

目前,针对3D打印混凝土中存在的问题,国内外学者大多聚焦于打印工艺设置与打印材料方向. Panda等[4]通过对双层打印模型进行拉伸试验,确定了打印时间间隔、喷头高度对层间黏结强度的影响. Buswell等[5]对3D打印混凝土层间强度与打印速度、喷头高度之间的影响关系进行综合分析. Ji等[6]基于自主研发的3D打印施工设备系统和优化的混凝土材料,开发出可直接打印预拌混凝土的3D混凝土打印机. Cui等[7]进一步开发了3D打印相变混凝土,从而提高了3D打印混凝土的可打印性和可构造性. 不过,针对3D打印过程中混凝土表观缺陷检测的研究仍较少. 在实际3D打印混凝土建筑过程中,由于打印持续时间一般较长,无法时刻对打印过程进行监督,一旦打印混凝土出现表观缺陷,极易对后续建筑结构产生影响. 因此,如何结合相关技术准确检测3D打印混凝土表观缺陷,从而保证3D打印建筑结构的稳定性和可靠性是目前亟须解决的问题.
近年来国内外学者陆续提出了各种深度学习模型,针对不同建筑、桥梁进行表观缺陷检测,有效提高了对各类工程进行质量控制的效率[8]. Xu等[9]提出基于Faster-RCNN的图像检测模型,在裂缝检测中融合了注意力机制,大大提高了大坝裂缝检测的精度. 余加勇等[10]将无人机与Mask-RCNN相结合,实现了对桥梁裂缝的精准识别. 相比于以Faster-RCNN为代表的两阶段目标检测模型,以YOLO为代表的单阶段目标检测模型能够有效提高检测效率与检测速度. 罗大明等[11]提出基于改进YOLOv5模型的混凝土结构损伤检测方法,能够有效对混凝土结构的裂缝、露筋、剥落等表观缺陷进行检测. 曾妮等[12]采用ShuffleNetv2网络对3D打印混凝土孔隙进行检测,但其研究仅针对孔隙这一单一缺陷,且研究所使用的ShuffleNetv2网络的检测效率以及检测精度有待进一步提高. 李金沛等[13]基于改进的YOLOv8-EfficientVit-LSKNet-BiFPN模型实现了对桥梁小目标裂缝的精准提取与识别.
尽管目前国内外学者针对表观缺陷检测已经做了大量研究,但现有研究主要集中于对传统施工方法建成的桥梁、建筑、工业构筑物等静态结构进行事后缺陷检测,针对3D打印混凝土这一类需要实时检测缺陷状态以便进行质量控制的特殊主体,研究还相对欠缺.
本研究基于YOLOv8模型,提出3D打印混凝土表观缺陷检测方法,以解决3D打印过程中混凝土表面出现缺陷却无法及时识别以至于影响后续结构的问题. 同时,还针对检测过程中出现的小目标缺陷难以识别的问题对模型进行改进,通过插入小目标检测头模块与Restormer(restoration transformer)注意力机制模块,提高对小目标缺陷的检测精度;通过融合AKConv(自适应可变卷积核)模块,实现模型结构的轻量化优化,并显著增强模型对缺陷不规则形态特征的提取能力. 此外,由于相关图像数据的缺失,通过设计模拟试验,构建了3D打印混凝土表观缺陷数据集用于模型训练. 最后,通过设计消融实验与对比试验验证了改进模型的有效性与优越性. 本研究从网络结构优化与数据构建2个层面实现协同创新,以期为3D打印混凝土表观缺陷的实时检测提供可行且有效的技术路径.
1. 模拟试验
1.1. 试验器材及工具准备
为了更好地观察3D打印混凝土表观缺陷状态并建立缺陷图像数据集,设计了3D打印混凝土模拟试验,并于西安市工程结构智能感知与健康监测重点实验室(筹)开展后续工作,试验器材见表1.
表 1 3D打印混凝土模拟试验器材
Tab.1
| 序号 | 仪器名称 | 数量 | 序号 | 仪器名称 | 数量 | |
| 1 | HC1008桌面式无极胶凝材料3D打印机 | 2 | 5 | 铁桶、标准筛及量杯 | 2 | |
| 2 | 立式砂浆搅拌机UJZ-15 | 1 | 6 | 切割用美工刀 | 2 | |
| 3 | 高精度电子秤 | 1 | 7 | 塑料薄膜 | 1 | |
| 4 | 亚克力板 | 6 | 8 | 胶水 | 10 |
1.2. 模型设计及打印路径规划
利用Revit软件设计常用建筑模型作为模拟试验素材,以该模型为基础设计10组模拟试验. 由于打印机打印平台大小限制,对模型进行等比例缩尺,以适配打印平台尺寸. 缩尺模型须加载入打印机配套仿真软件,以开展后续操作. 模型长为620 mm,宽为419 mm,高为120 mm,墙体厚度设置为20 mm.
在模型载入完成之后,须对其进行切片处理. 在切片过程时,由于实验室3D打印机喷头直径为10 mm,因此在操作界面将模型刀宽设置为10 mm并采用双刀模式,层高统一设置为15 mm,墙体数目设置为1,墙体填充方式设置为打印常用的同心圆填充,墙体单刀处面积长度比设置为小于10. 此外,为了保证模型顺利打印成型,还对模型进行直角圆滑化处理.
在对打印模型进行切片处理后,须对模型的打印路径进行规划. 在路径规划时,相关参数按照路径编译界面默认参数进行设置. 在路径编译完成后,利用路径仿真界面对打印路径进行复核,确保输出的打印路径能够在3D打印机上正确运行.
1.3. 模型打印
1.3.1. 砂浆配合比确定及模型打印设计
在实际打印过程中,混凝土砂浆凝结硬化时间以及成型时间相较于其他打印材料更长,如果砂浆过度湿润,打印模型不易成型. 同时,由于混凝土打印持续时间一般相对较长,砂浆在料斗内储时间过长易导致后续打印时砂浆干燥从而出现各类缺陷. 若浆体配比不当,易引发打印过程中出现断裂、塌陷、麻面、孔洞等表观缺陷.
