


动力总成零部件是汽车的重要组件,其作用是产生动力并将动力传递到汽车的运动部件,对加工与装配的稳定性和精度有极高的要求。然而,在实际的加工过程中,因受力诱导误差、几何误差、热诱导误差等的影响,加工精度会大大降低。在上述误差的影响下,发动机缸体止推面的垂直度频繁产生超差问题。
综上,已有的工艺优化方法、加工补偿方法和紧固力矩优化方法均无法有效解决发动机缸体止推面垂直度超差问题。为此,本文提出了一种基于反变形的垂直度补偿控制方法。首先,通过有限元方法分析螺栓紧固力矩导致的发动机缸体止推面变形规律;然后,根据有限元分析得到的变形结果,制定4种反变形补偿策略;最后,通过加工装配实验来验证所提出的补偿策略的有效性与可行性。本研究旨在为发动机缸体止推面垂直度超差问题提供一种切实可行的解决方案。
1 缸体止推面变形有限元分析
通过建立发动机缸体与轴承盖紧固后的有限元模型,来探究紧固力矩所导致的止推面变形规律,并与实验所得的变形数据进行对比,以验证有限元模型的准确性,从而为后续的反变形补偿策略提供理论依据。
1.1 缸体止推面加工与装配工艺简介
本文所研究的发动机缸体为五挡缸体,包含5个曲轴孔和4个气缸。止推面是发动机缸体的重要组成部分。在五挡缸体中,止推面位于第3挡曲轴孔的两侧,其主要作用是安装止推片和限制曲轴的轴向移动。缸体止推面的加工质量对止推片的安装与发动机的稳定运行有重要影响。因此,缸体止推面的加工与装配精度控制十分重要。缸体止推面的加工一般分为粗铣和精铣两道工序。粗铣止推面是通过粗加工铣削表面,将加工质量稳定在一定区间内,以保证下一步精铣的顺利进行;精铣止推面是通过精加工去除表面瑕疵,以进一步提高加工质量。在完成止推面铣削加工后,进行轴承盖装配工序。在装配过程中,因受到螺栓紧固力矩的影响,止推面产生变形,从而导致垂直度超差问题。
1.2 缸体-轴承盖装配体有限元模型建立
图1
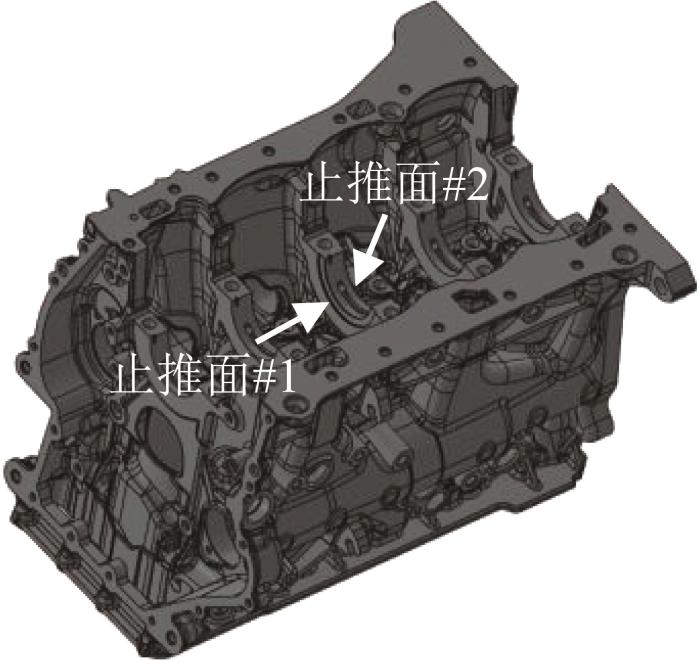
图2
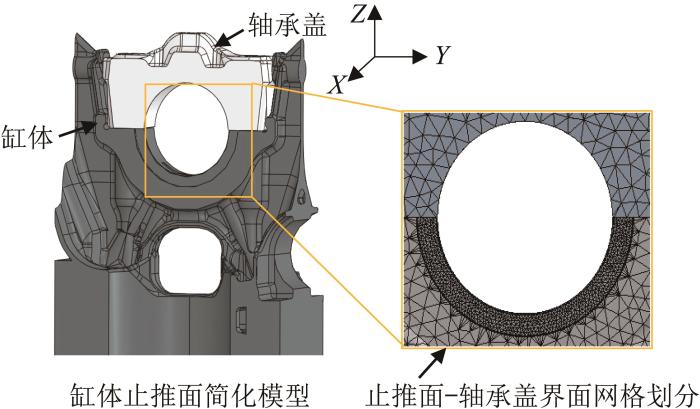
图2
简化后的发动机缸体-轴承盖装配体模型
Fig.2
Simplified model of engine cylinder block-bearing cover assembly
考虑到缸体结构复杂,采用补丁适形法划分网格。其中,缸体止推面及周边区域的网格尺寸设为1 mm;缸体底部区域的变形量较小,且距离止推面较远,网格尺寸设为5 mm,以提升计算效率;设特征清除尺寸为0.1 mm,以减小微小结构对网格划分的影响。缸体止推面的网格划分如图2所示。
表1 缸体止推面变形有限元分析的边界条件设置
Table 1
| 参数 | 数值 |
|---|---|
| 静摩擦系数 | 0.17 |
