


混凝土3D打印技术基于增材制造原理,可实现数字化、无模板施工,其已在桥梁和低层建筑等示范性工程中展现出快速成型与按需建造的优势[1]。目前,混凝土3D打印在工艺参数设置的规范化与最优化方面仍面临较大挑战[2-3]。其中,打印速度(打印头的移动速度)、挤出速度(混凝土浆料从喷嘴挤出的线速度)、层高(每一打印层的厚度)和线间距离(相邻2条打印条带中心之间的距离)等打印工艺参数对打印条带形态和成形精度有巨大影响[4]。由于各打印工艺参数高度关联且具有非线性特征,任意微小的调整均会改变沉积线状态(打印层内相邻打印条带之间的连接状态),继而降低局部精度并危及整个打印结构的稳定性。为获得可重复的高质量打印效果,亟须探索系统化的打印工艺参数优化方法,以减小打印工艺参数波动造成的负面影响[5]。
在混凝土3D打印领域,现有研究主要集中在材料侧,包括可打印混凝土的配合比设计[6]、可挤压性评价与改进[7]以及可建造性和硬化性能表征[8-10]等,有效推动了该技术的发展。相比之下,针对打印工艺参数在多参数耦合条件下对沉积线状态与成形质量的影响规律及其系统化优化的研究仍显不足,学者们大多是利用图像识别方法或基于经验/规则的单因素试验来分析单一打印工艺参数变化对沉积线状态、层宽/层高稳定性及打印质量的影响。Zhang等[11]基于改进的轻量级Inception-ResNet实现了对打印条带宽度的实时控制;Tay等[12]通过调整挤出速度来控制打印条带实际尺寸与预期尺寸之间的比值,并进一步探索了打印工艺参数与打印精度之间的关系;Comminal等[13]指出,喷嘴-构件间距过小会导致混凝土浆料侧流,进而影响沉积线状态和打印精度。研究表明,打印精度由多个打印工艺参数耦合决定,若要提升打印质量,则需揭示打印工艺参数与沉积线状态的关系。然而,打印工艺参数之间的交互效应突出且难以用传统模型来表征,目前仍缺乏针对混凝土3D打印沉积线状态优化的研究。
现阶段,人工神经网络(artificial neural network, ANN)、随机森林(random forest, RF)、决策树(decision tree, DT)及贝叶斯神经网络(Bayesian neural network, BNN)等[14-18]机器学习模型已被广泛应用于混凝土3D打印领域的建模、预测与参数优化等。Alyami等[19]和Uddin等[20]针对3D打印纤维增强混凝土(3D printed fiber-reinforced concrete, 3DP-FRC)的抗压强度预测展开了研究,共收集了299个数据样本来训练和验证相关的机器学习模型,并评估了不同模型的预测性能,有效地提高了3DP-FRC的设计和优化效率。Bayar等[21]提出了一种基于Voronoi图的机器学习模型,通过构建混凝土裂缝几何形态的特征描述并结合机器学习算法,实现了对裂缝扩展方向和形态的高精度预测。Mütevelli等[22]利用有限元模型模拟了3D打印混凝土墙体的物理性能和机械性能,并通过6种机器学习模型成功预测了墙体在不同几何形状和打印方向下的极限轴向承载力和位移。Chang等[23]提出了一种基于U-Net卷积神经网络的模型,用于3D打印混凝土材料的断裂分析,通过结合主成分分析法和卷积神经网络,成功预测了混凝土的应力—裂缝宽度曲线,为复杂微结构材料的断裂分析提供了新思路。上述研究表明,机器学习模型在参数强耦合、非线性等复杂情形下具有通用优势,这为后续的参数寻优奠定了基础。目前,解决参数寻优问题的常用策略是结合机器学习模型和优化算法进行全局搜索,以获得最优参数。该方法的可行性已在其他材料加工与制造领域得到了验证[24-26],这可为混凝土3D打印工艺参数的优化提供参考。
