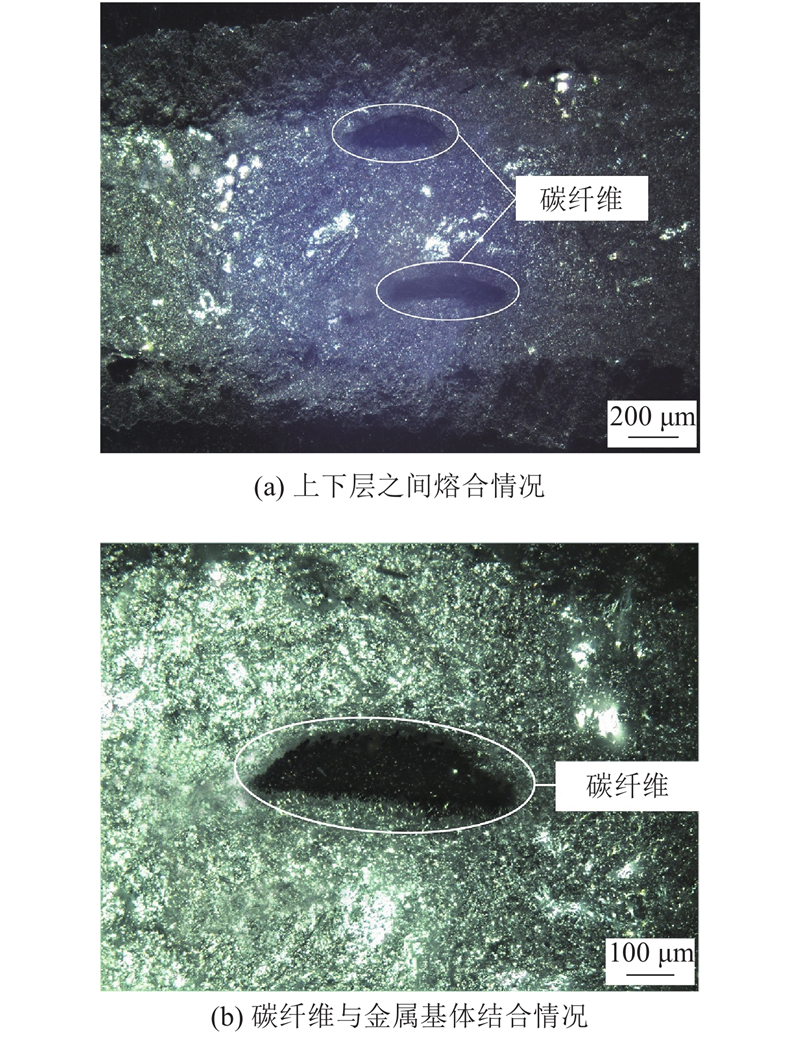
Systematic experimental exploration was carried out for the additive manufacturing process of continuous carbon fiber reinforced metal matrix composites. Results show that the molten metal matrix and the carbon fiber could be well infiltrated and compounded during the printing process after surface modification of the carbon fiber. The wire feeding speed had a great influence on the surface quality, path width and fiber volume fraction of a single deposition path. When the wire feeding speed was 4 mm/s, the surface quality of the single deposition path was good, the deposition path width was about 1.5 mm, and the volume fraction of carbon fiber was about 3.43%. The overlap rate of the deposition path had a great impact on the surface quality of the printed single layer. When the overlap rate was 50%, the surface quality of the printed single layer was relatively good. The additive manufacturing of continuous carbon fiber reinforced metal matrix composite thin-walled parts and tensile samples were realized based on the optimized experimental parameters. The carbon fiber in the thin-walled part formed a good combination with the metal matrix, and the continuous carbon fiber played a significant role in enhancing the tensile strength of the composite material.