| 紧固力矩/(N·m) | 90 |
| 紧固力系数 | 0.15 |
| 紧固力/N | 60 000 |
1.3 缸体止推面变形有限元分析与验证
通过对发动机缸体-轴承盖装配体简化模型进行静态结构仿真,得到缸体及其止推面的变形情况。观察仿真结果,可以发现缸体底部和缸体边缘区域的变形相对于止推面变形十分微小,说明安装轴承盖对这些区域的影响微乎其微,这也证明了前文对模型的简化是合理的。观察图3所示的止推面在X方向上的整体变形情况,可以发现止推面变形整体对称,呈现两边大、中间小的变形规律。
图3
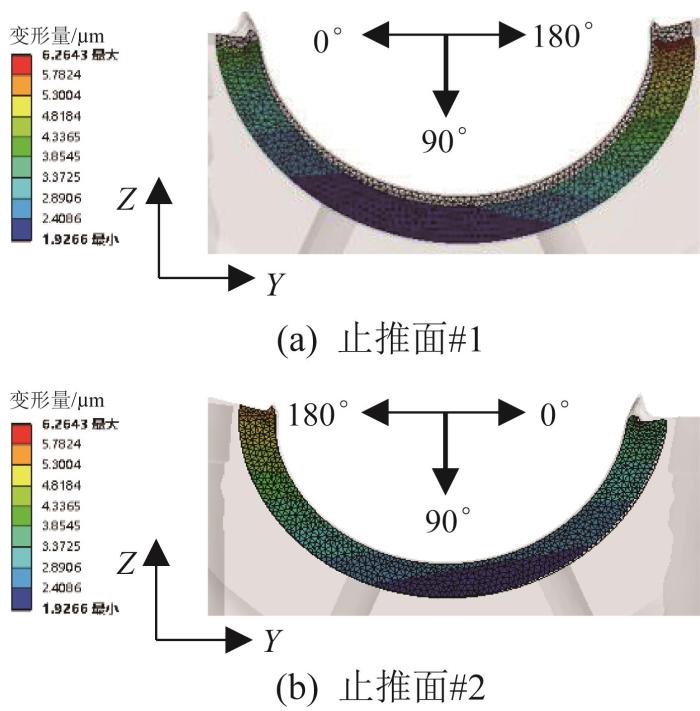
图3
止推面在 X 方向上的整体变形情况
Fig.3
Overall deformation of thrust surface in the X direction
为进一步得到止推面上不同位置的变形量,如图3所示,规定止推面#1最左侧与止推面#2最右侧的角度为0°,止推面#1最右侧与止推面#2最左侧的角度为180°,并在止推面上选取3个半径不同的同心半圆,同心半圆的圆心与止推面的理想圆心重合。在各同心半圆上每间隔10°添加一个探针,各探针与圆心的距离分别为30.00、31.85、33.00 mm,分别定义为半径#1、半径#2和半径#3。使用各探针的变形量表征止推面上不同位置的变形量。同时,采用几何过盈法对相关接触面进行分析。在轴承盖与缸体的接触面上添加0.1 mm的过盈量,模拟过盈配合对止推面变形的影响。随后,开展缸体-轴承盖装配实验。在装配过程中,对螺栓施加90 N·m的紧固力矩,以完成缸体与轴承盖的装配。完成轴承盖装配后,使用三坐标测量仪测量缸体止推面的变形情况,并与仿真得到的变形量数据进行对比,以验证有限元模型的准确性。选用UPMC ULTRA三坐标测量仪进行测量,其测量分辨率为0.3 μm。在测量过程中,选择缸体底面和缸体底面的定位销孔作为测量基准。首先,使用三坐标测量仪对定位销孔进行打点测量以确定测量原点;然后,对整个底面进行打点测量以确定直角坐标系;最后,对目标止推面进行打点测量,通过分析止推面上各测点与测量原点的相对位置关系来评估止推面的变形情况。止推面X方向变形量的仿真值与实测值对比如图4所示。
图4
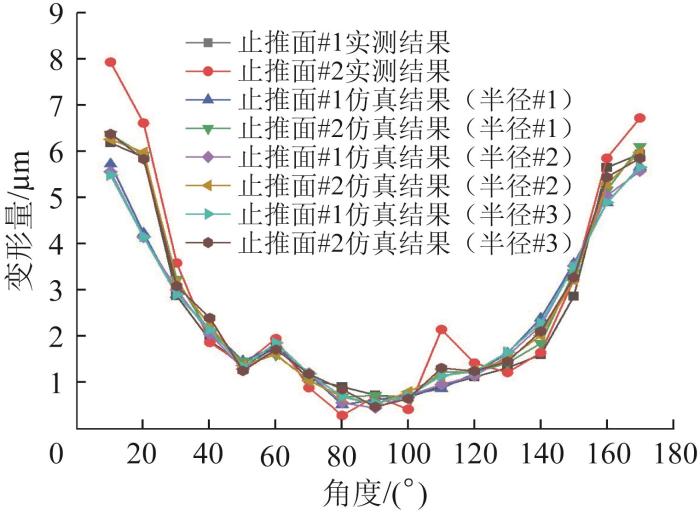
图4
止推面 X 方向变形量的仿真值与实测值对比
Fig.4
Comparison of simulated values and measured values of X-direction deformation of thrust surface