基于此,本文针对混凝土3D打印沉积线状态的优化问题,通过结合先进的机器学习算法和智能优化算法,对打印速度、挤出速度、层高和线间距离等打印工艺参数进行综合优化,以改善沉积线状态,进而提升混凝土3D打印的整体性能与精度。为了支撑该研究,利用Jiang等[27]构建的数据集,建立基于白鲸优化(beluga whale optimization, BWO)算法寻优的支持向量机(support vector machine, SVM)分类器,并利用集成学习算法AdaBoost提升其稳健性,以此形成BWO-SVM-AdaBoost模型,用于探究混凝土3D打印工艺参数与沉积线状态之间的关系。在此基础上,通过贝叶斯优化算法对打印工艺参数进行进一步优化,以获得最佳的参数组合,从而提升打印质量与结构稳定性。
1 混凝土3D打印流程与关键工艺参数
图1

混凝土3D打印的分层与成形过程如图2所示。首先,利用切片软件对所输入的打印构件三维模型沿水平面进行切片处理,得到若干个二维截面,每个切片代表1个打印层。随后,切片软件基于二维截面的轮廓与喷嘴直径自动规划打印路径,并将其转换为G代码。最后,打印机按G代码执行相应的打印动作。在打印时,打印头需按设定的打印速度、挤出速度、层高和线间距离逐层沉积混凝土浆料来构建整个结构[33]。上述4个打印工艺参数直接决定了每一层的沉积线状态与固化形态,进而影响上层堆叠的稳定性与结构整体的成形精度。因此,须探究打印工艺参数对沉积线状态的影响规律并对打印工艺参数进行联合优化,以获得高质量的打印构件。为此,本文拟建立可映射打印工艺参数与沉积线状态之间关系的机器学习模型,并基于其进行打印工艺参数优化,以获得最优的参数组合,从而改善混凝土3D打印的沉积线状态并提高打印效率。
图2
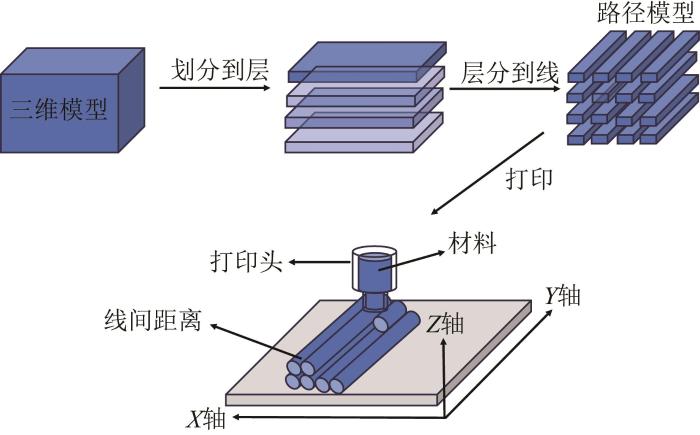
图2
混凝土3D打印的分层与成形过程示意
Fig.2
Schematic of layering and forming process of concrete 3D printing
2 混凝土3D打印沉积线状态优化
为实现混凝土3D打印沉积线状态的优化,本文主要开展以下三部分工作:生成数据集、构建分类模型和参数优化,如图3所示。
图3
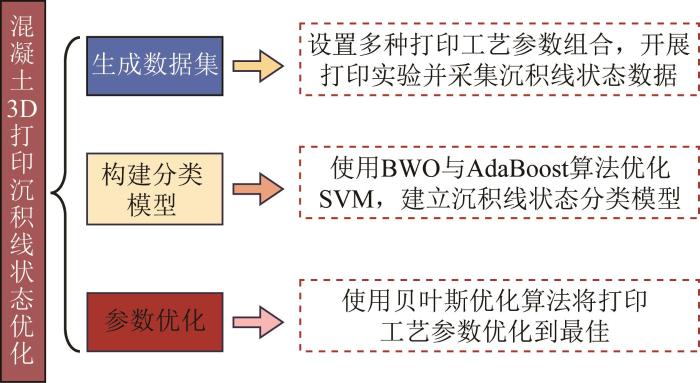
图3
混凝土3D打印沉积线状态优化总体框架
Fig.3
Overall framework of deposition line state optimization for concrete 3D printing
2.1 3D打印数据集生成
为了探究不同打印工艺参数(打印速度、挤出速度、层高与线间距离)组合对混凝土3D打印沉积线状态的影响,本文设计了一个四因素全因子实验。其中,打印速度设5个水平,挤出速度设5个水平,层高设3个水平,线间距离设4个水平,共包含5×5×3×4=300种参数组合。各打印工艺参数的具体取值如表1所示。
表1 混凝土3D打印工艺参数取值
Table 1
| 工艺参数 | 取值 |
|---|---|
