


储能是实现国家“双碳”战略目标不可或缺的关键支撑技术和核心基础设施。钒电池作为一种大规模长时电网级能量时移储能技术,因功率与容量可解构、安全性高、循环寿命极长等突出优势,在智能电网、可再生能源并网等领域展现出广阔的应用前景。
钒电池电堆是一种由端板、绝缘板、集流板及若干单电池堆叠压装构成的集成系统。其中,多孔电极作为电化学反应的核心场所,其力学变形特性直接依赖端板所提供的轴向预紧力。端板作为电堆两端的关键承压部件,不仅承担机械支撑与外部管路集成功能,还需为整个电堆提供均匀且稳定的预紧力,以保障单电池组件间的紧密电接触及可靠密封,从而降低接触电阻和防止电解液互串[1-2]。进一步而言,端板刚度不足或结构设计不合理,容易诱发电堆组件的非均匀变形,造成压力分布失衡:边缘压力过大会导致双极板、离子交换膜的过度变形甚至压溃,而中心压力不足则会引发接触电阻升高和密封失效,造成内漏或交叉污染,最终导致电堆性能衰减与寿命缩短。因此,开展端板的精准力学分析与结构优化,是提升电堆装配可靠性、运行效率及耐久性的关键途径。
电堆端板设计属于典型的多场耦合系统工程问题[3],需协同解决力学完整性、电化学兼容性及轻量化目标之间的矛盾,这不仅要考虑结构[4-6]与材料[7-10],还要考虑与之相关的装配空间[11]、制造约束[12-14]、装配因素[15]及工艺参数[16-19]等一系列环境因素。目前,电堆端板设计研究鲜少涉及液流电池领域,尤其是规模化储能用大功率钒电池领域。在端板受力变形方面,Xiong等[20]分析了钒电池电堆端板厚度、螺栓的位置和数量以及运行过程中的热应力对端板受力变形的影响规律。在端板轻量化设计方面,现有研究主要集中在质子交换膜燃料电池(proton exchange membrane fuel cell, PEMFC)领域,通常采用固体各向同性材料惩罚法(solid isotropic material with penalization, SIMP)开展端板拓扑优化设计。研究结果证实,SIMP法可以显著减小端板质量,有效提升电池能量密度[21]。Lin等[22]以结构刚度最大化和接触压力均匀分布为优化目标,建立了铝合金端板多目标拓扑优化模型,分析了螺栓数量、电池单体数量和目标函数权重对端板拓扑优化形貌的影响。王浩然等[23]以质量最小化为目标,建立了铝合金端板拓扑优化模型,并采用接触压力的平均值和均匀度等指标对拓扑优化后的新端板结构进行了分析评价。