

再制造是退役产品剩余价值有效回收再利用的途径之一. 再制造性评价旨在判断机械零部件再制造的可行性,是再制造产品质量的重要保障[1]. 再制造性评价一直是再制造领域的研究热点,主要包括以产品为对象的整体评价和以零部件为对象的个体评价.在整体评价方面,Amezquita等[2]从拆卸、清洗、检测、装配等再制造工艺过程提取评价指标并进行定性与定量化评价;Bras等[3]通过实际和理论再制造时间之比进行再制造性评估;Yang等[4]采用模糊TOPSIS法从材料选择、连接方法、结构设计、表面喷涂4个角度对新产品进行再制造性评价和优化;Du等[5]从技术性、经济性、环境效益等角度对报废机床可再制造性进行集成化评价;Chakraborty等[6]以设计特征为评价指标,应用模糊层次分析法和公理化设计法进行评价. 在个体评价方面,Mazhar等[7]以废旧零部件历史服役信息为基础,应用韦伯分析和人工神经网络方法进行废旧零部件剩余寿命评估;杜彦斌等[8]从失效特征角度构建废旧零部件可再制造度评价模型,并以曲轴为例进行应用研究. 王金龙等[9]以离心压缩机叶片为对象,结合损伤临界阈值模型和超高周剩余疲劳寿命预测模型建立基于损伤的可再制造性判断模型.
1. 退役机械零部件再制造性评估模型
评价指标体系的确定是评价的关键环节,涉及多方面的因素,须分析整个系统[12]. 为了客观科学地确定评价指标,本研究分析退役机械零部件回收、再制造、出售等整个再制造系统,提取再制造性评价指标并按照技术、经济和环境三类关键效能指标(key performance index,KPI)进行梳理.
1.1. 基于再制造系统任务流的评价指标识别
退役机械零部件再制造系统分为输入、再制造以及输出三阶段.
1.1.1. 输入阶段
再制造系统输入阶段主要包括再制造毛坯回收和人员、工具以及场地等要素的准备任务. 涉及的再制造影响因素包括合理的退役产品(包含目标退役机械零部件)价格、充足的退役产品、人员薪金、当地的人才环境指标(再制造相关人才是否充裕且技术熟练)、大量常用工具成本的差异性、再制造场地费用、再制造政策推进力度等. 根据输入阶段任务流分析,获取常用工具、场地费用、退役产品价格、退役产品充足程度、政策环境、人力指标、人才环境等指标,具体如图1所示.
图 1
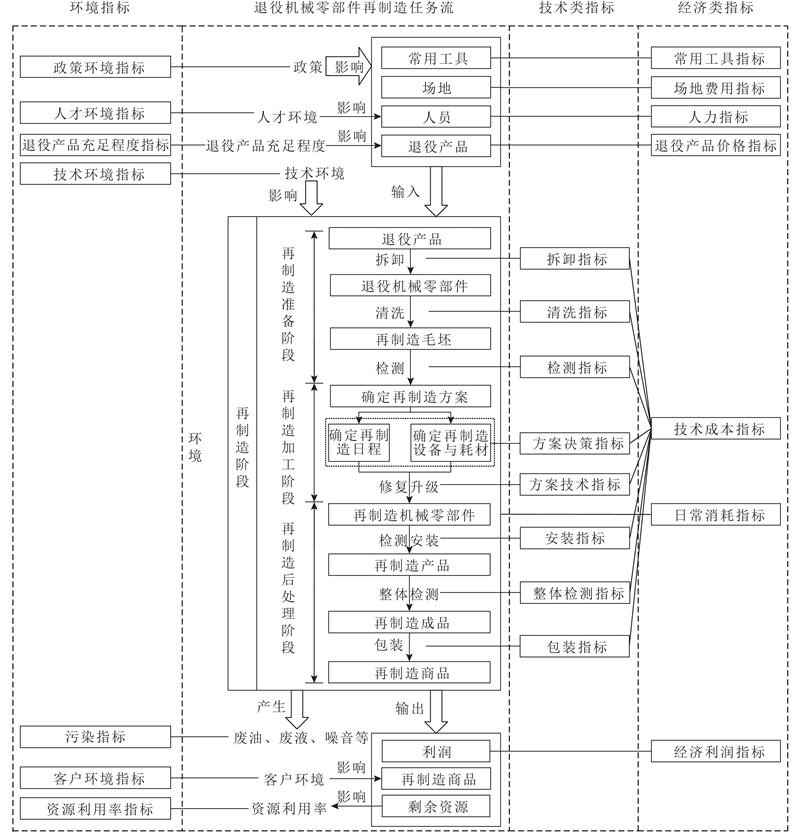
图 1 退役机械零部件再制造系统任务流分析
Fig.1 Task flow analysis of remanufacturing system for end-of-life machinery parts
1.1.2. 再制造阶段
再制造阶段包括再制造准备、加工和后处理阶段. 从退役产品拆卸再制造毛坯并对其检测为再制造准备阶段. 该阶段涉及拆卸、清洗和检测3个任务[13-14]. 其中,拆卸目前主要以物理方式进行,但不同的机械零部件的拆卸序列,拆卸难度均不相同;常用的清洗方法包括打磨、酸洗、超声波清洗以及喷丸处理等;检测包含水检、量具检测、超声检测以及磁检测等. 不同的拆卸、清洗、检测方式直接影响再制造效率与再制造产品的质量. 再制造加工阶段主要包括再制造方案、批量再制造的日程、再制造仪器和耗材等的确定. 常用的再制造方案包括物理加工、电刷镀、激光熔覆以及等离子弧熔覆等[13],不同方案的技术难度不同,为此须引入方案技术指标. 此外,决策人员的决策能力是确定再制造方案的关键,即为方案决策指标. 再制造后处理阶段包括安装、整体测试以及包装等.