分析图4可知,通过有限元分析得到的止推面变形量与实测结果的整体变化趋势一致。以2次实验测得的止推面变形量的平均值为参考,仿真变形量的平均相对误差为7.74%,标准差为0.39 μm。在止推面的两端(即10°~20°段与160°~170°段),仿真变形量与实测变形量的相对误差为13.16%,相对于止推面中段部分偏差较大,但处于可接受的范围内。这可能是因为缸体和轴承盖的结构相对复杂,存在多个接触面,有限元分析无法准确模拟过盈配合接触面(见图5),而过盈配合对止推面两端变形的影响较大,致使止推面两端的仿真变形量与实测变形量的相对偏差较大。在止推面中段部分(30°~150°段),仿真变形量与实测变形量非常接近,最大偏差仅为0.9 μm,整体满足有限元分析有效性的要求。由此可见,有限元模型的仿真结果与实测结果具有良好的统一性,验证了有限元模型的准确性和可靠性。
图5
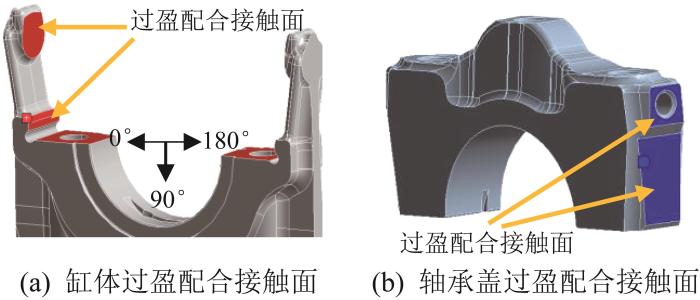
图5
缸体-轴承盖过盈配合接触面
Fig.5
Interference fit contact surface between cylinder block and bearing cover
2 缸体止推面反变形补偿加工方法
在发动机的实际生产中,要求缸体止推面的最大变形量不超过5 μm,而目前止推面的变形量不满足该要求。因此,使用补偿策略对缸体止推面的加工工艺进行优化,以减小止推面的变形量。在实际生产中,由于对螺栓的紧固力矩有较为严格的安全规定,难以通过改变紧固力矩来有效改善缸体止推面垂直度超差问题。基于此,本文在加工过程中引入反变形补偿策略,通过加工过程中的过切工序来抵消螺栓紧固力矩导致的变形。首先,通过有限元模型对反变形补偿策略进行仿真分析;然后,根据有限元分析结果开展缸体加工装配实验,以验证反变形补偿策略的有效性。
2.1 止推面反变形补偿有限元分析
2.1.1 反变形补偿策略设计
根据上文的有限元分析和实验验证结果,设计了4种反变形补偿策略,分别为Z向反变形补偿、Y向反变形补偿、两向联合反变形补偿和Z向平行反变形补偿,如图6所示。通过有限元分析对这4种补偿方案进行比较,选择最佳方案并开展实际加工验证。
图6
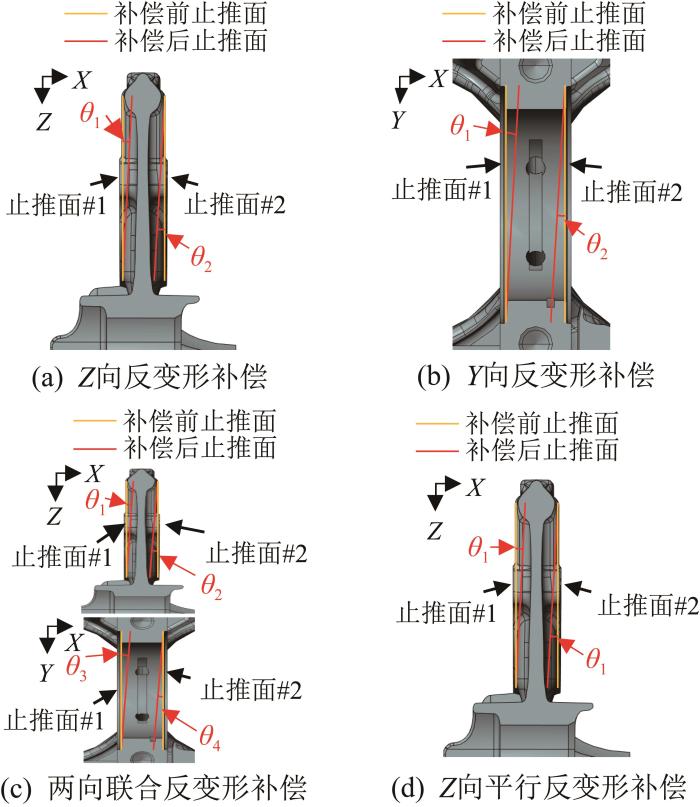
图6
止推面反变形补偿策略示意
Fig.6
Schematic diagram of thrust surface anti-deformation compensation strategies
对于Z向反变形补偿策略,通过理论计算可得,在加工止推面#1和止推面#2时铣刀需要倾斜的角度分别为0.005 73°和0.006 88°,约为20.6″和24.8″,铣刀倾斜方向与变形方向相反。
对于Y向反变形补偿策略,通过理论计算可得,在加工止推面#1和止推面#2时铣刀需要倾斜的角度分别为0.001 26°和0.001 43°,约为4.5″和5.1″,铣刀倾斜方向与变形方向相反。