Zhang等[24]以刚度最大化和应力均匀分布为优化目标,分析了等权重条件下双目标函数对进气端板和盲端板拓扑形貌的影响,结果表明:采用拓扑优化可使端板质量减小35%以上。Yang等[25]以刚度最大化和位移标准差最小化为目标函数,建立了不锈钢端板拓扑优化模型,基于不同目标函数下的拓扑优化形貌开展端板结构设计,并采用有限元分析和试验开展了新结构的性能评价。Herzog等[26]以质量最小化和强度最大化为目标函数,开展了铝合金和钛合金端板拓扑优化的数值模拟及实验验证。Mao等[27]基于等效刚度理论建立了PEMFC端板多目标拓扑优化模型,并利用粒子群优化算法对填充蜂窝结构的端板进行了优化。
现阶段,关于端板拓扑优化的研究大多围绕燃料电池电堆,通常基于线弹性金属材料的本构关系建立拓扑优化模型,目标函数包括质量、刚度、接触压力、应力和位移等,约束条件多为体积约束,鲜少涉及制造工艺约束。而对于具有较多约束条件的钒电池电堆,尚未形成系统性的端板轻量化设计理论体系,导致在实际应用中仍存在端板过重制约比能量提升的问题。此外,对于工业级大功率钒电池,单个电堆的零件数量多达上千个,若基于其实际物理模型开展装配过程的数值模拟,受限于庞大的网格数量和显著的非线性,则会导致计算效率极低,阻碍拓扑优化方法在端板轻量化设计中的应用。为此,本文在综合考虑钒电池电堆装配工艺、端板功能端口布局以及端板制造工艺约束的前提下,提出了一种高效、高保真的端板变形预测及拓扑优化设计方法。
1 端板变形建模与数值模拟分析
电堆装配工艺对钒电池的机械性能和电化学性能影响显著,主要涉及关键组件堆码、电堆压装、预紧锁止和压力卸载四个阶段。在电堆压装阶段,采用专用压力机对端板与弹簧分别施加可控的压紧力,确保单电池组件(尤其是电极-双极板、电极-离子交换膜)之间良好的物理接触以降低接触电阻,使得密封件达到设计所需的压缩率以形成可靠密封,同时避免压力过大导致电极结构破坏(毡体被压塌、孔隙率下降等),以及离子交换膜过度变形或双极板破裂等机械失效。在预紧锁止阶段,采用螺柱、垫片、锁紧螺母等紧固件固定电堆两端的端板,以确保电堆内部组件之间具有合适的压应力。基于上述分析,构建包含压力加载、弹簧预紧、螺柱锁止、压力卸载四步装配流程的端板受力变形预测模型。
1.1 初始构型端板几何模型
图1
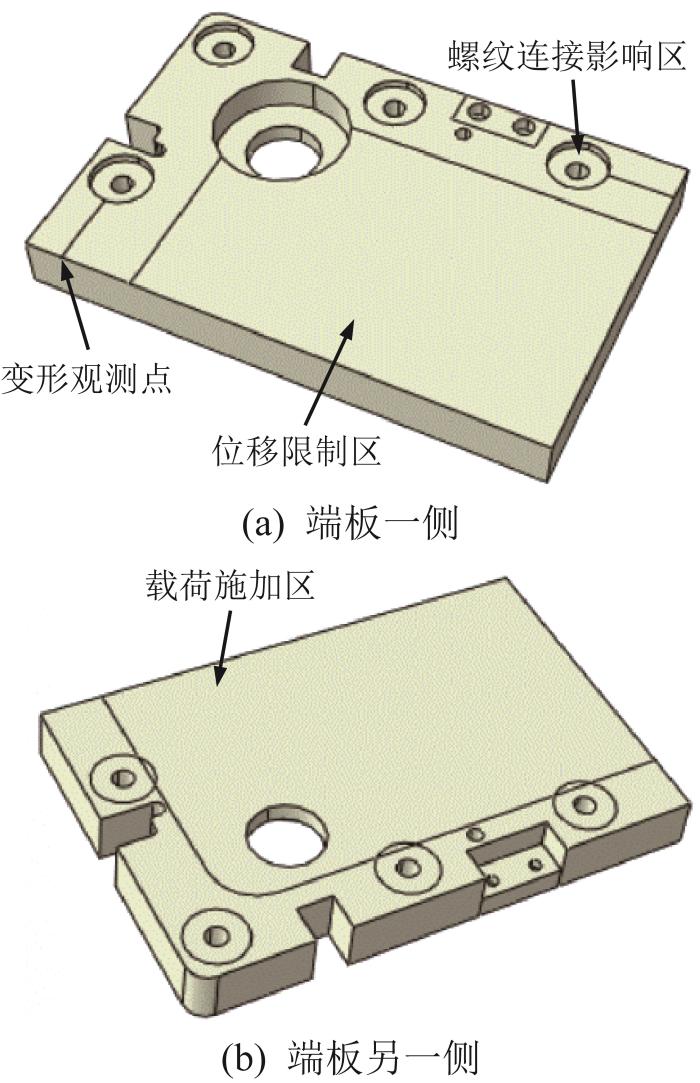