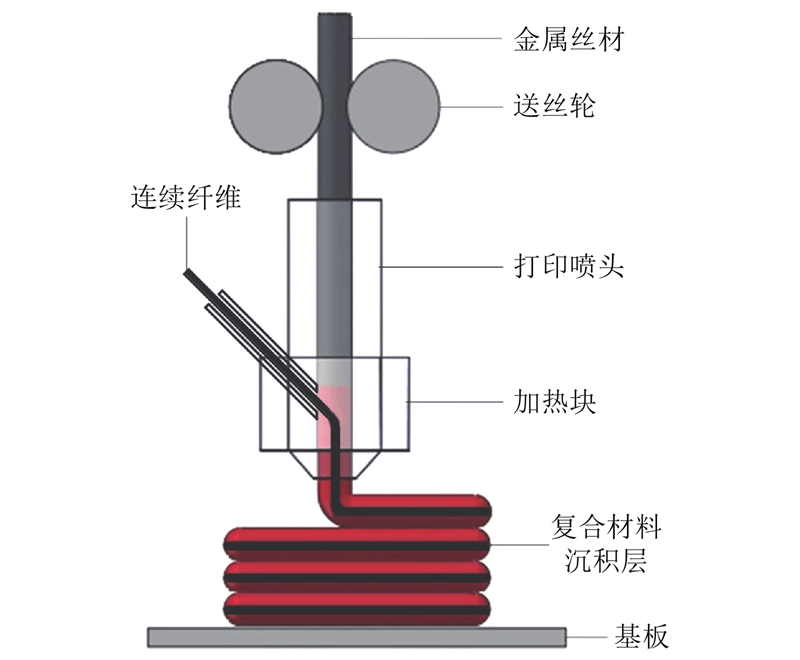
Fig.1Principle of additive manufacturing process of continuous carbon fiber reinforced metal matrix composites
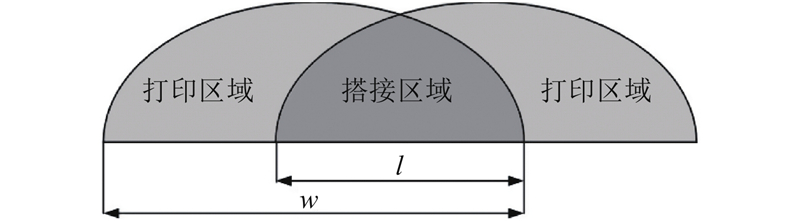
Fig.2Schematic diagram of overlap region formed between two adjacent trajectories
Fig.3Experimental results of surface modification of carbon fiber and its impregnation and composite with metal matrix
Fig.4Change of mass loss rate of copper-plated carbon fiber after cooling and heating cycles
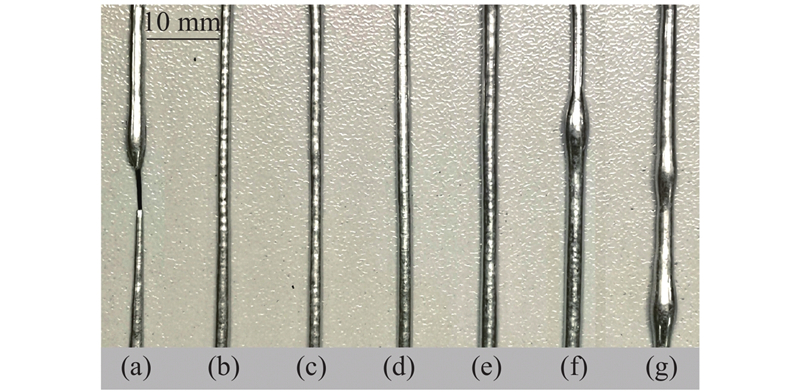
Fig.5Morphology of single deposition path of composite material obtained under different wire feeding speed conditions
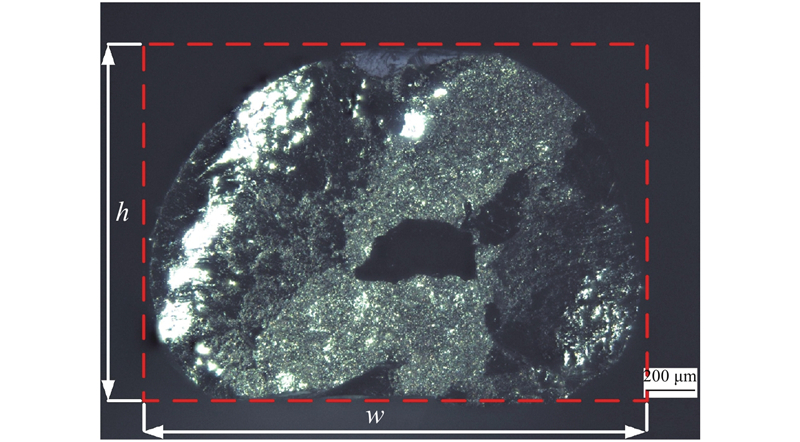
Fig.6Cross-section morphology of single deposition path
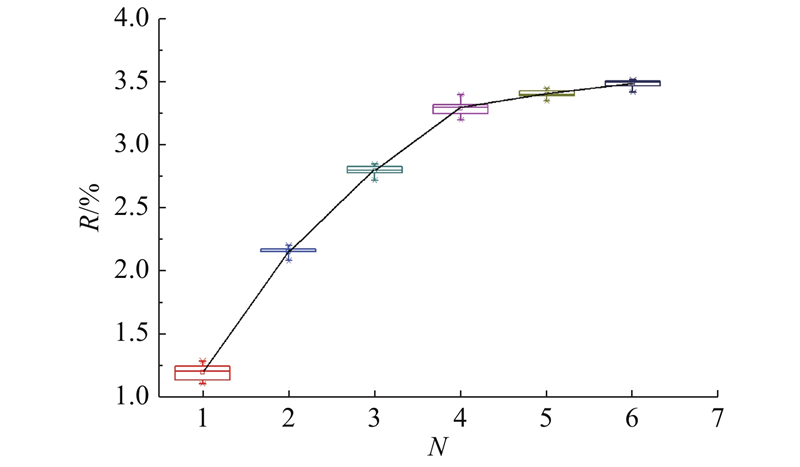
Fig.7Variation curve of width of single deposition path and its fiber volume fraction under different wire feeding speeds
Fig.8Surface topography of printed monolayers under different overlap ratios
Fig.9Continuous carbon fiber reinforced metal matrix composite thin-walled parts formed by additive manufacturing
Fig.10Micro morphology of combination of carbon fiber and metal matrix inside thin-walled parts
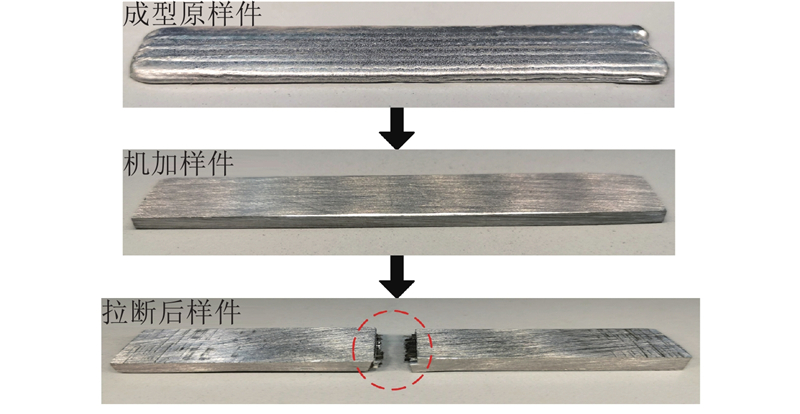
Fig.11Photographs of deposition molding, machining and breaking samples
[1]
HAGEDORN Y C, BALACHANDRAN N, MEINERSW W, et al SLM of net-shaped high strength ceramics: new opportunities for producing dental restorations[J]. Proceeding of the Solid Freeform Fabrication Symposium, 2011, 10: 536- 546
[2]
CHLEBUS E, KUZNICKA B, KURZYNOWSKI T, et al Microstructure and mechanical behavior of Ti-6Al-7Nb alloy produced by selective laser melting[J]. Materials Characterization, 2011, 62 (5): 488- 495
doi: 10.1016/j.matchar.2011.03.006
[3]
BUCHBINDER D, SCHLEIFENBAUM H, HEIDRICH S, et al High power selective la-ser melting (HP SLM) of aluminum parts[J]. Physics Procedia, 2011, 12: 271- 278
doi: 10.1016/j.phpro.2011.03.035
[4]
李卿, 赵国瑞, 马文有, 等 选区激光熔化成形多孔Ti6Al4V(ELI)合金的拉伸性能及断裂机制[J]. 材料导报, 2020, 34 (2): 4073- 4076 LI Qing, ZHAO Guo-rui, MA Wen-you, et al Mechanical properties and fracture mechanism of porous Ti6Al4V (ELI) alloy fabricated by selective laser melting[J]. Materials Reports, 2020, 34 (2): 4073- 4076
