|
|
|
| Dynamic response of surface morphology of aluminum (Al) deposited layers in wire and arc additive manufacturing based on visual sensing |
Jun DU( ),Chen MA,Zheng-ying WEI ),Chen MA,Zheng-ying WEI |
| State Key Laboratory for Manufacturing Systems Engineering, Xi’an Jiaotong University, Xi’an 710049, China |
|
|
|
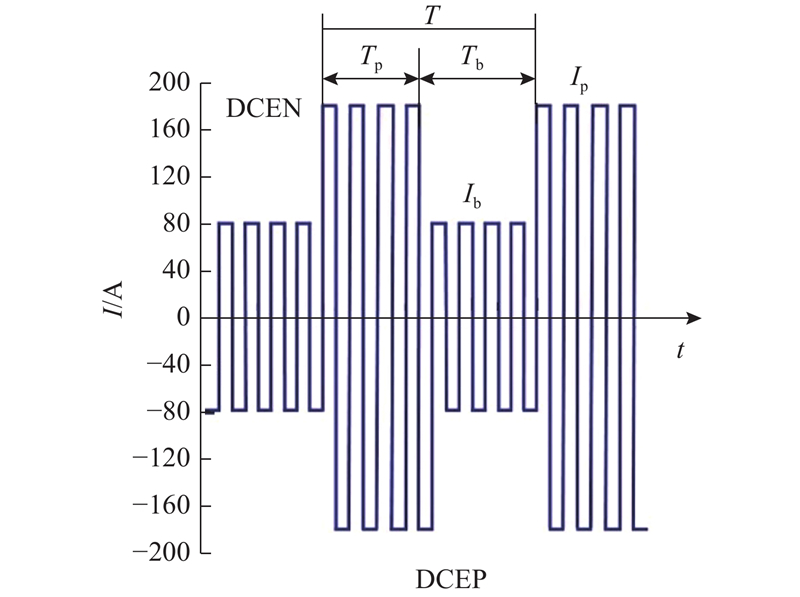
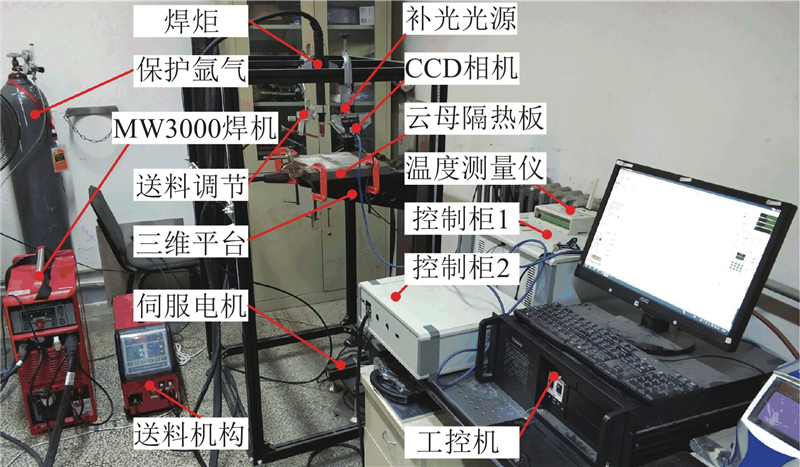
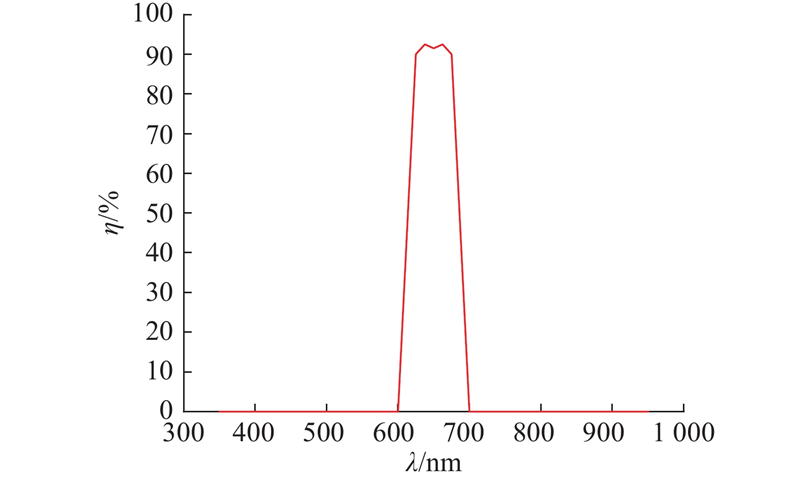
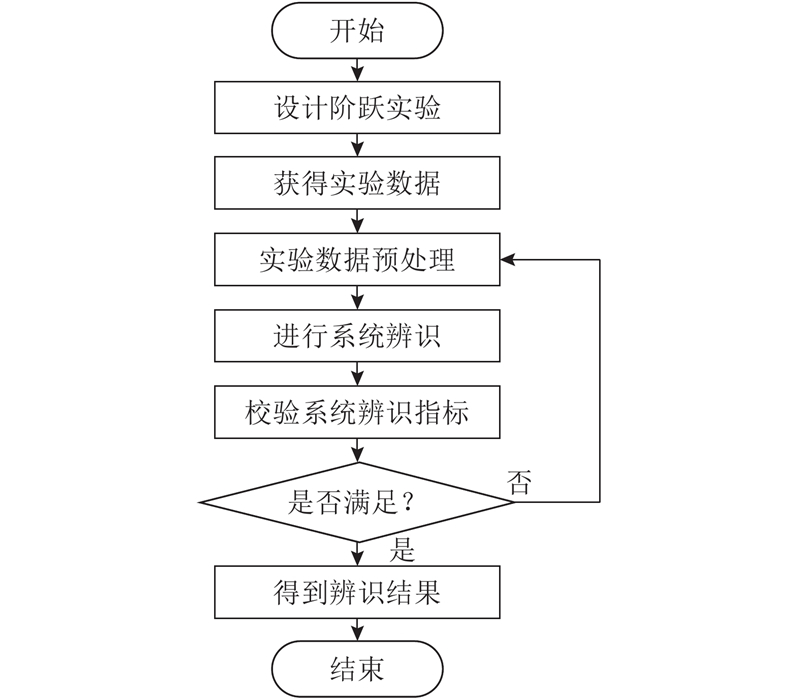
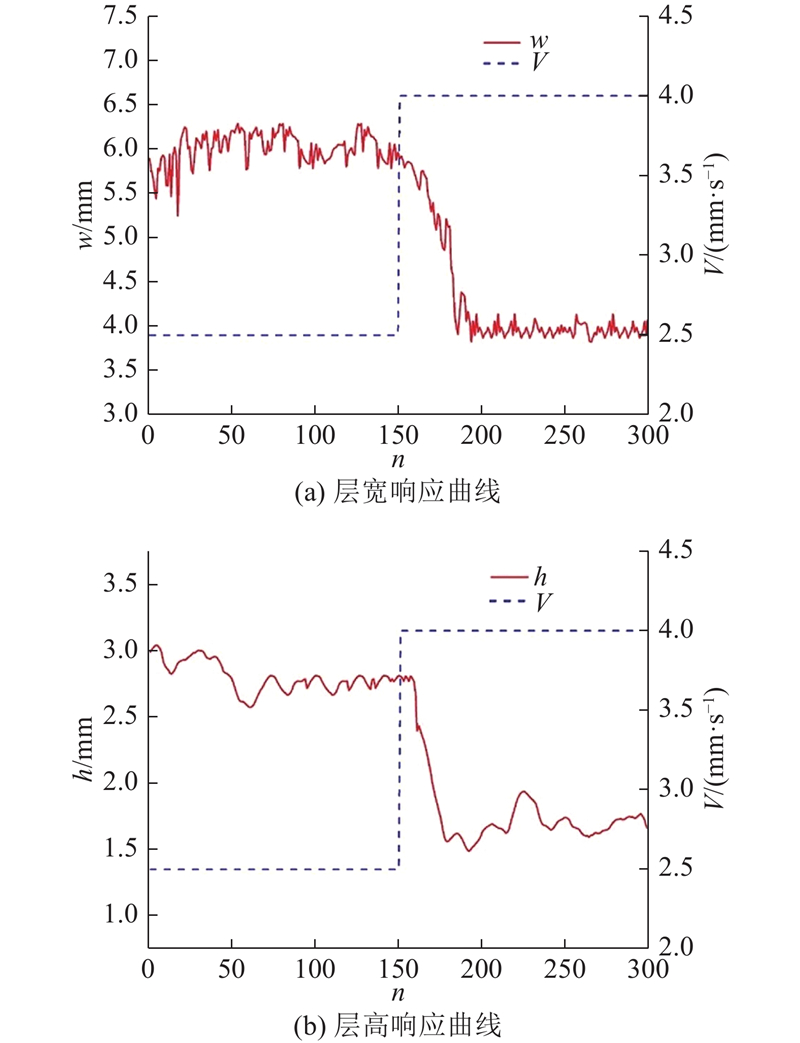