再制造系统的每个步骤与再制造性都关系密切. 在整个再制造阶段还涉及水电等日常消耗、工艺环节技术成本、污染情况、当地的技术环境成熟度等. 通过分析再制造阶段任务流得出,技术环境与日常消耗是基础,各再制造步骤的难易性是关键,经济性和由废油、废液、噪音等构成的污染指标是顺利再制造的保障,具体如图1所示.
1.1.3. 输出阶段
该阶段主要涉及再制造机械零部件的出售环节,影响再制造性的因素包括售价、资源利用率、客户满意度以及是否及时付费等. 根据输出任务流分析,获得经济利润指标、资源利用率指标和客户环境指标,如图1所示.
1.2. 机械零部件再制造性评估模型
图 2

图 2 退役机械零部件再制造性评估模型
Fig.2 Remanufacturability evaluation model of end-of-life machinery parts
1.2.1. 基于模糊评价法的指标量化
针对指标数量较多,精确量化困难的问题,采用模糊评价法[15]进行指标量化. 具体步骤如下.
1)为了度量各再制造性评价指标,定义评价向量为
2)计算第j个再制造评价指标评语集相应的隶属度向量为
式中:ri为相应再制造评价指标的第i个评价结果的隶属度,ri=nri/N,N为参与评价的专家总数量,nri为选择第i个评定值的专家数量.
3)获得第j个再制造评价指标量化数值:
式中:Sj为指标的量化数值,该值越高表示退役机械零部件再制造性越好,反之亦然.
1.2.2. 基于结构熵权法的权重划分
为了避免突变值导致评价结果失真,应用结构熵权法[16]计算再制造评价指标权重,具体步骤如下.
1)邀请k位有再制造工作经验的专家或者技术人员,分别按各再制造指标的优先级对如图2所示的22个再制造性评价指标进行排序.
2)构建再制造性评价指标集:
式中:uj为第j个再制造性评价指标,本研究中n=22.
统计k位专家的意见,构建再制造性评价指标优先级矩阵:
式中:
式中:m为转化参数量,与最大优先级序号n有关,一般令m=n+2[16],则m=22+2=24. 计算k个专家对式(4)中指标uj的平均认识度:
则再制造性评价指标的盲度为
得到k个专家对再制造性评价指标uj的总体认识度:
得到k个专家对全体再制造性评价指标集U的评价向量:
3)对式(10)归一化,得到第j个指标的权重:
即得到再制造性评价指标集的权向量:
1.2.3. 权重敏感性分析
结构熵权法虽然可以通过熵函数降低权重赋值的不确定性,但权重的赋值依然受到一定的人为因素的影响,通过OAT(One-At-a-Time)法[17]对权重划分结果进行敏感性分析,进一步提高指标权重划分的准确性. 具体步骤如下.
1)确定再制造指标权重的百分比变化范围(range of percent change,RPC),即再制造指标权重原始数据的离散百分比变化范围,取±30%.