为此,课题组经过反复试验,结合打印材料的力学性能、流变特性与打印工艺参数,初步确定出适用于本项目混凝土3D打印任务的标准材料配比. 为了保证模拟试验的有效性,试验统一在室内18~25 ℃下进行,打印模型均采用前述建筑模型;打印喷头大小统一为10 mm,打印喷头高度距平台高度统一调整为417 mm,其余泵送速率、打印速率均统一采用打印机内置默认参数.
共进行10组试验,其中2组采用标准材料配比正常打印模型; 4组通过适量减少水以及增加双快水泥用量,模拟干燥(高温)环境下3D打印混凝土可能出现的表观缺陷;另外4组模型通过适量增加水以及减少双快水泥用量,模拟潮湿环境下3D打印混凝土可能出现的表观缺陷.
1.3.2. 拍摄点位架设与图像收集
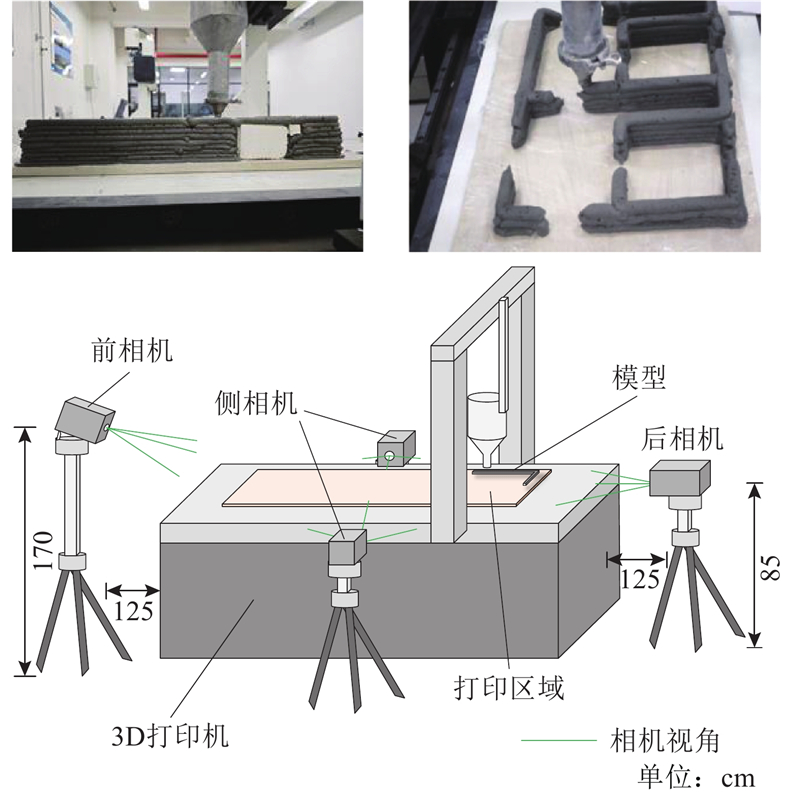
本次模拟试验拍摄方式为三脚架固定机位拍摄,将3个三脚架分别架设于3D打印机的3个侧面,架设高度设置为85 cm,架设距离设置为125 cm,拍摄角度设置为90°,从不同侧面观察并收集3D打印混凝土缺陷出现情况;另设置1个三脚架位于打印机前侧,将三脚架高度调整为170 cm,三脚架架设距离调整为125 cm,拍摄角度设置为45° 斜向下以便俯拍打印全过程. 拍摄点位及俯视视角、侧视视角如图1所示.
图 1
2. 3D打印混凝土表观缺陷识别模型
2.1. YOLOv8模型
尽管YOLOv8模型在目标检测任务中展现了卓越的性能和高效的处理能力,但针对本研究所提出的3D打印混凝土表观缺陷检测任务,该模型仍然存在一定改进提升的空间:1)小目标缺陷检测精度不足,易漏检孔洞和麻面之类的小目标缺陷. 2)多尺度适应性有限,难以同时识别尺度差异明显的缺陷(如细小孔洞与较大的断裂);3)不规则特征提取能力不足,YOLOv8模型标准卷积层的卷积核大小和形状固定,难以有效提取不规则缺陷的特征形态. 因此,为了满足3D打印混凝土表观缺陷识别的要求,亟须对YOLOv8模型进行改进.
2.2. YOLOv8-SRA模型
针对YOLOv8模型在3D打印混凝土缺陷检测中存在的不足,本研究在YOLOv8模型原有网络结构的基础之上,对检测头、特征提取骨干网络及特征融合路径3个层面进行针对性的优化,构建了改进的YOLOv8-SRA模型. 具体而言,在YOLOv8模型的Head层引入Small head模块以增强模型对小尺度缺陷的感知能力;在Backbone层添加Restormer注意力机制模块以强化模型在复杂背景条件下对多尺度缺陷特征的建模能力;在Neck层中融合AKConv模块以提升模型对不规则缺陷特征的提取与表达能力.
2.2.1. Small head模块
在3D打印混凝土的过程中,常出现细小孔洞、麻面缺陷,此类缺陷通常面积较小且不易识别. YOLOv8作为当前应用较为广泛且可靠性较高的目标检测模型,其网络设计主要面向中大尺度目标,在默认配置条件下对小目标的检测性能仍存在一定不足 [18]. 当数据集中待检测目标的尺寸较小时,其特征容易被高层特征图中的大范围特征所覆盖,模型检测框可能无法准确框选此类小缺陷,使得此类缺陷在实际检测中易被忽略或者被误判为背景噪声,从而降低模型的整体检测精度. 特别是在实际3D打印混凝土的过程中,由于打印混凝土的配合比、打印环境的气温及温湿度、打印机设置等因素的影响,打印混凝土的微小缺陷通常难以避免,而此类缺陷往往会对打印混凝土的整体结构产生潜在的威胁[19]. 因此如何改进模型,解决YOLOv8模型对3D打印混凝土小目标缺陷检测精度不足的问题是本研究的重点之一.