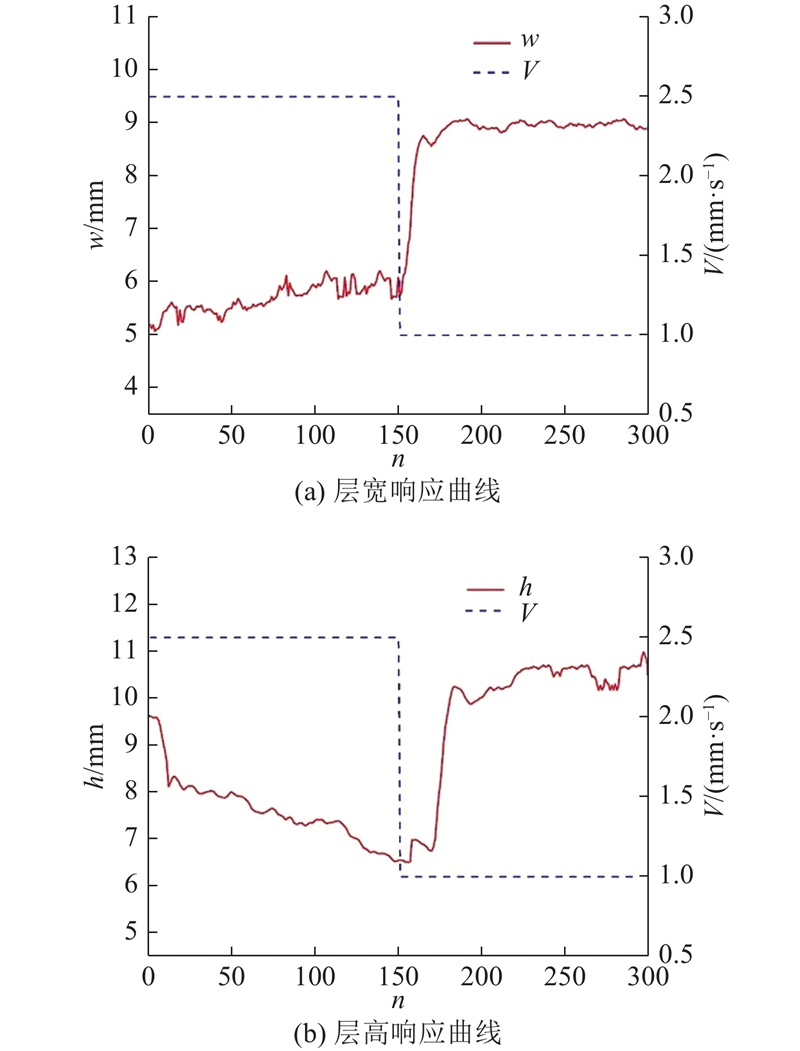
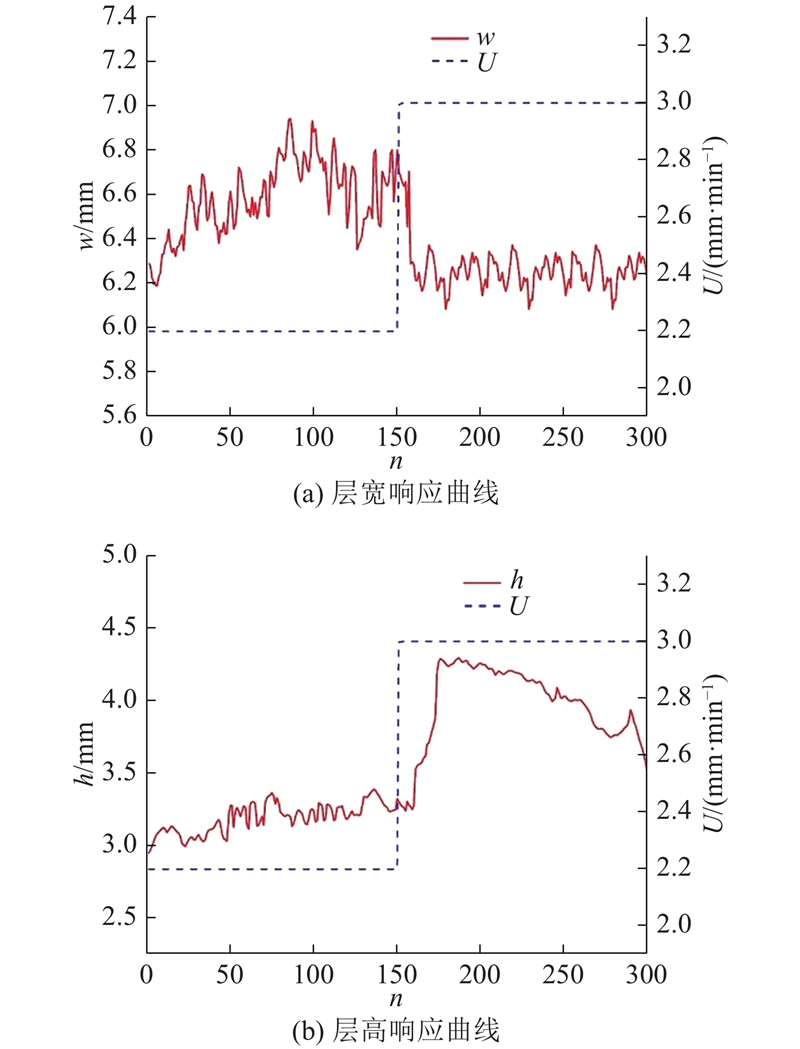
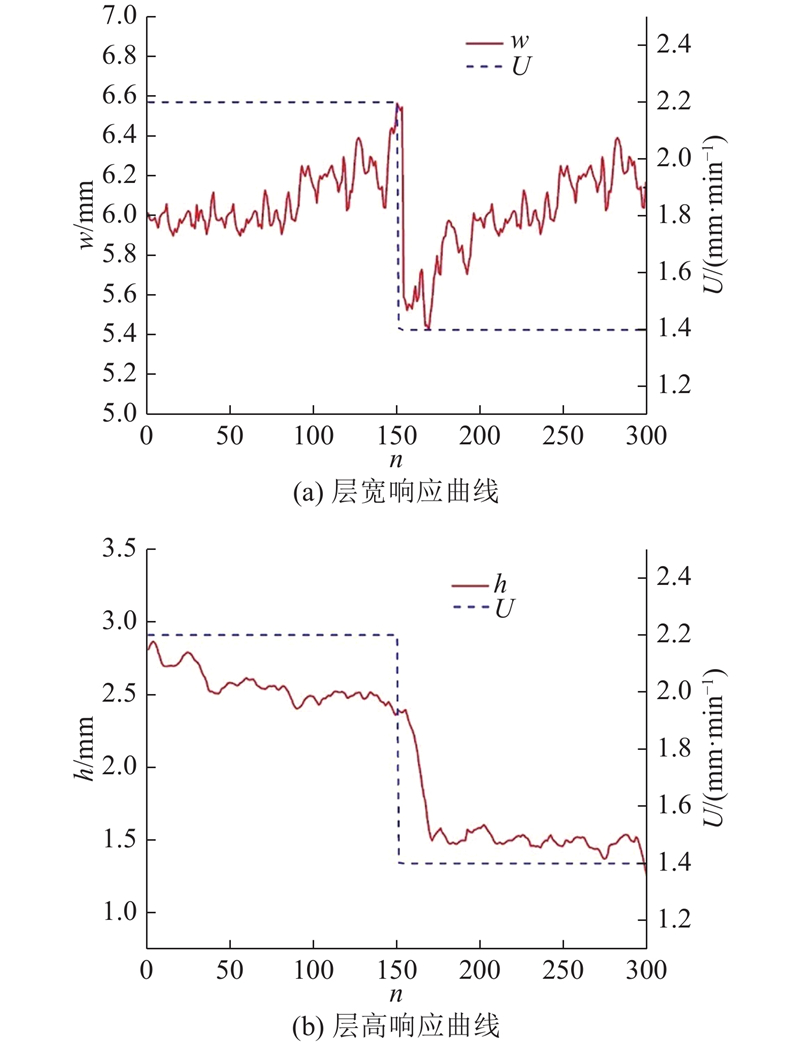
Abstract A real-time image acquisition system for the morphology of deposits was established using a dimming lens, a filter lens and a charge coupled device (CCD) industrial camera. The feature sizes of deposits, i.e. deposition height and width were extracted from the recorded images based on Halcon platform. The purpose is to investigate the mapping relation and dynamic response