2)确定再制造指标权重的百分比变化增量(increment of percent change,IPC),即再制造指标权重每次变化的百分数,取±2%,表示权重在RPC范围内每次以2%的幅度进行增加或减少.
3)计算变换后的再制造指标权重. 选取一个须改变权重的再制造指标Cm,在RPC范围内,其改变后的权重为
式中:
式中:
4)计算权重改变后的评价值:
式中:Am为Cm指标的评价值,Aj为Cj指标的评价值. 为了能够清楚反映权重值变化后的评价值
为了便于分析整个体系的综合敏感性,计算
5)根据计算结果确定MACR与权重变化率之间的关系,若某项指标权重的MACR不小于权重变化率,则表明该指标权重敏感性较大,须再次邀请多位专家重新划分权重,直至其指标敏感性降低至合理区间;反之则证明该指标权重的敏感性较小,权重赋值较为合理.
2. 再制造性分段递阶综合评价法
图 3

再制造性综合评价的具体步骤如下.
1)根据前述方法,分别对环境类、技术类和经济类子指标进行量化和权重划分.
2)为了计算方便,所有指标统一采用高优指标编秩,即依据指标数据从小到大进行排序,指标越大,则其秩越大,再制造性越好. 针对l个评估对象、n个评估指标获得秩矩阵:
式中:sij为第i个评估对象的第j个指标的秩.
3)分别计算各评估对象的环境类、经济类和技术类指标组的加权秩和比,表达式为
式中:αj为第j个指标的权重;RSRz为第z个指标组的加权秩和比,z=1表示技术指标组,z=2表示经济指标组,z=3表示环境指标组.
4)利用结构熵权法分别对环境、技术、经济三项KPI进行权重划分,根据式(18)计算各评估对象的环境、技术、经济加权秩和比,并进行再次编秩,获得如下矩阵:
式中:tij为第i个评估对象第j个指标组的秩. 计算各评估对象的再制造性总加权秩和比:
式中:βj为第j个指标组的权重.
5)将式(16)计算的RSR按照由小到大的顺序依次排列,确定各候选目标再制造性总加权秩和比的累计频数∑f,以确定各评估对象再制造性加权秩和比的秩次范围R以及平均秩次
其中,最后一个候选目标的再制造性秩和比的累计频率由
6)以P为自变量,RSR为因变量,应用SPSS软件进行直线拟合,获得以RSRfit为函数拟合值的回归方程
7)根据式(22)计算所得结果RSRfit,将评估对象按照是否适合机械零部件再制造划分为再制造性优秀、再制造性良好、再制造性合格、不可再制造4个等级. 根据常用分档情况所对应的概率单位的临界值,分别令P=3.5、5.0、6.5[18]计算函数拟合值RSRfit,针对评估对象进行分档排序.
3. 案例研究
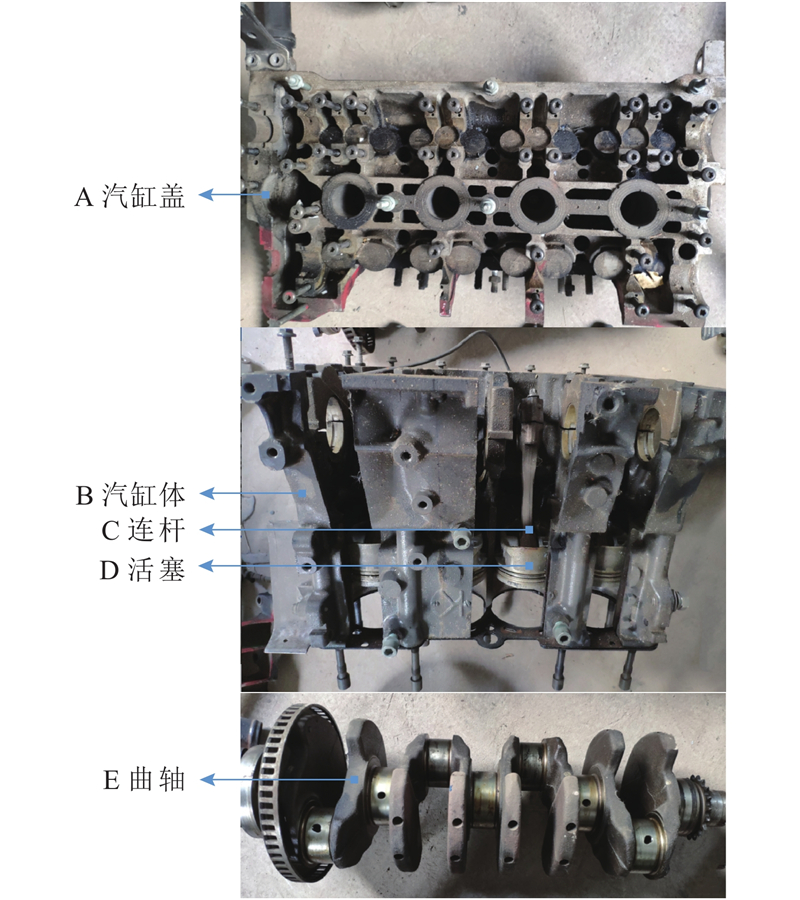
以退役的帕萨特B5发动机的主要零部件汽缸盖、汽缸体、连杆、活塞和曲轴为例进行研究,如图4所示.