图1
初始构型端板的1/4几何模型
Fig.1
Quarter geometric model of end plate in initial configuration
1.2 材料模型
结合线弹性行为与Johnson-Cook(J-C)塑性模型,建立端板材料的本构关系。线弹性是描述材料弹性受力变形行为的最常见形式,适用于弹性应变小于5%的小变形各向同性、正交或完全各向异性材料。线弹性材料的应力—应变关系可表示为:
式中: σ 、 εel、 Del分别为应力张量、弹性应变张量和四阶弹性张量。
线弹性材料具有方向依赖性,根据弹性对称平面的数量,将其分为各向同性或各向异性。本文采用各向同性描述端板材料的线弹性行为,其应力—应变关系可表示为:
其中:
式中:E、
J-C塑性模型以Mises屈服面及流动法则为理论基础,通过引入应变硬化项和温度软化项,得到扩展后的静态屈服应力σ0:
其中:
式中:
本文忽略温度变化对端板材料本构关系的影响,所选用的端板材料为6061-T6铝合金,其密度ρ、弹性模量E及泊松比
表1 6061-T6铝合金材料参数
Table 1
| 参数 | 数值 | 参数 | 数值 |
|---|---|---|---|
| 2 700 | n | 0.79 | |
| 71.0 | m | 1.34 | |
| 0.33 | 877.6 | ||
| 284.1 | 293.0 | ||
| B | 247.83 |
1.3 载荷与边界条件
在电堆压装过程中,弹簧与螺柱的数量相同且轴线重合。弹簧的一端与端板上的弹簧配合面接触,另一端与由螺柱、垫片、锁紧螺母组成的锁紧组件中的垫片接触。基于此,设置电堆压装过程中端板的载荷与边界条件,包含压力加载、弹簧预紧、螺柱锁止、压力卸载等阶段,具体步骤如下。
1)创建包含压力加载至压力卸载全过程的分析步。基于静力学理论,依次创建压力加载、弹簧预紧、螺柱锁止、压力卸载四个分析步。由于模型涉及材料、边界及几何非线性,设置非线性分析参数。
2)计算并设置端板的压力载荷。在电堆装配过程中,压力机主缸对端板施加的压力Pm=411 600 N,辅缸对弹簧承载面施加的压力Pa=274 400 N;单根螺柱的初始预紧力Fp=4 000 N。由静力平衡关系可知,当辅缸压力卸载后,电堆内部组件对端板施加的压力载荷Ft为:
式中:nb为螺柱数量,nb=16。