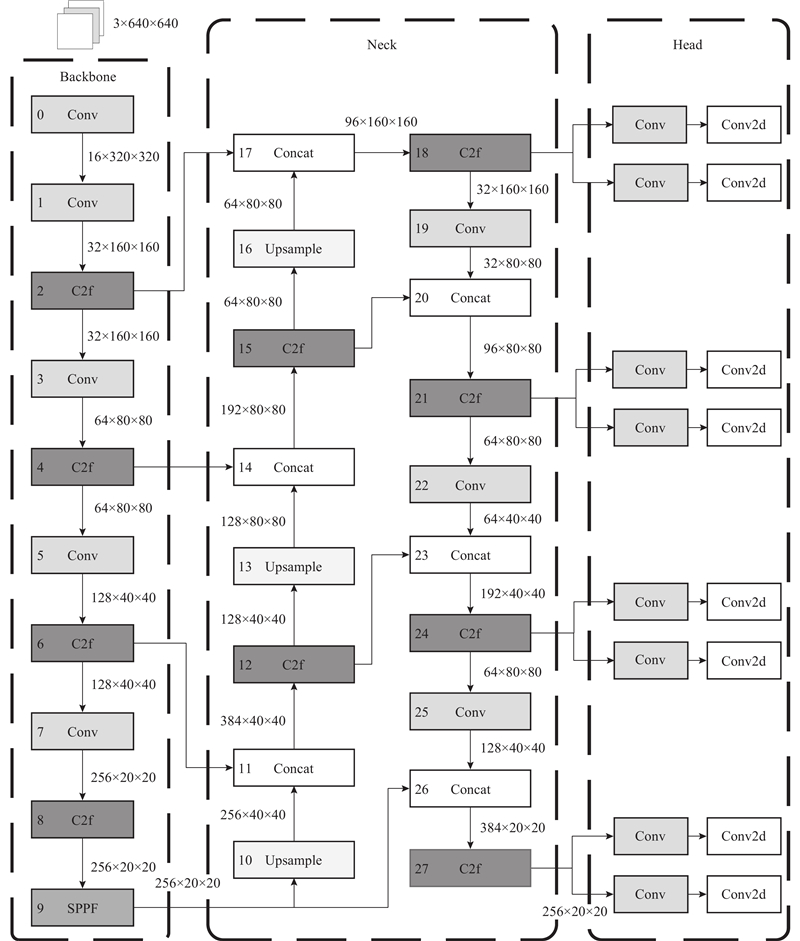
一般情况下,YOLOv8会针对图像数据进行不同尺度上的检测,通过模型默认设置的3个检测头,对大、中、小不同尺度的缺陷进行处理,但是对于微小的缺陷,默认的3个检测头可能无法进行有效捕捉. 因此,本研究在Head层上添加一个额外的Small head模块. 首先,在原模型Neck部分第15层输出的基础上新增Upsample-Concat-C2f模块用于对160×160的小目标分支进行输出;同时,使用Conv-Concat-C2f模块将大小为160×160的卷积变为80×80大小;最后,将15层与20层连接输出80×80的Head,形成完整结构. 添加小目标检测头后的模型结构如图2所示.
图 2
这一改进可有效细分3D打印混凝土的小目标缺陷特征,弥补YOLOv8模型的小目标缺陷检测能力不足的问题,并提高模型整体检测精度.
2.2.2. Restormer注意力机制模块
在3D打印混凝土缺陷图像采集过程中,光照及环境因素的干扰易导致图像出现遮挡、噪声的问题,加之材料本身纹理复杂,使得原本轮廓模糊的缺陷更容易在图像检测时被漏检或误检. 此外,在3D打印过程中常出现多尺度缺陷共存现象,使得目标检测尺度跨度与信息提取难度进一步增大. YOLOv8模型的主干网络性能较为突出,但是在其下采样的过程中,面对复杂纹理背景与多尺度目标检测任务,仍然会出现信息丢失或压缩的情况. 本研究通过在Backbone层添加Restormer注意力机制模块来解决上述问题.
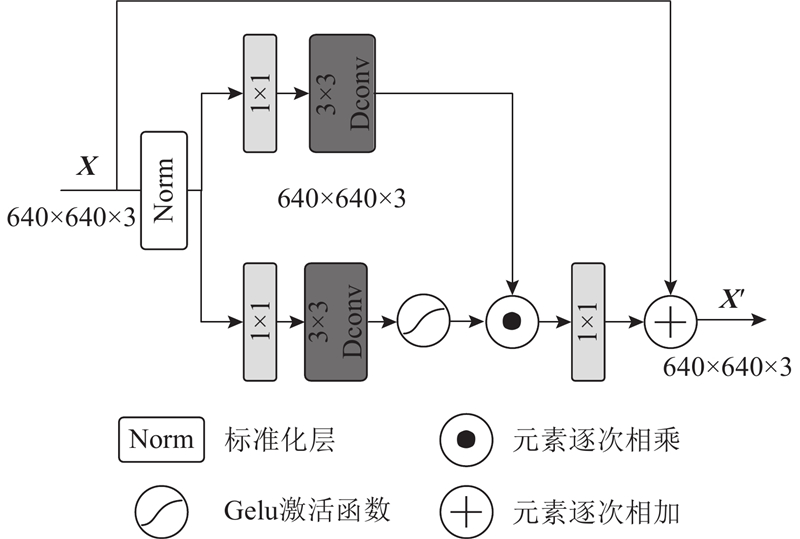
Restormer注意力机制是融合了多头自注意力机制模块(multi-Dconv head transposed attention,MDTA)与门控双线性特征网络(gated-Dconv feed-forward network,GDFN)的Transformer结构,其兼具优秀的全局语义感知能力与局部细节恢复能力[20],能够有效增强YOLOv8模型在复杂纹理背景下对边界模糊缺陷的判别能力以及对多尺度目标特征的提取能力,结构如图3所示. 其中,MDTA模块将输入的特征线性化并将其投射到多个头上由每个头进行单独计算,之后再分别对多个头得出的结果进行拼接融合输出[20],结构如图4所示. GDFN模块在主分支上先将1×1卷积进行升维处理,随后利用3×3卷积进行特征的分组提取,最后在辅助分支上使用门控系统对变换后的特征进行加权与动态筛选,最终实现对不同特征的增强或抑制处理[20],结构如图5所示.