characteristics between the process parameters and the surface morphology of deposited layers in tungsten inert gas (TIG) welding based additive manufacturing of aluminum (Al) components. Three process parameters, forming speed, arc current and wire feeding speed, were taken as the system input to investigate the step response identification and dynamic characteristics analysis of feature sizes of deposited layers. Results show that the feature size of deposited layer is the fastest in response to the arc current, the forming speed is the second, and the wire feeding speed is the slowest. The response factor of feature sizes of deposited layer is the largest in the forming speed step, the wire feeding speed is the second, and the arc current is the smallest. Time lag exists in the change of feature size of deposited layers when process parameters are adjusted. The forming speed should be selected as the primary process variable to adjust and control the feature sizes of deposited layers in dynamic control by the comprehensive consideration of the response rate and gain coefficient of feature sizes of deposited layers.
|
|
Received: 13 July 2019
Published: 28 August 2020
|
|
|
基于视觉传感的铝合金电弧增材沉积层形貌动态响应
为了探究铝合金钨极惰性气体(TIG)焊电弧熔丝增材制造过程中工艺参数与沉积层形貌之间的映射关系及动态响应特性,采用减光片、滤光片和工业电荷耦合器(CCD)相机搭建堆积过程沉积层形貌图像实时采集系统,基于Halcon平台实现对沉积层特征尺寸(层宽和层高)的提取. 以成形速度、成形电流和送丝速度3个工艺参数分别作为系统输入量,进行沉积层特征尺寸阶跃响应辨识及动态特性分析. 研究表明,沉积层特征尺寸对电弧电流的响应速度最快,成形速度次之,送丝速度最慢;沉积层特征尺寸对成形速度阶跃的增益系数最大,送丝速度次之,成形电流最小;沉积层特征尺寸变化对工艺参数响应存在一定时滞性. 综合考虑沉积层特征尺寸的响应速度和增益系数,在动态控制中应选择成形速度作为沉积层特征尺寸的主要工艺变量.