由于端板受力变形预测模型为1/4模型,因此在第1至第4分析步中设置载荷施加区的压力载荷Ft, m=Ft/4,代入相关参数计算可得Ft, m=187 500 N。
3)设置位移限制区的边界条件。约束位移限制区在压力机加载方向上的平移自由度及其垂直方向上的2个转动自由度,即
4)建立弹簧刚度数值分析模型。建立单个弹簧压缩过程的数值分析模型,如图2所示。设置弹簧的弹性模量为200 GPa,泊松比为0.3;弹簧下端固定,上端与垫片接触,限制垫片除轴向移动外的所有自由度;通过垫片对弹簧施加压力,模拟弹簧在端板装配过程中所受的来自锁紧螺母与垫片组件的预紧力。基于静力学理论开展弹簧压缩过程数值分析,获取弹簧的力—位移数据。为直观显示两者之间的关系,对数据进行可视化处理,获得弹簧的刚度曲线,如图3所示。同时,基于图4中的参考点RP-1与RP-9、RP-2与RP-10、RP-3与RP-11、RP-4与RP-12,分别建立第1至第4个弹簧的连接单元,并基于弹簧的刚度数据构建连接单元的刚度模型。弹簧连接单元在第1至第4分析步中均处于激活状态。
图2
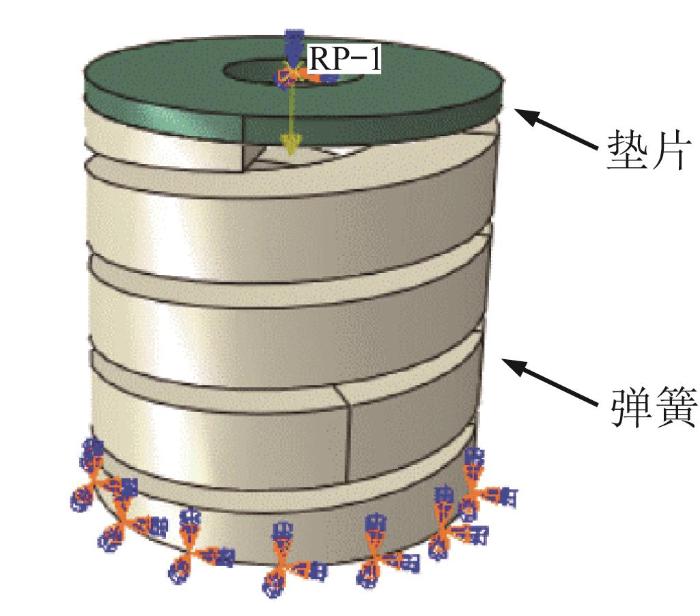
图3
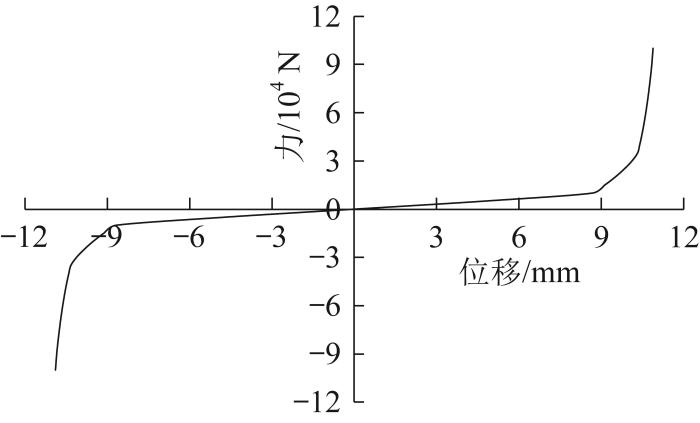
图4
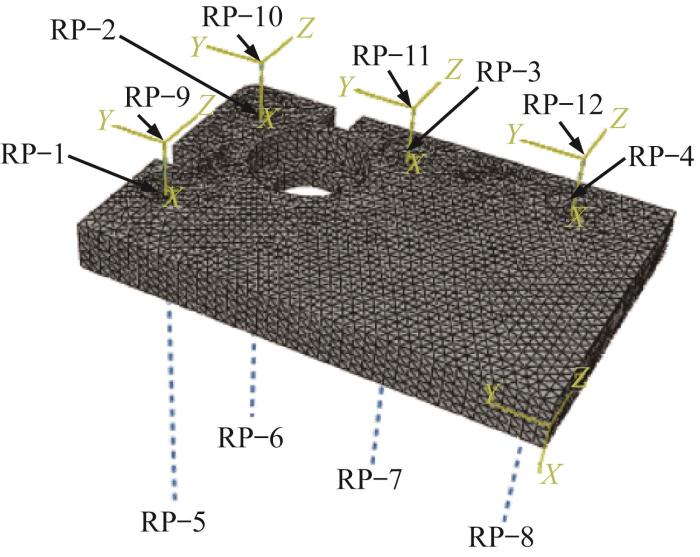
图4
初始构型端板受力变形数值模拟模型
Fig.4
Numerical simulation model for mechanical deformation of end plate in initial configuration
5)建立螺柱数值分析模型。选用不锈钢材质螺柱,其规格为M16×1.5,有效长度
式中:F、
经过变换计算,得到螺柱刚度K:
代入相关数据,得到螺柱刚度
代入相关数据,计算得到压力卸载前螺柱预紧力Fb=21 150 N。同样,基于图4中的参考点RP-5与RP-9、RP-6与RP-10、RP-7与RP-11、RP-8与RP-12,分别建立第1至第4根螺柱的预紧连接单元和锁止连接单元。其中,螺柱预紧连接单元在第1至第4分析步中设置为激活状态,螺柱锁止连接单元在第3至第4分析步中设置为激活状态。在设定的分析步外,螺柱的预紧、锁止连接单元均处于抑制状态。
1.4 网格模型