图 3
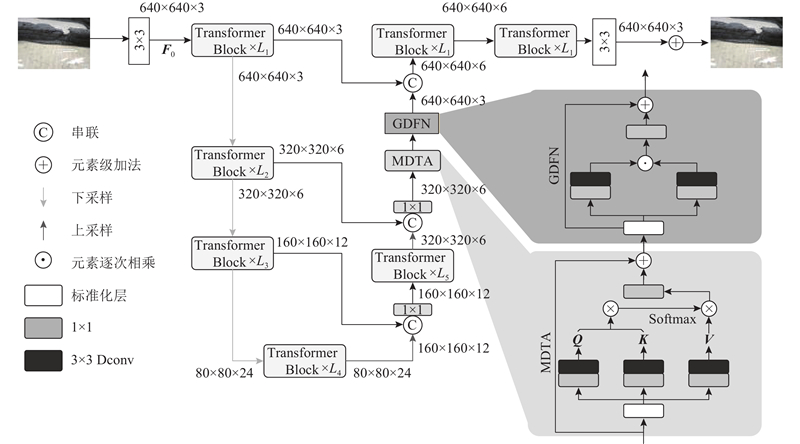
图 4
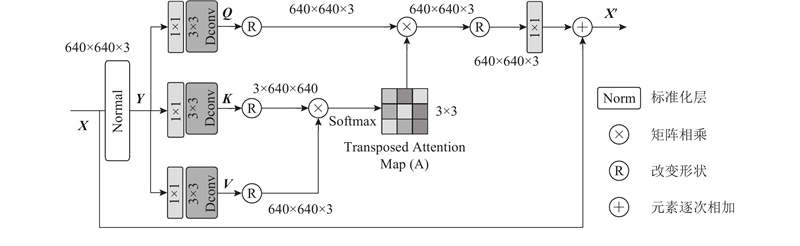
图 5
本研究插入Restormer注意力机制模块,充分利用了其多尺度轴向建模能力与全局上下文感知的优势,进一步提高了YOLOv8模型在复杂背景下的特征表达能力,以及对多尺度缺陷目标的特征提取能力从而提升了3D打印混凝土表观缺陷识别模型对多尺度缺陷的检测精度与稳定性.
2.2.3. AKConv模块
由于打印材料以及打印工艺的局限性,3D打印混凝土上不可避免地会出现大大小小的表观缺陷. 此类缺陷通常形状复杂且不规则,进一步提高了缺陷检测时的特征提取难度. YOLOv8模型在默认配置下的卷积核为标准卷积核,其形状大小相对固定,模型通过标准卷积核对图像特征进行处理,提取图像的局部特征[21]. 然而,在面对3D打印混凝土表观缺陷检测这类含不规则特征的任务时,其性能会受到一定限制,从而降低模型的整体检测精度. 本研究通过在Neck层以及Backbone层上添加AKConv(可变卷积核)模块替换掉原有标准卷积来解决上述问题.
图 6
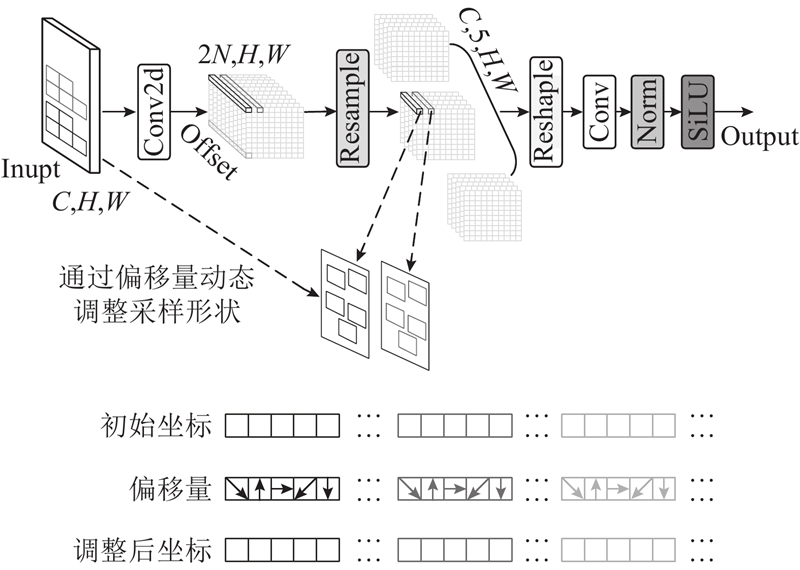
AKConv模块的输入为C×H×W特征图. 在特征图输入后,先通过标准卷积层生成2N×H×W的偏移量(offset),随后根据偏移量动态调整采样形状,并基于调整后的坐标对原始特征图进行重采样. 最后通过重塑、卷积、标准化和Silu激活处理,输出优化后的局部特征表达. 本研究通过插入AKConv模块,提高YOLOv8模型的自适应感受视野. 该模块通过动态学习采样点的偏移量,能够有效覆盖3D打印混凝土表面不规则缺陷的区域边界,从而准确识别孔洞与局部坍塌缺陷的形状、尺度和位置特征,显著提升模型对不规则表观缺陷的检测精度与可靠性.