[5]
孙靖, 朱小刚, 李鹏, 等 激光体能量密度对激光选区熔化成形TC4钛合金致密化行为的影响[J]. 机械工程材料, 2020, 44 (1): 51- 56 SUN Jing, ZHU Xiao-gang, LI Peng, et al Effect of laser bulk energy density on densification behavior of TC4 titanium alloy by SLM[J]. Materials for Mechanical Engineering, 2020, 44 (1): 51- 56
doi: 10.11973/jxgccl202001009
[6]
杨威, 陈志国, 汪力, 等 镍基合金Inconel740激光近净成形多方向温度场[J]. 中国有色金属学报, 2018, 28 (8): 1579- 1586 YANG Wei, CHEN Zhi-guo, WANG Li, et al Multi-direction temperature field of Inconel 740 nickel based alloy in laser engineered net shaping[J]. The Chinese Journal of Nonferrous Metals, 2018, 28 (8): 1579- 1586
[7]
郭超, 林峰, 葛文君 电子束选区熔化成形316L不锈钢的工艺研究[J]. 机械工程学报, 2014, 50 (21): 152- 158 GUO Chao, LIN Feng, GE Wen-jun Study on the fabrication process of 316L stain-less steel via electron beam selective melting[J]. Journal of Mechanical Engineering, 2014, 50 (21): 152- 158
doi: 10.3901/JME.2014.21.152
[8]
晏耐生, 林峰, 齐海波, 等 电子束选区熔化技术中可控振动落粉铺粉系统的研究[J]. 中国机械工程, 2010, 21 (19): 2379- 2382 YAN Nai-sheng, LIN Feng, QI Hai-bo, et al Study on controllable vibration powder spreading system in electron beam selective melting[J]. China Mechanical Engineering, 2010, 21 (19): 2379- 2382
[9]
杨立宁, 单忠德, 戎文娟, 等 低熔点金属熔融三维直写技术研究[J]. 中南大学学报: 自然科学版, 2018, 49 (10): 2405- 2412 YANG Li-ning, SHAN Zhong-de, RONG Wen-juan, et al Three-dimensional direct writing technology of low melting point molten metal[J]. Journal of Central South University: Science and Technology, 2018, 49 (10): 2405- 2412
doi: 10.11817/j.issn.1672-7207.2018.10.006
[10]
杨立宁, 单忠德, 戎文娟, 等 锌合金熔融沉积三维打印工艺[J]. 浙江大学学报: 工学版, 2018, 52 (7): 1364- 1369 YANG Li-ning, SHAN Zhong-de, RONG Wen-juan, et al Three-dimensional printing technology of zinc alloy fused and deposition[J]. Journal of Zhejiang University: Engineering Science, 2018, 52 (7): 1364- 1369
[11]
单忠德, 杨立宁, 刘丰, 等 金属材料喷射沉积3D打印工艺[J]. 中南大学学报: 自然科学版, 2016, 47 (11): 3642- 3647 SHAN Zhong-de, YANG Li-ning, LIU Feng, et al Three-dimensional printing technology based on metal spray and deposition[J]. Journal of Central South University: Science and Technology, 2016, 47 (11): 3642- 3647