| 打印速度/(mm/s) | 1 400、1 800、2 200、2 600、3 000 |
| 挤出速度/(mm/s) | 13、20、33、46、60 |
| 层高/mm | 24、27、30 |
| 线间距离/mm | 30、40、50、60 |
本文实验选择的打印构件为双线构件,打印长度为40 cm,如图4(a)所示。选取双线构件的原因是方便观察沉积线状态。利用图4(b)所示的格普混凝土打印一体机开展打印实验,其中喷嘴直径为30 mm,打印材料为混凝土浆料。在打印过程中,每打印10 cm观察一次沉积线状态并选取一个具有代表性的沉积线状态进行记录。如图5所示,沉积线状态共分为5类:0表示相邻打印条带之间的剩余空间较大,1表示相邻打印条带之间的剩余空间较小,2表示相邻打印条带连接良好,3表示相邻打印条带之间的溢料较少,4表示相邻打印条带之间的溢料较多。若沉积线状态为0或1,则上层可能会塌陷;若为3或4,则不利于上层搭建。这些沉积线状态均不利于打印结构的稳定性。在实验中,共记录了300个沉积线状态数据并制成数据集。部分数据如表2所示。
图4
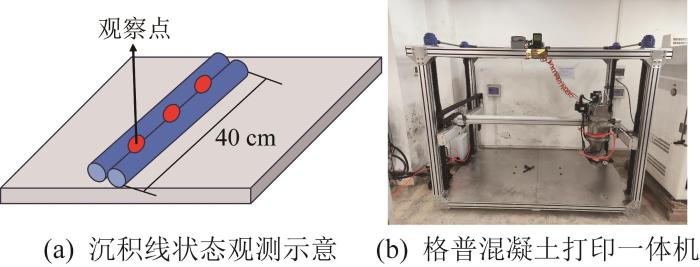
图4
双线构件沉积线状态观测示意及实验平台
Fig.4
Schematic of deposition line state observation of dual-line component and experimental platform
图5
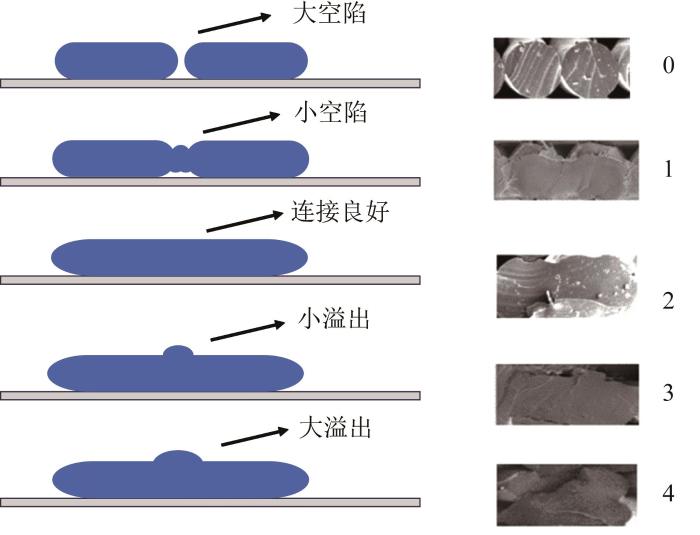
表2 混凝土3D打印实验数据(部分)
Table 2
| 序号 | 打印速度/(mm/s) | 挤出速度/(mm/s) | 层高/mm | 线间距离/mm | 沉积线状态 |
|---|---|---|---|---|---|
| 1 | 2 200 | 20 | 24 | 30 | 3 |
| 2 | 2 200 | 20 | 24 | 40 | 2 |
| 3 | 2 200 | 20 | 24 | 50 | 1 |
| 4 | 2 200 | 20 | 24 | 60 | 0 |
| 5 | 2 200 | 20 | 27 | 30 | 4 |
| 6 | 2 200 | 20 | 27 | 40 | 2 |
| 7 | 2 200 | 20 | 27 | 50 | 1 |
| 8 | 2 200 | 20 | 27 | 60 | 0 |
| 9 | 2 200 | 20 | 30 | 30 | 3 |
| 10 | 2 200 | 20 | 30 | 40 | 2 |
| 11 | 2 200 | 20 | 30 | 50 | 0 |
| 12 | 2 200 | 20 | 30 | 60 | 0 |
2.2 沉积线状态分类模型构建
为了探究4个打印工艺参数(打印速度、挤出速度、层高、线间距离)与沉积线状态之间的复杂关系,本文提出了BWO-SVM-AdaBoost模型,该模型在SVM的基础上结合了BWO算法和AdaBoost算法的优势。相较于传统模型,BWO-SVM-AdaBoost模型既能利用SVM表征非线性判别边界,又能借助BWO算法避免手工调参与陷入局部最优,并利用AdaBoost重点处理难分类样本和缓解分类不平衡的问题,可在多参数耦合变化下提升对沉积线状态的预测精度与稳健性。具体而言:首先,利用BWO算法在训练集上全局搜索SVM的超参数(惩罚参数C和决策参数G)并进行优化,得到若干个超参数经调优的BWO-SVM弱分类器;随后,根据上一轮的分类误差,利用AdaBoost在同一训练集上对样本进行重新赋权,通过迭代训练并对BWO-SVM的输出进行加权投票,以形成最终的强分类器。BWO-SVM-AdaBoost模型的构建流程如图6所示。