3. 3D打印混凝土表观缺陷数据集建立
3.1. 模型参数设置
基于Python语言与Pytorch网络架构开展模型实验,为了确保实验的顺利进行,调试设置计算机网络环境如表2所示.
表 2 计算机网络环境
Tab.2
| 名称 | 型号 |
| CPU | Inter i9-14900k |
| GPU | NVIDIA Geforce RTX 4090D |
| 显存 | 64 G |
| Pytorch | 2.0.0 |
| Python | 3.11 |
| 操作系统 | Windows 11(64位) |
在对3D打印混凝土表观缺陷识别模型进行训练时,本实验设置输入图像大小为640×640,训练轮数epochs=300,batch-size=16,并设置启停patience=100以保证模型在充分训练的同时不会过拟合. 此外,本实验还设置动量随机梯度下降模型为优化器,动量因子大小设置为0.937,初始学习率设置为0.01,学习策略采用余弦退火策略[23]. 余弦退火策略表达式如下:
式中:
3.2. 数据集建立
通过图像采集设备对模拟试验进行全过程记录,累计收集原始图像656张,并在原始图像基础上使用图像增强技术包括图像随机旋转、图像翻转、图像亮度随机调整、随机添加高斯噪声进行预处理,结合原始图像构建3D打印混凝土表观缺陷数据集并利用labelimg对数据集图像进行统一标注. 数据集共包含孔洞、麻面、断裂、塌陷4种缺陷,共计
图 7
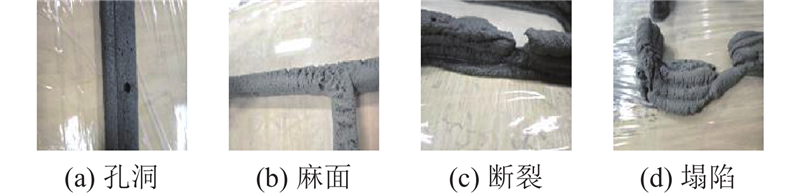
图 7 3D打印混凝土表观缺陷示意图
Fig.7 Representation of apparent defects in 3D printed concrete
3.3. 模型评价指标
为了对3D打印的表观缺陷进行量化,综合考虑YOLOv8模型中常用评价指标,并决定采用精确率P、召回率R、平均精度AP、平均均值精度mAP对模型的性能进行验证[13],表达式如下:
式中:TP表示正样本被正确识别的个数;FP表示负样本被错误识别的个数;FN表示正样本被错误识别的个数;N表示3D打印混凝土表观缺陷的个数. 本研究采用IoU阈值在50%下的AP及mAP值即AP@0.5、mAP@0.5作为评价指标.
4. 3D打印表观缺陷检测结果分析
4.1. 改进YOLOv8结果分析
表 3 改进前、后的YOLOv8模型检测结果分析
Tab.3
| 模型 | |||||
| 孔洞 | 麻面 | 断裂 | 坍塌 | 均值 | |
| YOLOv8 | 63.8 | 81.0 | 91.7 | 95.0 | 82.9 |
| YOLOv8-SRA | 79.8 | 96.9 | 94.8 | 98.8 | 92.6 |
| 模型 | |||||
| 孔洞 | 麻面 | 断裂 | 坍塌 | 均值 | |
| YOLOv8 | 84.0 | 80.2 | 89.1 | 82.2 | 83.9 |
| YOLOv8-SRA | 89.3 | 90.4 | 90.4 | 95.3 | 91.3 |
| 模型 | AP@0.5/% | ||||
| 孔洞 | 麻面 | 断裂 | 坍塌 | 均值 | |
| YOLOv8 | 76.3 | 86.8 | 95.2 | 95.5 | 88.5 |
| YOLOv8-SRA | 87.2 | 96.3 | 96.4 | 98.9 | 94.7 |
如图8所示为3D打印混凝土各表观缺陷在验证集上的检测结果对比. 可见,相对于原始YOLOv8模型,改进后的YOLOv8-SRA模型对3D打印混凝土各类表观缺陷的检测精度均有较大提升,并且,针对连续缺陷如连续塌陷,改进后的模型仍能够准确识别多个缺陷,有效解决了YOLOv8模型在缺陷尺度大小不一和背景复杂因素影响下的漏检、错检问题.
图 8
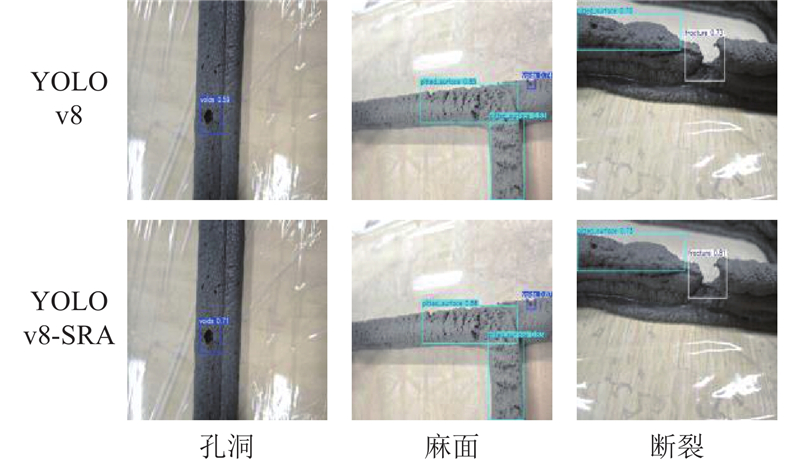
图 8 3D打印混凝土表观缺陷检测改进前、后对比
Fig.8 Comparison of surface defect detection effects for 3D-printed concrete before and after improvement
为了进一步评估改进后模型的性能,对YOLOv8模型改进前、后的Precision-Recall曲线进行对比分析,如图9所示. 图中各类表观缺陷的平均精度(AP@0.5)大小由各缺陷曲线与坐标轴围成的面积所确定,缺陷曲线与坐标轴围成的面积越大,则缺陷的平均精度越高[11]. 由图9(a)、(b)的对比可以看出,图9(b)中各缺陷对应的曲线面积均大于图9(a)中对应的面积;其中,针对小目标缺陷如孔洞与麻面,图9(b)中缺陷曲线面积变化程度更大,表明改进后的模型在小目标缺陷识别上具备更大的优势. 此外,图9(b)中各缺陷曲线相较于图9(a)更加收敛,表明改进后的YOLOv8模型的特征提取能力更强,进一步验证了改进YOLOv8模型的优越性.