将上述2种补偿策略综合,建立两向联合反变形补偿策略。在Z、Y向反变形补偿策略的叠加作用下,设置止推面上各点的反变形量为两向反变形补偿有限元分析中的较大值。
然而,使用不同倾斜角度的铣刀加工2个止推面会增加工序,导致加工环节繁琐。因此,提出了Z向平行反变形补偿策略,要求两侧铣刀的倾斜角度相同。考虑到止推面#1和止推面#2的反变形补偿策略中铣刀倾斜角度的偏差较小,对2个止推面的铣刀添加相同角度的偏移量,即令两侧铣刀的倾斜角度均为0.006 00°,约为21.6″。
2.1.2 反变形补偿结果对比
图7
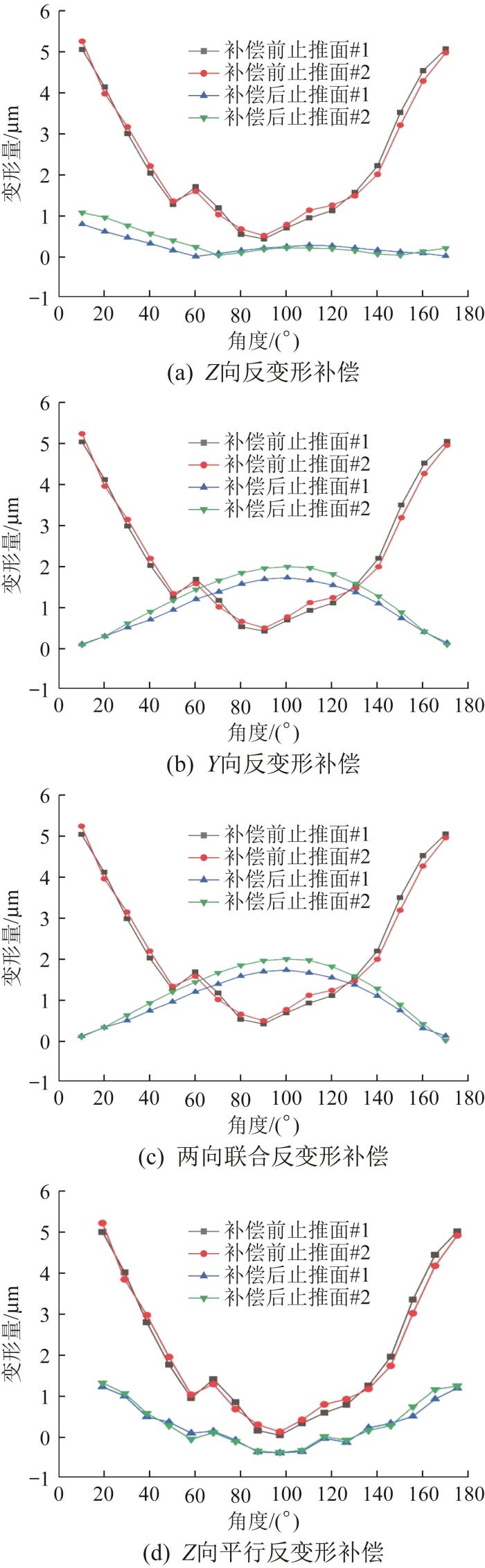
图7
基于不同补偿策略的止推面 X 方向变形量对比
Fig.7
Comparison of X-direction deformation of thrust surface based on different compensation strategies
由图7可知,采用Z向反变形补偿策略时,补偿后缸体止推面的垂直度相比于补偿前有极大的提升,补偿效果非常好。采用Y向反变形补偿策略时,补偿后止推面上70°~120°区域的变形比补偿前严重,这表明Y向反变形补偿策略仅能局部改善止推面的变形问题。采用两向联合反变形补偿策略时,止推面整体的变形趋势与采用Y向反变形补偿策略相同,同样无法完全解决止推面变形问题。相比之下,单独进行Z向反变形补偿的效果最佳。这是因为两向联合反变形补偿虽考虑了止推面两侧的变形差异,但未综合考量整体变形与边界变形,导致最终的补偿效果弱于Z向反变形补偿。同样,Z向平行反变形补偿的效果也优于Y向反变形补偿和两向联合反变形补偿,可有效解决止推面垂直度超差问题。
综上,4种反变形补偿策略对缸体止推面变形的改善结果如表2所示。
表2 止推面反变形补偿有限元分析结果
Table 2
| 补偿策略 | 铣刀倾斜角度/(°) | 变形量/μm | 改善率/% | 补偿效果 | |||
|---|---|---|---|---|---|---|---|
| 止推面#1 | 止推面#2 | 止推面#1 | 止推面#2 | 止推面#1 | 止推面#2 | ||
| Z向反变形补偿 | 0.005 73 | 0.006 88 | 0.788 9 | 1.068 4 | 89.4 | 85.9 | 好 |
| Y向反变形补偿 | 0.001 26 | 0.001 43 | 1.738 0 | 2.006 0 | 55.6 | 48.0 | 差 |
| 两向联合反变形补偿 | — | — | 1.740 0 | 2.012 0 | 55.4 | 47.7 | 差 |