图 4
3.1. 再制造评价
邀请25位专家,按照式(4)~(12),依次为技术类、经济类、环境类指标组子指标划分权重. 其中,技术类指标组权向量Wt=[0.131,0.127,0.129,0.111,0.140,0.129,0.120,0.113];经济类指标组权向量We=[0.103,0.144,0.121,0.117,0.142,0.163,0.210];环境类指标组权向量Wc=[0.185,0.152,0.132,0.146,0.128,0.144,0.113]. 再对技术、经济、环境3项指标组划分权重,得权向量W=[0.398,0.399,0.203]. 由专家对A、B、C、D、E这5个主要零部件进行模糊评价,确定各指标的优先顺序,计算其加权秩和比. 技术指标组、经济指标组和环境指标组结果分别如表1、2、3所示. 表中,t1~t8分别为拆解、清洗、检测、方案决策、方案技术、安装、整机检测和包装指标;e1~e7分别为常用工具、退役机械零部件价格、人力、场地费用、日常消耗、再制造成本和售价指标;c1~c7分别为退役机械零部件充足程度、人才环境、政策环境、污染、技术环境、资源利用率和客户环境指标. 将表1~3的结果按照技术、经济、环境三大KPI进行重新编秩,分别计算机械零部件A、B、C、D、E的总加权秩和比,计算结果如表4所示.
表 1 机械零部件技术指标组编秩结果和加权秩和比
Tab.1
| 评估对象 | sij | RSR1 | |||||||
| t1 | t2 | t3 | t4 | t5 | t6 | t7 | t8 | ||
| A | 5 | 1 | 2 | 1 | 1 | 5 | 2 | 2 | 2.402 |
| B | 4 | 2 | 1 | 3 | 3 | 4 | 1 | 1 | 2.409 |
| C | 2 | 4 | 5 | 4 | 5 | 2 | 4 | 5 | 3.862 |
| D | 1 | 5 | 4 | 2 | 2 | 1 | 5 | 4 | 2.965 |
| E | 3 | 3 | 3 | 5 | 4 | 3 | 3 | 3 | 3.362 |
表 2 机械零部件经济指标组编秩结果和加权秩和比
Tab.2
| 评估对象 | sij | RSR2 | ||||||
| e1 | e2 | e3 | e4 | e5 | e6 | e7 | ||
| A | 4 | 3 | 1 | 2 | 1 | 1 | 3 | 2.107 |
| B | 3 | 2 | 3 | 1 | 2 | 2 | 5 | 2.764 |
| C | 2 | 5 | 4 | 5 | 5 | 5 | 1 | 3.730 |
| D | 1 | 4 | 2 | 3 | 3 | 3 | 2 | 2.607 |
| E | 5 | 1 | 5 | 4 | 4 | 3 | 4 | 3.620 |
表 3 机械零部件环境指标组编秩结果和加权秩和比
Tab.3
| 评估对象 | sij | RSR3 | ||||||
| c1 | c2 | c3 | c4 | c5 | c6 | c7 | ||
| A | 4 | 1 | 4 | 1 | 1 | 4 | 3 | 2.609 |
| B | 5 | 3 | 5 | 4 | 3 | 5 | 5 | 4.294 |
| C | 1 | 5 | 1 | 5 | 5 | 1 | 1 | 2.704 |
| D | 2 | 4 | 2 | 2 | 2 | 2 | 2 | 2.304 |
| E | 3 | 2 | 3 | 3 | 4 | 3 | 4 | 3.089 |
表 4 帕萨特B5主要零部件总指标组编秩结果和加权秩和比
Tab.4
| 评估对象 | tij | RSR | ||
| 技术 | 经济 | 环境 | ||
| A | 1 | 1 | 2 | 1.203 |
| B | 2 | 3 | 5 | 3.008 |
| C | 5 | 5 | 3 | 4.594 |
| D | 3 | 2 | 1 | 2.195 |
| E | 4 | 4 | 4 | 4.000 |
3.2. 再制造评价指标权重敏感性分析
按照1.2.3节所应用的敏感性分析方法对再制造评价指标权重进行敏感性分析. 其中,技术子指标8个、经济子指标7个,环境子指标7个,总指标3个,选择变化百分比,分别产生240、210、210、90组权重,针对A~E这5个评估对象,根据式(13)~(17)分别计算出各自的MACR,计算结果如图5所示. 图中,Wr为权重变化率. 可以看出,上述各指标组的绝对平均变化率以权重变化率为0对称分布,且随变化率呈现一定的线性增长,当权重变化幅度为30%时,比较此时的MACR与权重变化值,30%−MACR越大,评价结果越稳定,权重分配越合理[17]. 经济主指标的MACR最大,为3.80%,远低于权重变化率,因此评价结果稳定,确定的权重是合理的.