图 9
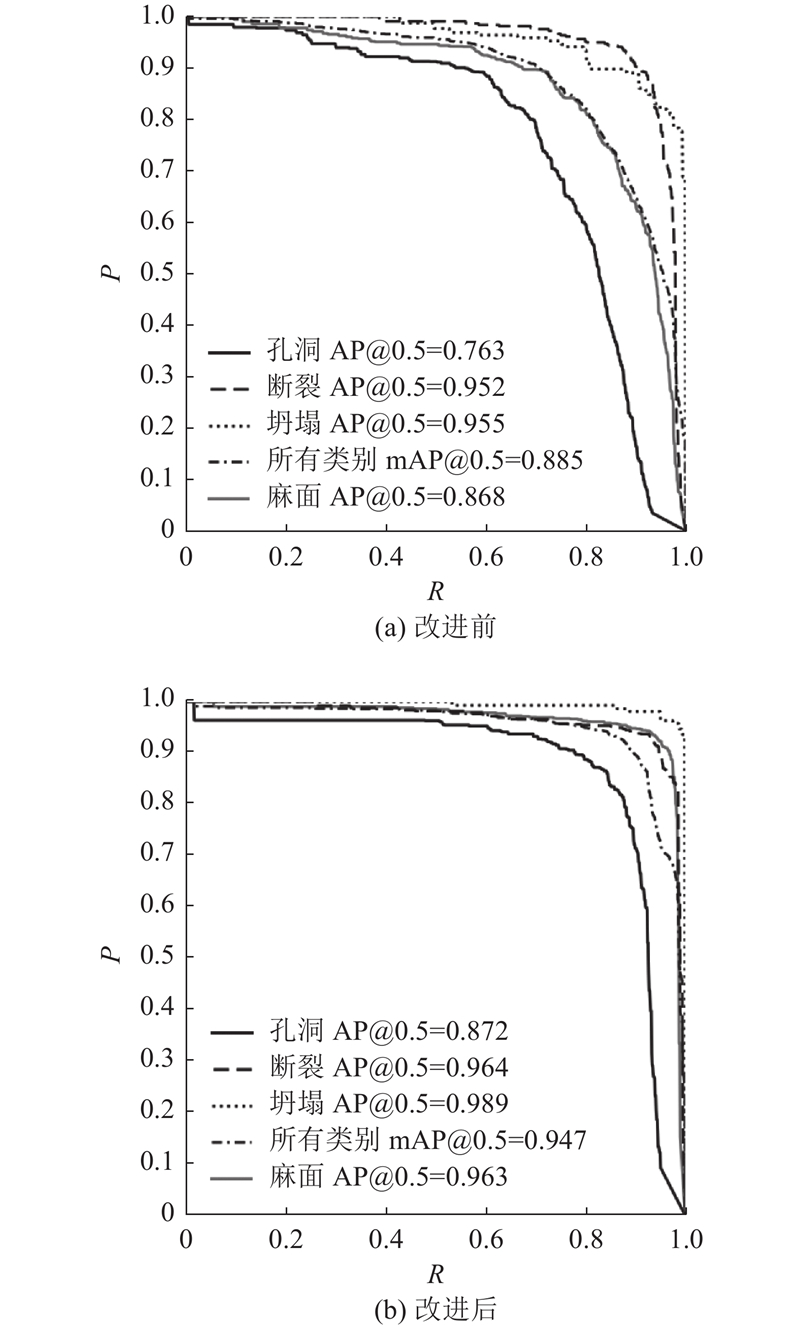
图 9 改进前、后的精度-召回率曲线对比
Fig.9 Precision versus recall curve comparison before and after improvement
4.2. 消融实验
为了验证各模块添加后模型性能的提升效果,在YOLOv8的基础上进行消融实验. 获得的实验数据见表4. 其中,YOLOv8-S、YOLOv8-R、YOLOv8-A分别为YOLOv8单独添加Small head模块、Restormer注意力机制模块、AKconv模块后的模型;YOLOv8-SR为YOLOv8添加Small head模块与Restormer注意力机制模块后的模型;YOLOv8-SA为添加Small head模块与AKconv模块后的模型. 可以看出,模型添加Small head模块后,相较于原模型,对孔洞和麻面的平均检测精度AP@0.5分别提高5.2和3.9个百分点,表明所添加模块能够有效提高模型对小目标缺陷的检测效果;模型添加Restormer注意力机制模块后,对各缺陷的检测效果的提升相对平衡,表明添加此模块能够有效提高模型对多尺度缺陷共存状况的检测能力;添加AKConv模块后,塌陷及孔洞的AP@0.5分别提高1.8和1.4个百分点,表明该模块有助于捕捉不规则形状缺陷的特征. 最后,添加了所有模块的YOLOv8-SRA模型,综合了各模块的优势,各缺陷的平均精度(AP@0.5)以及模型整体的召回率(Recall)、精确率(Precision)以及平均均值精度(mAP@0.5)均达到最佳,表明模型不仅在小目标缺陷检测上有明显提升,其针对3D打印混凝土过程中的不规则缺陷与多尺度缺陷共存场景也能够进行较为精准的识别.