| Z向平行反变形补偿 | 0.006 00 | 0.006 00 | 1.530 0 | 1.620 0 | 70.6 | 69.3 | 好 |
2.2 止推面反变形补偿的加工验证
为了使反变形补偿后缸体止推面的变形量满足要求,同时考虑到加工难度与生产成本,在实际加工中采用Z向平行反变形补偿策略。在实际的止推
面铣削过程中,三轴机床难以直接倾斜铣刀,故选择倾斜缸体。如图8所示,在铣削过程中采用偏心销代替传统“一面两销”定位法中的圆柱定位销,将铣刀倾斜角度转化为偏心销的偏心量,以实现缸体的倾斜,进而满足反变形补偿的要求。假设偏心销的偏心量为d,偏心销到缸体一端的距离为L。根据Z向平行反变形补偿策略中铣刀的倾斜角度为0.006 00°,可得:
图8
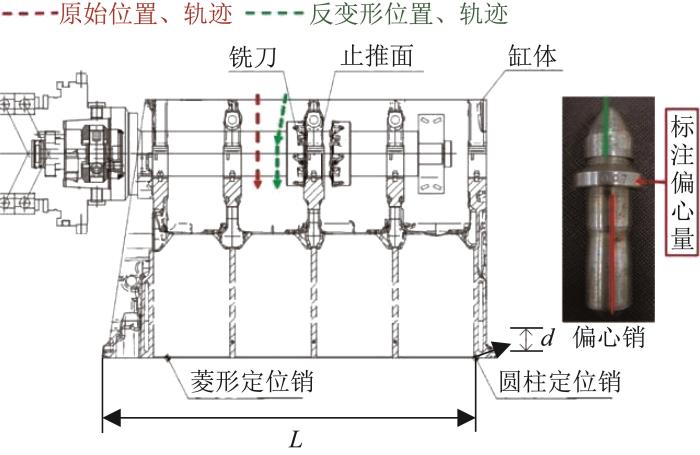
经测量偏心销到缸体一端的距离约为700 mm,利用
图9
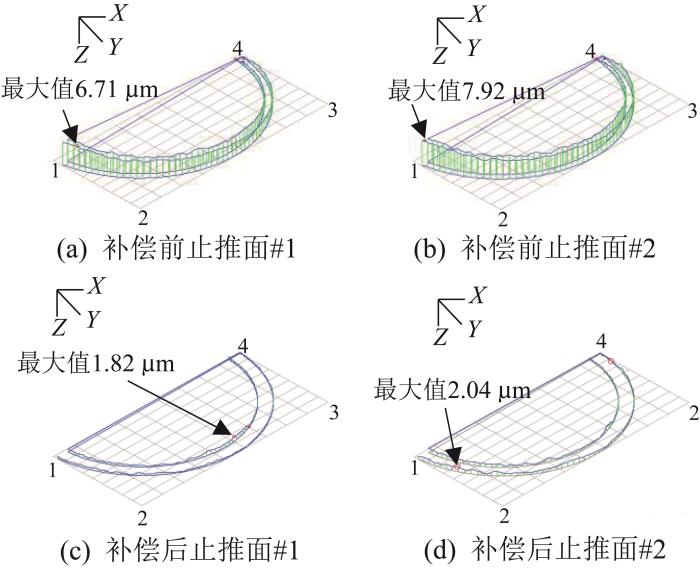
图9
止推面补偿加工前后的实际变形量对比
Fig.9
Comparison of actual deformation of thrust surface before and after compensation machining
对比图9所示的止推面补偿加工前后的实际变形量,观察到止推面#1的最大变形量由6.71 μm降至1.82 μm,减小了4.89 μm,其整体变形量平均减小了78.36%;止推面#2的最大变形量由7.92 μm降至2.04 μm,减小了5.88 μm,其整体变形量平均减小了83.47%。由此可知,反变形补偿加工后止推面的垂直度误差显著减小。实际生产要求缸体止推面的最大变形量不超过5 μm,补偿加工后止推面的变形量满足该标准,验证了本文所提出的反变形补偿策略在实际加工中的有效性。目前,本文所提出的反变形补偿加工方法已应用于德国大众汽车集团的EA888动力总成产线,发动机缸体止推面的不合格率从0.24%降至0.07%,生产合格率显著提升。
3 结 论
针对发动机缸体止推面垂直度超差问题,本文提出了一种反变形补偿控制方法。首先通过有限元方法分析了螺栓紧固力矩导致的缸体止推面变形情况,随后利用反变形补偿策略提升了缸体止推面垂直度精度。主要结论如下:
1)缸体止推面的变形主要受螺栓紧固力矩的影响。本文所建立的缸体-轴承盖装配体有限元模型的仿真变形结果与实测变形结果基本一致,两者的平均相对误差仅为7.74%。
2)基于缸体止推面变形量仿真结果,提出了4种反变形补偿策略,并开展了对应的有限元分析。其中,Z向平行反变形补偿策略可实现止推面变形量改善率达到69%以上的补偿效果,最适用于止推面垂直度误差的补偿控制。