关键词:
电弧增材制造,
铝合金,
沉积层特征尺寸,
机器视觉,
阶跃响应
|
|
| [1] |
KLOCKE F. Rapid prototyping and rapid tooling [R/OL]. (2003-03-21) [2020-06-22]. http://www.ipt.fraunhofer.de.
|
|
|
| [2] |
MAJI P K, BANERJEE P S, SINHA A Application of rapid prototyping and rapid tooling for development of patient specific ranio facial implant: an investigative study[J]. Additive Manufacturing Technology, 2008, 36 (5/6): 510- 515
|
|
|
| [3] |
FRAZIER W E Metal additive manufacturing: a review[J]. Journal of Materials Engineering and Performance, 2014, 23 (6): 1917- 1928
doi: 10.1007/s11665-014-0958-z
|
|
|
| [4] |
RIBEIRO R A, DOS SANTOS E B F, ASSUNCAO P D C, et al Cold wire gas metal arc welding: droplet transfer and geometry[J]. Welding Journal, 2019, 98 (5): 135- 149
|
|
|
| [5] |
FRAZIER W E. Digital manufacturing of metallic components: vision and roadmap [C]// 21st Annual International Solid Freeform Fabrication Symposium: An Additive Manufacturing Conference. Austin: SFF, 2010: 717-732.
|
|
|
| [6] |
SCOTT J, GUPTA N, WEMBER C, et al Additive manufacturing: status and opportunities[J]. Science and Technology Policy Institute, 2012, 1- 29
|
|
|
| [7] |
DoD SBIR/STTR database [EB/OL]. (2013-11-15) [2020-06-22]. https://www.dodsbir.net.
|
|
|
| [8] |
BASKORO A S, KABUTOMORI M, SUGA Y Monitoring of backside image of molten pool during aluminum pipe welding using vision sensor[J]. Mater Science Forum, 2008, (580?582): 379- 382
|
|
|
| [9] |
CHEN S B, ZHAO D B, LOU Y J, et al Computer vision sensing and intelligent control of welding pool dynamics[J]. Robotic Welding, Intelligence and Automation, 2004, 299: 25- 55
|
|
|
| [10] |
HONG Y, CHANG B, PENG G, et al In-process monitoring of lack of fusion in ultra-thin sheets edge welding using machine vision[J]. Sensors, 2018, 18 (8): 2411
doi: 10.3390/s18082411
|
|
|
| [11] |
OKARMA K, FASTOWICZ J. No-reference quality assessment of 3D prints based on the GLCM analysis [C]// 21st IEEE International Conference on Methods and Models in Automation and Robotics MMAR. Miedzyzdroje: [s. n.], 2016: 788-793.
|
|
|
| [12] |
TOURLOUKIS G, STOYANOV S, TILFORD T, et al. Data driven approach to quality assessment of 3D printed electronic products [C]// 38th International Spring Seminar on Electronics Technology. Eger: IEEE, 2015: 300-305.
|
|
|
| [13] |
柏久阳, 林三宝, 杨春利, 等 铝合金TIG焊变极性参数对阴极清理及钨极烧损的影响[J]. 焊接, 2015, (5): 15- 19
BAI Jiu-yang, LIN San-bao, YANG Chun-li, et al Effect of TIG welding polarity parameters on cathode cleaning and tungsten burnout of aluminum alloy[J]. Welding, 2015, (5): 15- 19
|
|
|
|
Viewed |
|
|
|
Full text
|
|
|
|
|
Abstract
|
|
|
|
|
Cited |
|
|
|
|
| |
Shared |
|
|
|
|
| |
Discussed |
|
|
|
|