实体单元可用于应力、传热等分析,特别适用于涉及接触变形、塑性变形及大变形的复杂非线性分析。与二阶单元相比,一阶单元的刚度通常过大,且需要极其精细的网格才能获得准确结果。考虑到端板几何形状复杂以及拓扑优化模型的网格适用性,本文采用三维十节点四面体二阶单元建立端板受力变形分析的网格模型,如图4所示。设置全局网格尺寸分别为5、10、15、20 mm,最小网格尺寸均为1 mm。开展不同全局网格尺寸下的端板受力变形数值模拟分析,从计算时间、最大Mises应力、变形量三个层面分析全局网格尺寸对数值模拟结果的影响。
1.5 端板变形数值模拟结果
图5和图6所示分别为不同全局网格尺寸(5、10、15、20 mm)下初始构型端板的应力和位移分布云图。分别对比图5和图6发现,全局网格尺寸对端板应力、位移的大小及分布影响甚微。为进一步考察全局网格尺寸对数值模拟结果的影响,提取不同网格尺寸下的计算时间、最大Mises应力、最大位移和观测点位移,数据汇总结果如表2所示。由表2可知,不同全局网格尺寸下端板的最大Mises应力均低于端板材料的屈服强度284.06 MPa,表明端板在该装配工艺参数下处于弹性变形状态,验证了初始构型端板的强度符合设计要求。此外,端板的最大Mises应力、最大位移和观测点位移的最大变化率分别为7.56%、0.74%和1.92%,三者的变化均较小,说明全局网格尺寸改变对数值模拟结果的影响并不显著。进一步地,为验证数值模拟结果的准确性,开展了电堆装配变形测试,测量得到图1中观测点的位移为1.1 mm(塞规测量,精度为±0.1 mm),与表2中观测点位移的模拟值吻合,验证了本文所提出的端板受力变形数值模拟预测方法具有高保真性。
图5
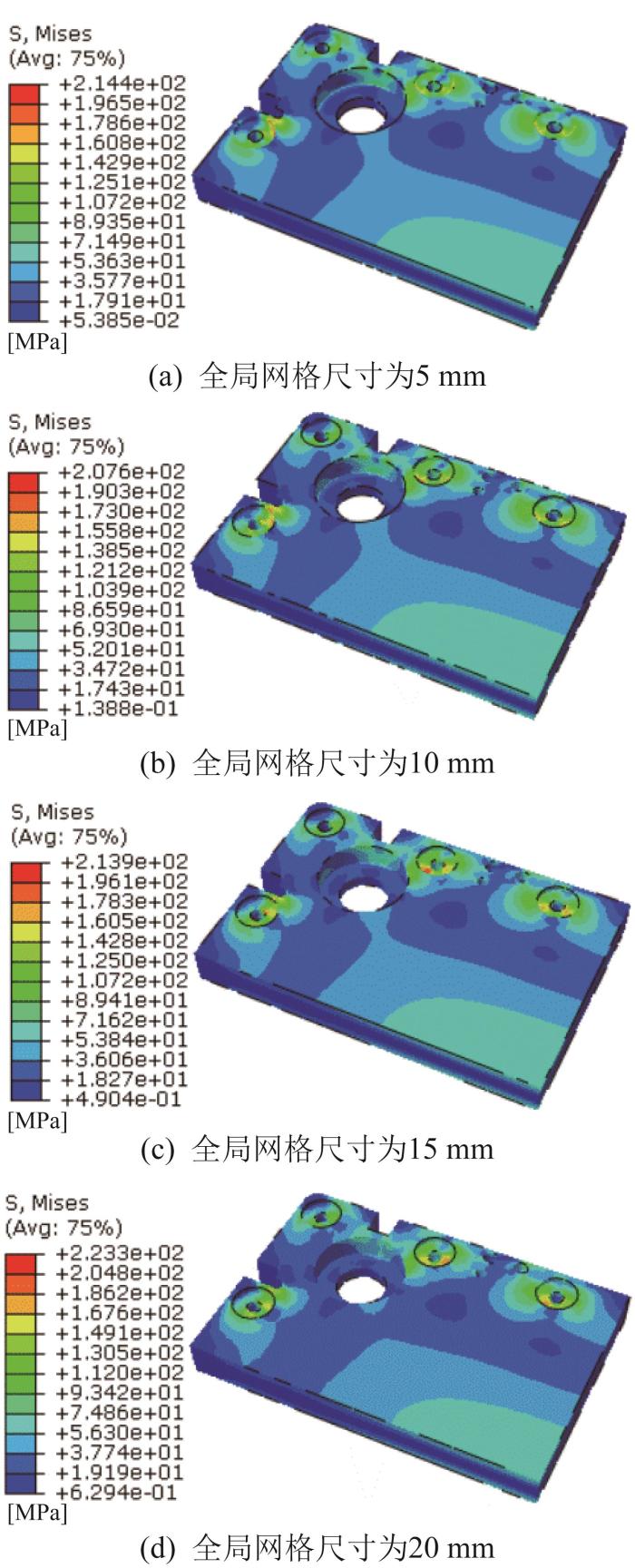
图5
初始构型端板的应力分布云图
Fig.5
Stress distribution contour plots of end plate in initial configuration
图6
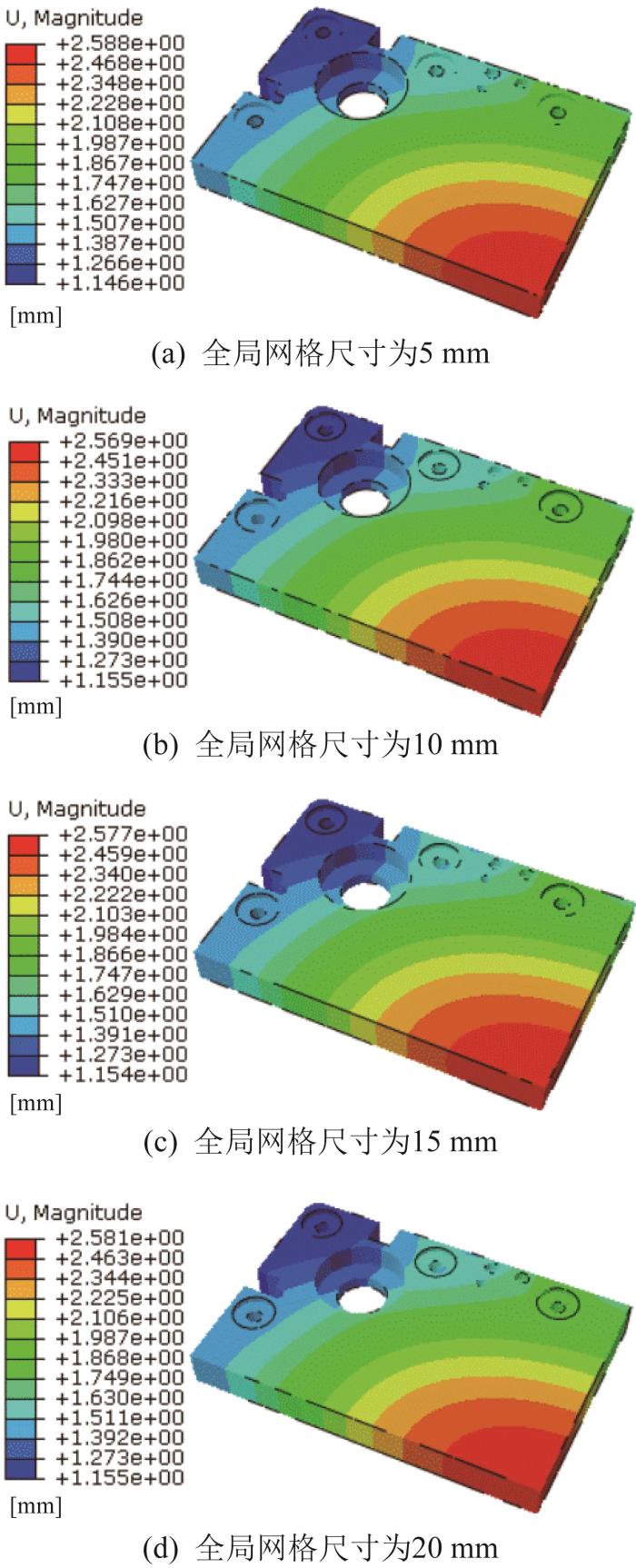
图6
初始构型端板的位移分布云图
Fig.6
Displacement distribution contour plots of end plate in initial configuration
表2 初始构型端板的数值模拟结果
Table 2
| 参数 | 全局网格尺寸/mm | 最大变化率/% | |||