表 4 YOLOv8-SRA模型各模块消融实验结果
Tab.4
| 算法 | AP@0.5/% | mAP@0.5/% | FPS/帧 | |||||
| 孔洞 | 麻面 | 断裂 | 坍塌 | |||||
| YOLOv8 | 76.3 | 86.8 | 95.2 | 95.5 | 83.9 | 82.9 | 88.5 | 143 |
| YOLOv8-S | 81.5 | 90.7 | 95.3 | 95.7 | 86.9 | 85.3 | 90.8 | 138 |
| YOLOv8-R | 78.3 | 90.1 | 96.5 | 96.6 | 84.6 | 84.2 | 90.4 | 135 |
| YOLOv8-A | 77.7 | 87.2 | 95.0 | 97.3 | 87.3 | 84.0 | 89.3 | 131 |
| YOLOv8-SR | 82.6 | 96.3 | 96.5 | 99.2 | 91.1 | 90.2 | 93.6 | 127 |
| YOLOv8-SA | 81.1 | 92.6 | 95.2 | 97.6 | 85.8 | 87.8 | 91.6 | 129 |
| YOLOv8-SRA | 87.2 | 96.3 | 96.4 | 98.9 | 91.3 | 92.6 | 94.7 | 124 |
此外,由于在YOLOv8中添加各模块后,模型计算复杂程度增加,各模型的FPS均有一定程度的下降. 但鉴于目前常见监控摄像设备帧率为25~60 帧/s,即使是集成了各模块的YOLOv8-SRA模型,其帧率也达到了124 帧/s,仍满足当前施工现场对于实时检测任务的要求.
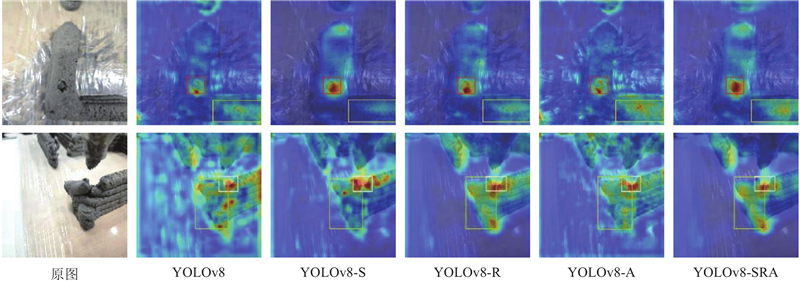
为了进一步了解各模块作用以及协同效应,本研究结合注意力热图进行可视化分析,结果如图10所示. 可以看出,原模型在面对孔洞这类小目标时缺陷区域热力值较低,同时对塌陷、麻面、断裂等大尺度且不规则缺陷的特征提取能力较弱;在添加了Small head模块后,孔洞缺陷区域的热力值有了明显提高,表明其能够有效提高对此类小目标缺陷的关注度;在添加了Restormer模块与AKConv模块后,塌陷以及麻面缺陷区域的热力值有了一定提高且更加集中,降低了周围环境的干扰;集成了各模块的YOLOv8-SRA模型则进一步综合了各模块作用,在有效捕捉多尺度缺陷关键特征的同时,其对小目标缺陷区域的检测能力也得到显著增强.
图 10
4.3. 对比实验
表 5 各模型对比实验结果
Tab.5
| 算法 | AP@0.5/% | mAP@0.5/% | FPS/帧 | |||||
| voids | pitted-surface | fracture | collapse | |||||
| Faster R-CNN[24] | 47.9 | 87.2 | 84.2 | 94.8 | 56.9 | 81.4 | 78.5 | 19 |
| YOLOv3-tiny[25] | 79.2 | 90.0 | 88.7 | 62.7 | 88.8 | 74.1 | 80.1 | 116 |
| YOLOv5n | 78.7 | 91.0 | 88.2 | 68.0 | 88.0 | 78.0 | 81.5 | 157 |
| YOLOv8 | 76.3 | 86.8 | 95.2 | 95.5 | 83.9 | 82.9 | 88.5 | 143 |
| YOLOv8-ELB[13] | 75.9 | 87.1 | 93.6 | 93.7 | 82.3 | 81.5 | 87.6 | 138 |
| YOLOv8-SRA | 87.2 | 96.3 | 96.4 | 98.9 | 91.3 | 92.6 | 94.7 | 124 |
由表5可知,YOLOv8-SRA在3D打印混凝土表观缺陷上的检测效果均优于其他模型. 相比于Faster R-CNN模型,其mAP@0.5、Precision、Recall分别提高16.2、34.4、11.2个百分点;相比于YOLOv3-tiny模型,其mAP@0.5、Precision、Recall分别提高14.6、2.5、18.5个百分点;相比于YOLOv5n模型,其mAP@0.5、Precision、Recall分别提高13.2、3.3、14.6个百分点. 相较于YOLOv8-ELB模型,其mAP@0.5、Precision、Recall分别提高7.1、9.0、11.1个百分点. 可以看出,改进后的YOLOv8-SRA相较于其他模型在各项数据上均有明显提高,在检测精度与检测速度之间保持了良好平衡. 相比于基线模型,其FPS虽有所下降,但其检测性能明显提升,在实际场景中更具应用价值. 而另一改进模型YOLOv8-ELB相较于原模型在本任务上并无明显提高效果,表明其在本任务上并不适用,同时也间接证明了本模型改进的合理性以及模型的优越性.
图11展示了3D打印混凝土表观缺陷在各算法上的可视化检测结果对比. (a)组图中同时具备孔洞与麻面2类缺陷,其中YOLOv3-tiny模型在检测时未检测出麻面,存在漏检现象;Faster R-CNN模型虽然同时检测出了2类缺陷,但对孔洞的识别效果相对较差;YOLOv5n与YOLOv8-ELB模型识别效果相对较好,但仍逊色于改进后的YOLOv8-SRA模型. (b)组图中,除了YOLOv8-ELB模型出现对塌陷的漏检以外,各模型均能识别出塌陷及断裂2类缺陷;其中,YOLOv8-SRA模型的缺陷综合识别效果仍为各模型最佳. (c)组图中,Faster R-CNN模型准确识别出了塌陷缺陷,但识别效果仍不如改进后的YOLOv8-SRA模型;YOLOv3-tiny模型则出现了误检的情况,错误地将塌陷识别为麻面;YOLOv5n模型则出现了缺陷区域识别错误的问题,未能准确识别塌陷缺陷;YOLOv8-ELB模型虽然识别到了塌陷区域,但其识别效果仍不太理想. YOLOv8-SRA模型准确识别出了塌陷缺陷,且缺陷识别效果为各模型最佳.