图6
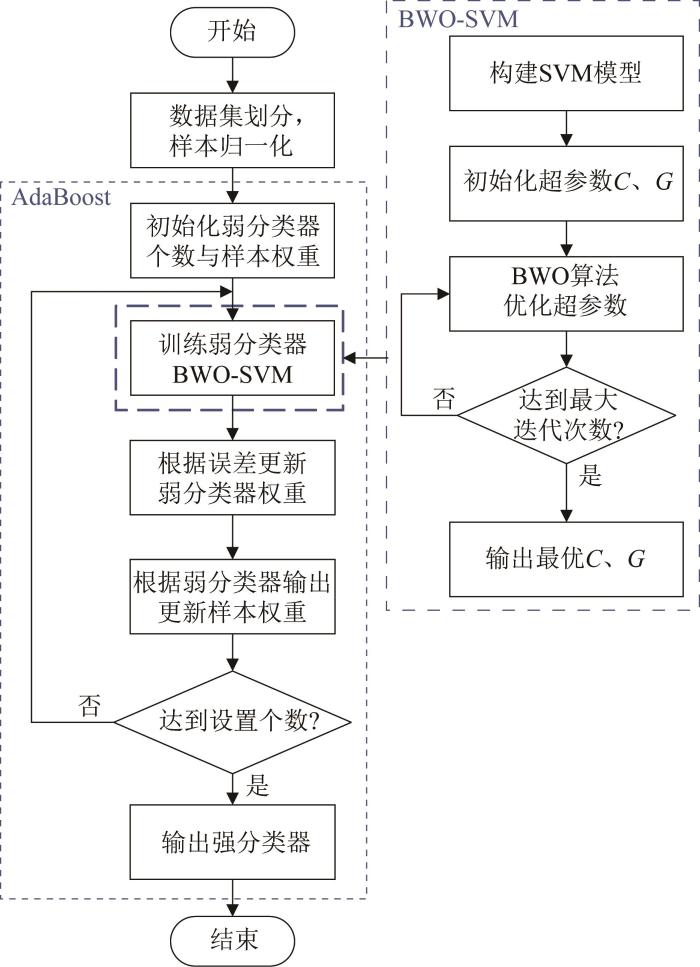
图7
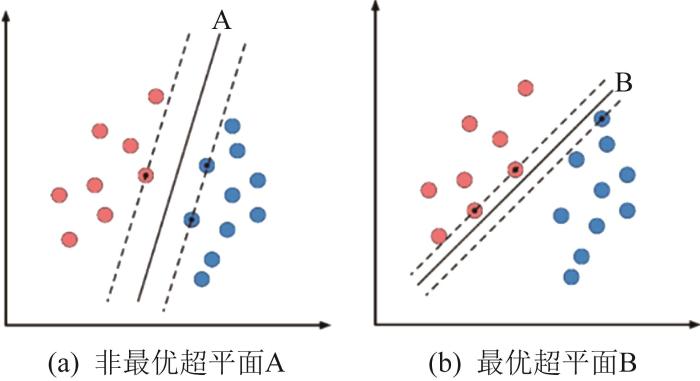
超平面通过最大化分类间隔来提升SVM模型的泛化能力,以实现对新打印工艺参数组合下沉积线状态的准确预测。超平面的数学表达式如下:
式中: w 、
为了优化沉积线状态分类模型的性能,本文重点优化调节了SVM模型的超参数(惩罚参数C和决策参数G)。相关研究表明,这2个超参数对SVM模型的预测能力具有显著影响[36]。其中:惩罚参数C决定了模型对训练误差的容忍程度;决策参数G控制了单个样本的影响范围,从而改变决策边界的复杂程度。在实际应用中,应根据沉积线状态分类任务的需求,不断调整C和G,以提高SVM模型的分类精度和鲁棒性。
本文选择BWO算法来优化SVM模型的超参数。BWO算法通过模拟白鲸的群体迁移、猎物追踪及围捕策略,在搜索过程中实现全局搜索与局部搜索的动态平衡。与传统的鲸鱼优化算法或粒子群算法相比,BWO算法在个体位置更新和权重调整上具有更强的自适应性,能够在复杂的超参数空间中保持种群多样性并加快收敛速度,从而有效避免陷入局部最优。
式中:
基于BWO的SVM模型超参数优化步骤如下。首先,根据SVM待优化超参数(C和G)的数量,确定搜索维度并随机初始化白鲸的位置,将种群数量设为50,同时将最大迭代次数
AdaBoost是一种迭代的集成学习算法,即先在同一个训练集上按轮次训练多个弱分类器,然后将这些弱分类器集合起来,以构建一个最终的强分类器[39]。针对本文的沉积线状态分类任务,运用AdaBoost能够动态地调整训练样本的权重,重点关注易出错的沉积线状态预测,进而逐步优化模型的分类性能。AdaBoost算法的核心是在训练过程中同时更新2类权重:一类是训练样本的权重D,另一类是弱分类器的权重α。在训练开始时,将样本权重D初始化为一致,并基于当前权重D对第1个弱分类器进行训练,根据弱分类器在加权样本上的表现,为该弱分类器分配权重α;随后,提高被错误分类样本的权重并降低正确分类样本的权重,基于更新后的样本权重D继续训练下一个弱分类器。按上述流程循环训练,直至达到设定的训练轮数或收敛条件。最后,按各弱分类器的权重α进行加权投票,得到最终的强分类器。使用AdaBoost能够过滤掉一些不必要的训练数据,进而重点关注关键的训练数据。基于AdaBoost的分类器训练过程如图8所示。
图8
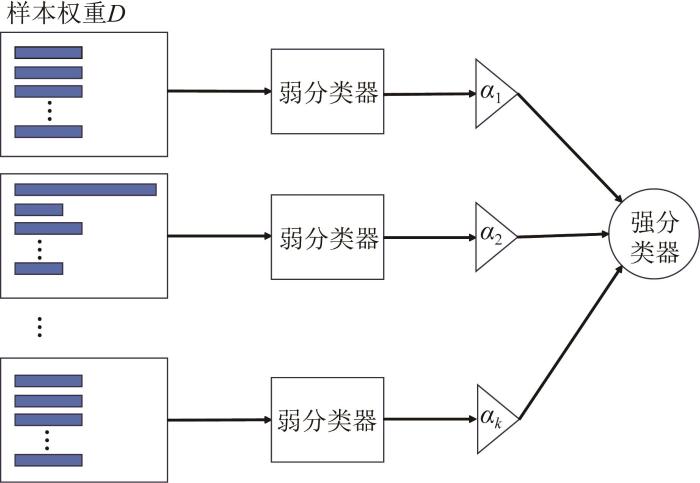
图8
基于AdaBoost的分类器训练过程示意
Fig.8
Schematic of classifier training process based on AdaBoost
2.3 打印工艺参数优化