3)对于缸体止推面垂直度超差问题,在实际补偿加工后,止推面#1与止推面#2的平均变形量相比于补偿前分别减小了78.36%和83.47%,满足止推面的加工要求,验证了该补偿加工方法的有效性。

本文链接:https://www.zjujournals.com/gcsjxb/CN/10.3785/j.issn.1006-754X.2026.05.165
参考文献
缸体止推面加工工艺及尺寸控制的优化
[J].
Optimization of cylinder block thrust face machining process and process control
[J].
浅谈曲轴圆角滚压对止推面加工余量的影响
[J].
The influence of the fillet rolling to machining allowance for finish turning of crankshaft thrust face
[J].
曲轴止推面的精车滚压
[J].
The precision turning and rolling of crankshaft thrust surface
[J].
Rapid assessment of the verticality of structural objects with a circular base
[C]//
结构光检测大型止推环止推面平面度探究
[J].
A preliminary based on structured-light for flatness measurement of large annular planes
[J].
Analysis of the influence of the cylinder body on the position of the base face system
[C]//
Investigation on cylinder bore deformation under static condition based on Fourier decomposition
[J].
Digital twin for volumetric thermal error compensation of large machine tools
[J].
Time-varying error prediction and compensation for movement axis of CNC machine tool based on digital twin
[J].
Finite element based dimension deformation predication and anti-deformation compensation model for composite part
[C]//
Iterative reverse deformation optimization design of castings based on numerical simulation of solidification thermal stress
[J].
航空发动机薄壁叶片加工变形误差补偿技术研究
[J].
Research on the compensation of deformation error in NC machining of thin-walled blades
[J].
Predictive model for bearing torque in bolt fastening
[J].
基于BP模糊神经PID控制算法的螺栓紧固控制系统研究
[J].
Bolt fastening control system based on BP fuzzy neural PID control algorithm
[J].
The influence of the mounting surface error on the deformation of the guideway
[J].
换流阀用饱和电抗器紧固件松动仿真研究
[J].
Simulation research on fasteners loosening of converter valve saturable reactor
[J].
接触网用精准力矩控制防松技术创优研究
[J].
Application research on anti-loosening of OCS structure and equipment in rail transit
[J].
An analytical model for rotation stiffness and deformation of an antiloosening nut under locking force
[J].
Novel anti-loosening nut designed to have large and stable loosening resistance torque
[J].
复材结构中螺栓拧紧过程影响因素分析
[J].
Analysis on influence factors of bolt tightening process in composite structures
[J].
A detailed finite element investigation of composite bolted joints with countersunk fasteners
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}