图 5

图 5 指标权重绝对平均变化率结果
Fig.5 Results of absolute average change rate of index weight
3.3. 再制造评价结果分析
将表4中各机械零部件按照RSR从小到大排列,按照步骤5计算累计频数∑f、秩次范围R、累次频率pi以及平均秩次
表 5 机械零部件概率单位计算结果及秩和比分布
Tab.5
| 评估对象 | RSR | f | ∑f | R | | pi | P |
| A | 1.203 | 1 | 1 | 1 | 1 | 0.20 | 4.16 |
| D | 2.195 | 1 | 2 | 2 | 2 | 0.40 | 4.75 |
| B | 3.008 | 1 | 3 | 3 | 3 | 0.60 | 5.25 |
| E | 4.000 | 1 | 4 | 4 | 4 | 0.80 | 5.84 |
| C | 4.594 | 1 | 5 | 5 | 5 | 0.95 | 6.64 |
表 6 机械零部件再制造可行性等级划分
Tab.6
| 等级 | P | RSRfit范围 | RSRfit | 分档 |
| 再制造性优秀 | ≥6.5 | ≥4.642 | 4.838 | C |
| 再制造性良好 | [5.0,6.5) | [2.540,4.642) | 3.717 2.890 | E B |
| 再制造性合格 | [3.5,5.0) | [0.439,2.540) | 2.190 1.363 | D A |
| 不可再制造 | <3.5 | <0.439 | − | − |
通过市场调研以及查阅相关文献[19]可知,目前发动机再制造零件主要以曲轴、连杆、汽缸体和汽缸盖等典型零件为主. 1)连杆组中的连杆部件结构简单,清洗、检测、修复等技术难度较小,修复连杆产生的废料较少,且回收退役连杆的价格较低,客户购买度较高,所以发动机中的连杆部件拥有优秀的再制造性. 2)活塞部件虽然回收成本较低,但结构较连杆较复杂,再制造技术难度较大,再制造成本较高,因此,活塞具有较差的再制造性. 3)曲轴部件是发动机重要零部件,长期承受周期性载荷和扭矩的复合作用,易于失效,导致退役曲轴较充足,目前曲轴再制造具有较好的经济性、环境性以及技术可行性[20]. 4)机体组的汽缸体与汽缸盖均为发动机中结构复杂的零部件,修复技术有一定的难度,且在两者再制造过程中均会产生较多的废油、废料. 从经济角度出发,购买两者的再制造产品相较于购买新产品拥有更高的经济收益,所以汽缸体与气缸盖具有一定的再制造性. 此外,汽缸体的技术环境和经济效益略优于气缸盖,所以汽缸体的再制造性比汽缸盖略好.
综上所述,目前发动机零部件的再制造性优劣顺序为连杆>曲轴>汽缸体>汽缸盖>活塞,与评价结果基本一致. 咨询多家零件回收处了解到,在本次实例所采用的型号中,退役活塞的储存量比退役汽缸盖大,收购成本更低,所以在本次实例的型号中,活塞的再制造性略高于汽缸盖. 将上述实际分析结果与评价结果进行比较,最终验证了此方法的有效性.