本文的最终目标是确定最佳的打印工艺参数组合,从而实现打印稳定性和成形精度较高的打印效果。而上文所构建的BWO-SVM-AdaBoost模型为“黑盒”模型,只能对沉积线状态进行分类和预测,缺乏优化能力,无法通过直接调整打印工艺参数来实现所需的沉积线状态。为此,本文将通过优化打印工艺参数获得目标沉积线状态的过程视为“黑箱”优化:在给定的打印工艺参数范围内,寻找一组打印工艺参数,使得模型所预测的沉积线状态尽可能地接近目标状态。由于元启类算法一般通过种群迭代更新来寻找最优解,寻优效率低,且由表2可知,满足要求的打印工艺参数组合并不唯一,可能存在多个最优解,因此本文选用贝叶斯优化算法进行寻优。贝叶斯优化能够进行高效搜索,并以已有的实验数据为初始点,迭代返回若干近似最优的候选解。基于贝叶斯优化的混凝土3D打印工艺参数优化流程如图9所示。
图9
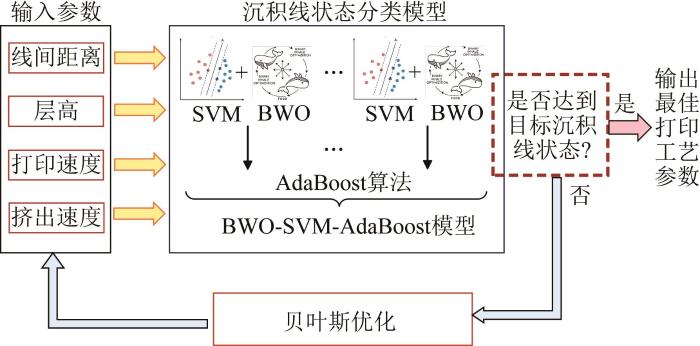
图9
基于贝叶斯优化的混凝土3D打印工艺参数优化流程
Fig.9
Optimization process of concrete 3D printing process parameters based on Bayesian optimization
式中:ypre和yset分别表示沉积线状态的预测值和目标值,Z为搜索空间,z为输入的打印工艺参数组合。
在每次迭代中,贝叶斯优化会根据当前时刻的统计模型,选择下一组打印工艺参数。对于当前已选择的打印工艺参数组合
式中:
在观测历史数据集
其中:
上述均值函数和协方差函数的更新描述了模型在不同打印工艺参数组合下对目标值的收敛行为。最终,通过贝叶斯优化的迭代,可得到与目标沉积线状态相匹配的打印工艺参数组合。基于贝叶斯优化的打印工艺参数寻优流程如下。
步骤1:定义搜索空间Z,设置初始数据集
步骤2:利用数据集
步骤3:进行N次迭代寻优,在每次迭代中,均利用更新的后验模型获取最新的打印工艺参数组合
步骤4:若观测到输出状态满足目标沉积线状态,则输出对应的最优打印工艺参数组合zbest。
3 实验与结果分析
3.1 实验数据集
表3 3D打印沉积线各状态类别的数量
Table 3
| 状态类别 | 数据数目/条 |
|---|---|
| 类别0 | 205 |
| 类别1 | 74 |
| 类别2 | 52 |
| 类别3 | 39 |
| 类别4 | 30 |
3.2 多种模型对比结果
3.2.1 模型准确率比较分析
本文采用所提出的BWO-SVM-AdaBoost模型和多种主流的机器学习模型对沉积线状态进行分类预测,并对不同模型的性能进行对比。所使用的对比模型包括SVM、深度神经网络(deep neural network, DNN)、DT、RF、逻辑回归(logistic regression, LR)以及BWO-SVM。评价指标主要包括平均准确率、平均召回率、平均F1值及精度。考虑到所采用的数据集存在明显的数据不平衡问题,本文引入了边界合成过采样技术,利用少数类别样本的特征信息生成新的合成样本,以对数据进行合理扩充。具体操作如下:将类别2扩充到100条,类别3扩充到78条,类别4扩充到60条。随后,将扩充后的数据集划分为训练集(含80%数据)和测试集(含20%数据)。针对每种模型在划分数据集时,本文在random_state设置中取3个固定的值,对数据集进行完全相同的划分,保证每种模型的训练集与测试集相同,从而保证不同模型的可比性。在每一个随机划分上,每组模型进行3次运行并计算相应的评价指标。最终取每种模型的分类预测结果均值来评估其预测性能,并以正确预测样本数占总样本比例的最高值作为模型的精度。需要说明的是,DNN采用2种结构,其中DNN1各层的神经元数量为10、20、30、20、10、5,DNN2各层的神经元数量为10、10、20、10、10、5,取训练轮数为500,batch_size设为10。对于BWO-SVM与BWO-SVM-AdaBoost,种群数量设为50,最大迭代次数设为60,弱分类器数量设为10。不同机器学习模型的分类预测性能如表4所示。