图 11

综上所述,各对比模型在多缺陷共存与缺陷尺度差异显著的场景下均存在一定局限性:Faster R-CNN对多数缺陷具备较好的检测能力,但对微小缺陷的识别精度不足;YOLOv3-tiny与YOLOv5n在不规则及多尺度缺陷条件下易产生漏检与误检;YOLOv8-ELB在复杂缺陷共存场景中存在漏检问题. 相比之下,改进后的YOLOv8-SRA能够全面、稳定地检测不同尺度与形态的缺陷,表现出更优的综合性能,能够较好地应对3D打印混凝土表观缺陷实时检测任务.
5. 结 语
针对3D打印混凝土易出现的孔洞、麻面、断裂、塌陷4类缺陷,本研究通过插入Small head模块、Restormer注意力机制模块与AKConv模块对YOLOv8模型进行改进,提升了模型对小目标缺陷、多尺度缺陷以及不规则缺陷的检测能力,解决了YOLOv8模型可能出现的漏检与误检问题.
通过设计模拟实验,结合多视角图像采集设备获得原始图像,并经数据增强处理构建了3D打印混凝土表观缺陷数据集. 通过消融实验,表明融合3种模块的YOLOv8-SRA算法模型性能最优;相较于原模型,mAP@0.5、Recall、Precision分别提升6.2、9.7、7.4个百分点. 与Faster R-CNN、YOLOv3-tiny、YOLOv5n、YOLOv8-ELB等模型进行对比验证,结果表明改进后的YOLOv8-SRA模型相较于其他模型在mAP@0.5、Recall、Precision这3个指标上均有明显提升,说明YOLOv8-SRA模型优于其他模型.
所提出的YOLOv8-SRA模型能够针对3D打印混凝土过程中出现的各类表观缺陷进行高精度、多类别检测,在一定程度上保障了3D打印建筑的结构安全性以及美观性,为3D打印混凝土的质量控制提供了技术支持. 但是,本研究仅对3D打印混凝土表观缺陷进行识别,数据集也集中于实验室环境且目前仅关注打印单层所在阶段的表观缺陷,对于打印过程中多层混凝土叠加耦合形成的缺陷还有待进一步研究. 未来可结合迁移学习以及合成数据增强解决实验室数据与工程数据的分布差异问题. 此外,可结合相关论文或规范定义缺陷分级指标(如裂缝宽度、孔洞大小、塌陷程度等),并结合多模态融合模型实现对不同缺陷程度的精准量化;还可以引入时序图像对打印过程进行监测,对打印过程中多层混凝土叠加耦合所形成的缺陷进行深入研究.
参考文献
基于孔结构缺陷的3D打印粗骨料混凝土力学性能试验研究
[J].
Experimental study on mechanical properties of 3D printed coarse aggregate concrete based on the pore structure defects
[J].
Review of emerging additive manufacturing technologies in 3D printing of cementitious materials in the construction industry
[J].DOI:10.3389/fbuil.2018.00085 [本文引用: 1]
3D打印混凝土工作及力学性能研究进展
[J].
Research progress on working and mechanical properties of 3D printed concrete
[J].
Measurement of tensile bond strength of 3D printed geopolymer mortar
[J].DOI:10.1016/j.measurement.2017.08.051 [本文引用: 1]
3D printing using concrete extrusion: a roadmap for research
[J].DOI:10.1016/j.cemconres.2018.05.006 [本文引用: 1]
A 3D printed ready-mixed concrete power distribution substation: materials and construction technology
[J].DOI:10.3390/ma12091540 [本文引用: 1]
Evaluation of printability and thermal properties of 3D printed concrete mixed with phase change materials
[J].DOI:10.3390/en15061978 [本文引用: 1]
基于卷积神经网络与区域生长法的建筑裂缝识别
[J].
Building crack identification based on convolutional neural network and regional growth method
[J].
Dam crack image detection model on feature enhancement and attention mechanism
[J].DOI:10.3390/w15010064 [本文引用: 1]
基于无人机及Mask R-CNN的桥梁结构裂缝智能识别
[J].
Intelligent identification of bridge structural cracks based on unmanned aerial vehicle and mask R-CNN
[J].
3D打印混凝土界面孔隙智能检测方法研究
[J].
Research on intelligent detection method of 3D printed concrete interface pore
[J].
基于改进YOLOv8的桥梁小目标裂缝检测
[J].
Bridge small target crack detection based on improved YOLOv8
[J].
交通目标YOLO检测技术的研究进展
[J].
Research progress of YOLO detection technology for traffic object
[J].
基于YOLOv8-HSV的隧道螺栓锈蚀检测及等级判定
[J].
Corrosion detection and grade determination of tunnel bolts based on YOLOv8-HSV
[J].
基于改进YOLOv8的轨道板裂缝检测算法
[J].
Crack detection in track slabs based on an improved YOLOv8 algorithm
[J].
Efficient surface crack segmentation for industrial and civil applications based on an enhanced YOLOv8 model
[J].DOI:10.1186/s40537-025-01065-1 [本文引用: 1]
Framework of 3D concrete printing potential and challenges
[J].DOI:10.3390/buildings13030827 [本文引用: 1]
AKConv模块驱动的YOLOv8轻量化目标检测模型
[J].
AKConv-driven lightweight YOLOv8 object detection model
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}