|---|---|---|---|---|---|
| 5 | 10 | 15 | 20 | ||
| 计算时间/s | 2 721 | 237 | 97 | 52 | 5 132.69 |
| 最大Mises应力/MPa | 214.4 | 207.6 | 213.9 | 223.3 | 7.56 |
| 最大位移/mm | 2.588 | 2.569 | 2.577 | 2.581 | 0.74 |
| 观测点位移/mm | 1.116 | 1.095 | 1.101 | 1.102 | 1.92 |
此外,分析表2数据还可知,计算时间随全局网格尺寸的增大呈显著下降趋势,最大变化率高达5 132.69%,说明计算效率与全局网格尺寸之间存在明显的负相关关系。这一现象主要源于较大网格尺寸可有效减少有限元离散单元数量,从而减小求解规模和减少迭代次数,显著缩短计算时间。然而,过大的网格尺寸可能会导致端板几何细节刻画不足及局部应力分布精度下降,不利于结构性能预测的可靠性。因此,在数值模拟中需在计算精度与计算效率之间寻求最佳平衡。结合拓扑优化设计的参数约束要求,即构件的最小特征尺寸应不小于网格尺寸的2倍,经综合评估确定最终的全局网格尺寸为10 mm。这样既能满足结构几何特征与受力分布的刻画精度,又可显著提高计算效率,从而为后续的拓扑优化分析提供稳定、可重复的数据基础。在后续的研究与计算过程中,除另有特别说明外,端板模型的全局网格尺寸均统一取10 mm,以确保数据的可比性与方法的一致性。
2 端板拓扑优化设计
2.1 预优化构型端板几何建模
预优化构型端板设计应为拓扑优化预留充分的设计空间,以及满足端口安装及制造工艺要求。首先,在初始构型端板几何模型的基础上增厚10 mm,构建预优化构型端板的几何模型,为拓扑优化预留充分的设计空间。然后,为兼顾端口安装与制造工艺要求,采用线面剖分工具编辑端板平面,为紧固端口、电解液通道端口及限位端口预留5 mm的面内距离。最后,建立参考平面,通过几何体编辑工具剖分端板,将端板分割为厚度
图7
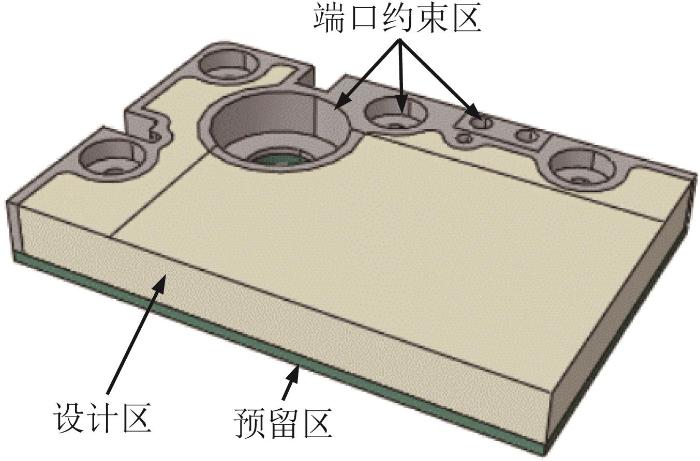
图7
预优化构型端板的1/4几何模型
Fig.7
Quarter geometric model of end plate in pre-optimized configuration
2.2 拓扑优化模型构建