表4 不同机器学习模型的分类预测性能比较
Table 4
| 模型 | 平均准确率/平均召回率/平均F1值 | 精度/% | ||||
|---|---|---|---|---|---|---|
| 类别0 | 类别1 | 类别2 | 类别3 | 类别4 | ||
| BWO-SVM | 0.95/0.87/0.90 | 0.75/0.88/0.83 | 0.93/0.90/0.91 | 0.88/0.90/0.89 | 0.87/0.89/0.97 | 91.12 |
| BWO-SVM-AdaBoost | 1.00/0.98/0.99 | 0.79/0.92/0.85 | 0.94/0.89/0.92 | 1.00/0.96/0.98 | 0.89/1.00/0.94 | 95.19 |
| SVM | 0.90/0.85/0.87 | 0.73/0.84/0.82 | 0.86/0.81/0.84 | 0.82/0.89/0.85 | 0.87/0.89/0.84 | 85.57 |
| DNN1 | 0.81/0.94/0.84 | 0.70/0.70/0.70 | 0.81/0.72/0.76 | 0.79/1.00/0.88 | 1.00/0.94/0.97 | 88.25 |
| DNN2 | 0.83/0.88/0.86 | 0.71/0.62/0.67 | 0.82/0.75/0.78 | 0.70/0.75/0.71 | 0.93/0.95/0.94 | 83.25 |
| LR | 0.85/0.98/0.91 | 0.50/0.57/0.55 | 0.70/0.83/0.75 | 0.50/0.12/0.25 | 0.83/0.83/0.83 | 73.10 |
| DT | 0.79/0.92/0.85 | 0.47/0.39/0.42 | 0.74/0.65/0.69 | 0.64/0.60/0.62 | 0.67/0.75/0.71 | 70.19 |
| RF | 0.88/0.94/0.92 | 0.67/0.57/0.63 | 0.77/0.76/0.76 | 0.63/0.69/0.65 | 0.90/0.82/0.85 | 80.12 |
表4结果显示:BWO-SVM-AdaBoost模型的分类预测性能最佳,其中针对类别3与类别4的平均F1值分别达到了0.98与0.94。BWO-SVM-AdaBoost模型的精度为95.19%,为所有模型中最高。相较于SVM、DNN、LR等单一模型,BWO-SVM-AdaBoost模型的性能提升主要得益于两方面:1)AdaBoost对易错样本赋予了更高权重并进行了迭代重训练,减少了对少数类的漏检与误判;2)BWO算法对SVM的超参数进行了自适应优化,使得分类间隔更合理。相比之下,DT模型的精度仅为70.19%,这可能是因为DT模型容易过拟合、边界不够灵活、对数据变化敏感且难以捕捉特征之间的复杂交互作用,其在处理线性问题时的表现较好。
3.2.2 BWO-SVM-AdaBoost模型的性能展示