4. 结 论
(1)在现有再制造评价指标体系框架基础上,从退役机械零部件再制造系统出发,建立较为科学全面的退役机械零部件再制造评价指标体系,克服以往评价指标确定上的主观性和片面性. 同时,为了减少评价指标量化难度,采用专家模糊评价法和结构熵权法进行指标的量化和指标权重的确定,并应用OAT法对权重赋值进行敏感性评估.
(2)为了克服指标体系的复杂性以及指标间耦合性问题,采用分段加权秩和比法对机械零部件再制造性进行综合评价,将多个指标进行分组,逐层递阶分档排序确定退役机械零部件再制造性等级.
(3)发动机的案例研究表明,该方法简单且具有较好的操作性,评价结果直观,较适合工程实践中机械零部件再制造性的快速判别.
参考文献
Emergy based sustainability evaluation of remanufacturing machining systems
[J].
A decision support tool for product design for remanufacturing
[J].DOI:10.1016/j.procir.2016.01.085 [本文引用: 1]
An integrated method for evaluating the remanufacturability of used machine tool
[J].DOI:10.1016/j.jclepro.2011.08.016 [本文引用: 1]
Analysis of product design characteristics for remanufacturing using fuzzy AHP and axiomatic design
[J].DOI:10.1080/09544828.2017.1316014 [本文引用: 1]
Reuse potential of used parts in consumer products: assessment with Weibull analysis
[J].
基于失效特征的机械零部件可再制造度评价方法
[J].
Remanufacturability evaluation method of mechanical parts based on failure features
[J].
再制造毛坯疲劳损伤临界阈值及可再制造性判断研究
[J].DOI:10.3901/JME.2017.05.041 [本文引用: 1]
Study of fatigue defect critical threshold of remanufacturing cores and judgment of remanufacturability based on fatigue defect
[J].DOI:10.3901/JME.2017.05.041 [本文引用: 1]
基于系统工程视角的工程制图教学改革与实践
[J].
The teaching reform and practice of engineering drawing based on the system engineering
[J].
维修系统评价指标体系及确定方法
[J].DOI:10.3969/j.issn.1001-506X.2014.06.12 [本文引用: 1]
Evaluation index framework of maintenance system and its selection method
[J].DOI:10.3969/j.issn.1001-506X.2014.06.12 [本文引用: 1]
再制造综合评价指标体系的设计研究
[J].DOI:10.3969/j.issn.1674-5354.2010.02.017 [本文引用: 2]
A design for integrated assessment indexing system of remanufacturing
[J].DOI:10.3969/j.issn.1674-5354.2010.02.017 [本文引用: 2]
废旧产品再制造性评估指标
[J].DOI:10.3969/j.issn.1007-9289.2011.05.019 [本文引用: 1]
Assessment indexes of used products remanufacturability
[J].DOI:10.3969/j.issn.1007-9289.2011.05.019 [本文引用: 1]
煤矿区煤层气与煤炭协调开发模式与评价方法
[J].
Coordinated development mode and evaluation method of coalbed methane and coal in coal mine area in China
[J].
评测指标权重确定的结构熵权法
[J].DOI:10.12011/1000-6788(2010)7-1225 [本文引用: 2]
Structure entropy weight method to confirm the weight of evaluating index
[J].DOI:10.12011/1000-6788(2010)7-1225 [本文引用: 2]
珠三角丘陵区耕地质量综合评价及指标权重敏感性分析
[J].DOI:10.11975/j.issn.1002-6819.2017.08.031 [本文引用: 2]
Comprehensive evaluation of cultivated land quality and sensitivity analysis of index weight in hilly region of Pearl River Delta
[J].DOI:10.11975/j.issn.1002-6819.2017.08.031 [本文引用: 2]
基于加权秩和比法的电能质量综合评估
[J].
Comprehensive power quality evaluation based on weighted rank sum ration method
[J].
中国特色的再制造零件质量保证技术体系现状及展望
[J].DOI:10.3901/JME.2013.20.084 [本文引用: 1]
States and prospects of China characterised quality guarantee technology system for remanufactured parts
[J].DOI:10.3901/JME.2013.20.084 [本文引用: 1]
曲轴维修与再制造现状与展望
[J].DOI:10.11896/j.issn.1005-023X.2018.01.018 [本文引用: 1]
State-of-arts and perspectives of crankshaft repair and remanufacture
[J].DOI:10.11896/j.issn.1005-023X.2018.01.018 [本文引用: 1]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}