依据上文端板受力变形预测模型的建模流程,构建预优化构型端板的受力变形预测模型,并在此基础上建立拓扑优化模型。优化目标设为最小化图7所示设计区的材料体积分数,以实现端板结构的轻量化设计。在装配位移约束方面,限定载荷施加区边界的最大位移不超过2.569 mm,以确保优化构型端板的结构刚度不低于初始构型端板。在制造工艺约束方面,将设计区的脱模角设为5°,脱模方向为沿端板厚度方向向上,以满足模具加工与零件脱模的可行性要求。同时,设置最小构件的尺寸为20 mm,以避免拓扑优化后出现细长且难以制造的结构特征。对于端口约束区及预留区等非设计区,在拓扑优化过程中保持几何形态不变,以确保关键功能端口及装配面的完整性。上述建模条件与约束条件的综合设定,可使拓扑优化过程既能充分发挥设计空间潜力,又能兼顾结构性能、制造工艺性及装配适配性,为端板的轻量化设计提供了严谨且可实施的技术路径。
2.3 拓扑优化结果分析
基于变密度法开展端板拓扑优化分析,经过44次迭代后获得了满足约束条件的优化结果。设初始构型端板的质量m0=56.11 kg,预优化构型端板的质量mp=67.74 kg,在迭代过程中预优化构型端板的体积比和质量分别为
式中:
在拓扑优化迭代过程中,预优化构型端板的体积比、整体质量及减重比的变化如表3所示。
表3 预优化构型端板的拓扑优化结果
Table 3
| 迭代数/次 | 体积比 | 质量/kg | 减重比/% |
|---|---|---|---|
| 0 | 0.500 0 | 33.87 | 39.64 |
| 1 | 0.674 4 | 45.68 | 18.59 |
| 2 | 0.642 7 | 43.53 | 22.41 |
| 3 | 0.625 5 | 42.37 | 24.49 |
| 4 | 0.587 0 | 39.76 | 29.13 |
| 5 | 0.563 0 | 38.14 | 32.03 |
| 6 | 0.537 0 | 36.37 | 35.18 |
| 7 | 0.524 4 | 35.52 | 36.69 |
| 8 | 0.526 2 | 35.64 | 36.47 |
| 9 | 0.485 4 | 32.88 | 41.40 |
续表
| 迭代数/次 | 体积比 | 质量/kg | 减重比/% |
|---|---|---|---|
| 10 | 0.519 4 | 35.18 | 37.30 |