BWO-SVM-AdaBoost模型的预测结果、混淆矩阵和ROC-AUC(area under receiver operating characteristic curve,受试者工作特征曲线下的面积)曲线如图10所示。ROC-AUC指标有助于评估模型区分沉积线状态类别的能力,AUC越大,表示模型对该类别与其余类别的区分性越好。从图10(a)和图10(b)中可以看出,BWO-SVM-AdaBoost模型预测的绝大部分类别标签与实际的类别标签重合,同时从对应的混淆矩阵可以看出,该模型可准确预测类别4,但对类别0、类别1、类别2、类别3的预测存在一定误差,不过整体预测精度仍较高。从图10(c)中可以看出,5个类别对应的AUC分别为0.99、0.83、0.90、0.98、1.00,平均AUC为0.95,说明BWO-SVM-AdaBoost模型在沉积线状态分类中区分能力较强且较稳定。综上所述,BWO-SVM-AdaBoost模型对各类沉积线状态均表现出较高的识别精度,说明其能够较好地描述打印工艺参数与沉积线状态之间的映射关系。
图10
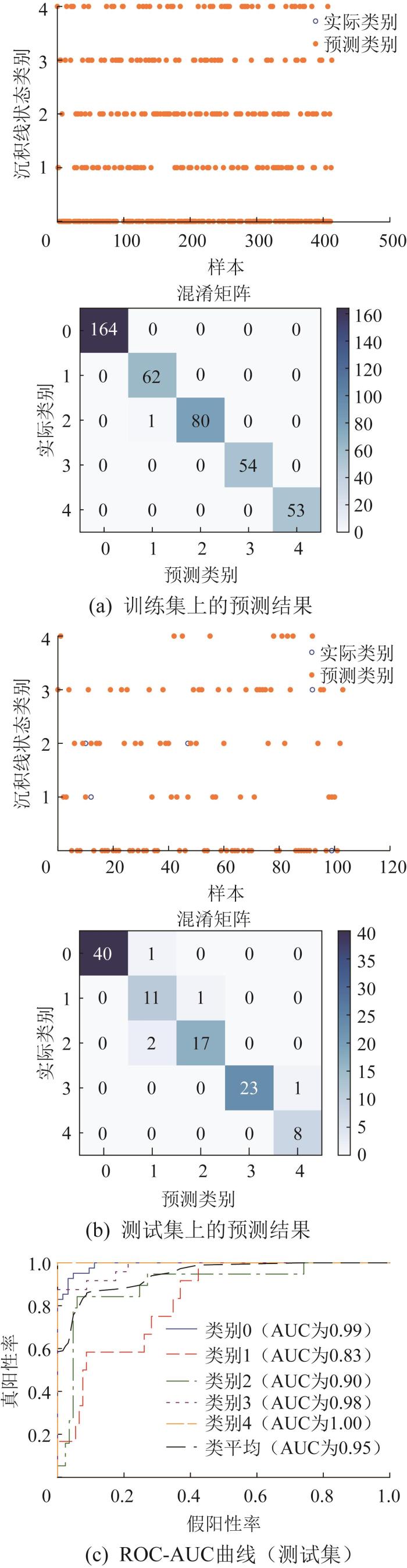
图10
BWO-SVM-AdaBoost模型的分类预测结果
Fig.10
Classification prediction results of BWO-SVM- AdaBoost model
3.2.3 贝叶斯优化效果
在混凝土3D打印中,通常要求沉积线状态良好。因此,将目标沉积线状态设为类别2,并围绕将其他类别优化到类别2展开分析。大多数情况下,为不改变混凝土构件最终的堆积层数,往往需要固定层高。在优化实验中,设定打印速度的范围为10~50 mm/s,挤出速度的范围0.5~2.5 mm/s,线间距离的范围为0.3~0.9 mm,设定优化类别为类别2,并取模型的预测值与类别2之差的平方作为目标函数。为了验证贝叶斯优化的有效性,本文将初始沉积线状态类别分别设为0、1、3、4;设贝叶斯优化的迭代次数为10。分别记录沉积线状态与打印工艺参数的优化过程(仅展示初始类别为4时的优化过程),如图11所示。由图11可以看出,贝叶斯优化能够在较短的时间内将给定的沉积线状态类别优化成目标类别。
图11
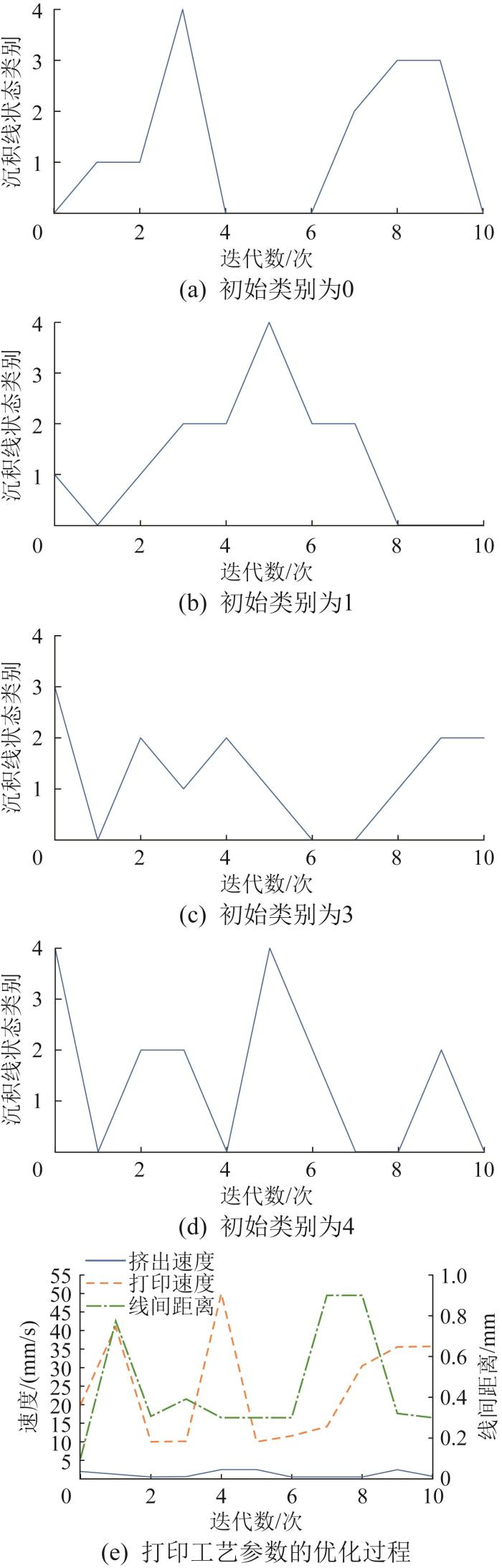
图11
基于贝叶斯优化的沉积线状态优化结果
Fig.11
Optimization results of deposition line state based on Bayesian optimization
4 结 论
本文提出了一种基于机器学习和智能优化算法的模型——BWO-SVM-AdaBoost,用于探究混凝土3D打印工艺参数与沉积线状态之间的关系。该模型通过结合BWO、SVM及AdaBoost的优势,成功实现了沉积线状态的精准分类,其在训练集和测试集上的预测精度分别达到了99.76%和95.19%。为了进一步优化打印工艺参数,本文采用贝叶斯优化算法生成最优参数组合,以改善不佳的沉积线状态,进而显著提升了打印结构的精度与稳定性。未来工作的重点将放在进一步完善混凝土3D打印数据集上,并结合目标检测技术(如OpenCV)实现全自动化的工艺参数监测与调整,期望能够将所构建的模型应用于工业化生产,助力智能建造技术的发展,提高3D打印在建筑领域中的应用效率与可靠性。
参考文献
智能建造技术发展现状与未来趋势
[J].