[12]
KLIFT F V D, KOGA Y, TODOROKI A, et al 3D printing of continuous carbon fiber rein-forced thermo-plastic CFRTP tensile test specimens[J]. Open Journal of Composite Materials, 2016, 6 (1): 18- 27
doi: 10.4236/ojcm.2016.61003
[13]
JUSTO J, TAVARA L, GARCIAGUZMAN L, et al Characterization of 3D printed long fiber reinforced composite[J]. Composite Structures, 2017, 185: 537- 548
[14]
CAMINERO M A, CHACON J M, GARCIAMORENO I, et al Impact damage resistance of 3D printed continuous fiber rein-forced thermoplastic composites using fused deposition modelling[J]. Composites, Part B: Engineering, 2018, 148: 93- 103
doi: 10.1016/j.compositesb.2018.04.054
[15]
TIAN X, LIU T, YANG C, et al Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites[J]. Composites, Part A: Applied Science and Manufacturing, 2016, 88: 198- 205
doi: 10.1016/j.compositesa.2016.05.032
[16]
YANG C, TIAN X, LIU T, et al 3D printing for continuous fiber reinforced thermoplastic composites: mechanism and performance[J]. Rapid Prototyping Journal, 2017, 23 (1): 209- 215
doi: 10.1108/RPJ-08-2015-0098
[17]
单忠德, 范聪泽, 孙启利, 等 纤维增强树脂基复合材料增材制造技术与装备研究[J]. 中国机械工程, 2020, 31 (2): 221- 226 SHAN Zhong-de, FAN Cong-ze, SUN Qi-li, et al Research on additive manufacturing technology and equipment for fiber reinforced resin composites[J]. China Mechanical Engineering, 2020, 31 (2): 221- 226
doi: 10.3969/j.issn.1004-132X.2020.02.007
[18]
MATSUZAKI R, UEDA M, NAMIKI M, et al Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation[J]. Scientific Reports, 2016, 6: 23058
doi: 10.1038/srep23058
[19]
WANG X, TIAN X Y, YIN L X, et al 3D printing of continuous fiber reinforced low melting point alloy matrix composites: mechanical properties and microstructures[J]. Materials, 2020, 13 (16): 1- 15
[20]
WANG X, TIAN X Y, LIAN Q, et al Fiber traction printing: a 3D printing method of continuous fiber reinforced metal matrix composite[J]. Chinese Journal of Mechanical Engineering, 2020, 33 (11): 1- 11
doi: 10.1186/s10033-020-00447-1