Development status and future trends of intelligent construction technology
[J].
Layer pressing in concrete extrusion-based 3D-printing: experiments and analysis
[J].
Hydration and rheology control of concrete for digital fabrication: potential admixtures and cement chemistry
[J].
Nozzle criteria for enhancing extrudability, buildability and interlayer bonding in 3D printing concrete
[J].
Extrusion nozzle design and print parameter selections for 3D concrete printing
[J].
Particle-bed 3D printing in concrete construction: possibilities and challenges
[J].
Rheological requirements for printable concretes
[J].
Early age mechanical behaviour of 3D printed concrete: numerical modelling and experimental testing
[J].
Effect of surface moisture on inter-layer strength of 3D printed concrete
[J].
Study on the mechanical properties of 3D printing concrete layers and the mechanism of influence of printing parameters
[J].
Intelligent real-time quality control for 3D-printed concrete with near-nozzle secondary mixing
[J].
Effect of printing parameters in 3D concrete printing: printing region and support structures
[J].
Influence of processing parameters on the layer geometry in 3D concrete printing: experiments and modelling
[C]//
Prediction of chloride diffusivity in concrete using artificial neural network: modelling and performance evaluation
[J].
Application of ANN and ANFIS models in determining compressive strength of concrete
[J].
Compressive strength prediction via gene expression programming (GEP) and artificial neural network (ANN) for concrete containing RCA
[J].
Comparative study of evolutionary artificial intelligence approaches to predict the rheological properties of fresh concrete
[J].
Semi-analytical model for compressive arch action capacity of RC frame structures
[J].
Predictive modeling for compressive strength of 3D printed fiber-reinforced concrete using machine learning algorithms
[J].
Interpretable machine learning for predicting the strength of 3D printed fiber-reinforced concrete (3DP-FRC)
[J].
A novel study for the estimation of crack propagation in concrete using machine learning algorithms
[J].
Machine-learning networks to predict the ultimate axial load and displacement capacity of 3D printed concrete walls with different section geometries
[J].
Convolutional neural network for predicting crack pattern and stress-crack width curve of air-void structure in 3D printed concrete
[J].
基于GS-SABO-BPNN和MOPSOCD的激光熔覆工艺参数优化方法
[J/OL].
Optimization method of laser cladding process parameters based on GS-SABO-BPNN and MOPSOCD
[J/OL].
基于GEO-ANN的SLS成型件工艺参数优化与表面质量控制
[J/OL].
Optimization of process parameters and surface quality control of SLS molding parts based on GEO-ANN
[J/OL].
箱式烘烤烟叶高温蒸汽回潮工艺参数优化
[J].
Optimization of high temperature steam moisture recovery process parameters for box curing tobacco leaves
[J].
Achieving better connections between deposited lines in additive manufacturing via machine learning
[J].
3-D printing of concrete: beyond horizons
[J].
Automated construction by contour crafting: related robotics and information technologies
[J].
Additive construction: state-of-the-art, challenges and opportunities
[J].
3D printing trends in building and construction industry: a review
[J].
3D printing using concrete extrusion: a roadmap for research
[J].
Survey on SVM and their application in image classification
[J].
Comparison between SVM and logistic regression: which one is better to discriminate?
[J].
Developing a catalog of socio-sexual behaviors of beluga whales (Delphinapterus leucas) in the care of humans
[J].
Beluga whale optimization: a novel nature-inspired metaheuristic algorithm
[J].
Advance and prospects of AdaBoost algorithm
[J].
Recent advances in Bayesian optimization
[J].
Practical Bayesian optimization of machine learning algorithms
[C]//
Bayesian optimization with safety constraints: safe and automatic parameter tuning in robotics
[J].
Performance-driven cascade controller tuning with Bayesian optimization
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}