| 11 | 0.478 9 | 32.44 | 42.19 |
| 12 | 0.500 7 | 33.91 | 39.56 |
| 13 | 0.488 2 | 33.07 | 41.06 |
| 14 | 0.490 2 | 33.20 | 40.82 |
| 15 | 0.490 0 | 33.19 | 40.85 |
| 16 | 0.487 7 | 33.03 | 41.13 |
| 17 | 0.485 4 | 32.88 | 41.40 |
| 18 | 0.486 0 | 32.92 | 41.33 |
| 19 | 0.484 6 | 32.82 | 41.50 |
| 20 | 0.485 2 | 32.86 | 41.43 |
| 21 | 0.483 7 | 32.77 | 41.60 |
| 22 | 0.482 1 | 32.65 | 41.80 |
| 23 | 0.484 0 | 32.78 | 41.57 |
| 24 | 0.481 1 | 32.58 | 41.93 |
| 25 | 0.480 4 | 32.54 | 42.00 |
| 26 | 0.479 5 | 32.48 | 42.12 |
| 27 | 0.478 2 | 32.39 | 42.27 |
| 28 | 0.477 0 | 32.31 | 42.41 |
| 29 | 0.475 5 | 32.21 | 42.60 |
| 30 | 0.474 5 | 32.14 | 42.71 |
| 31 | 0.471 7 | 31.95 | 43.06 |
| 32 | 0.472 7 | 32.02 | 42.94 |
| 33 | 0.470 3 | 31.86 | 43.23 |
| 34 | 0.469 2 | 31.78 | 43.36 |
| 35 | 0.465 2 | 31.51 | 43.84 |
| 36 | 0.470 0 | 31.84 | 43.26 |
| 37 | 0.466 6 | 31.60 | 43.68 |
| 38 | 0.464 7 | 31.48 | 43.90 |
| 39 | 0.466 1 | 31.57 | 43.73 |
| 40 | 0.467 0 | 31.63 | 43.63 |
| 41 | 0.465 2 | 31.51 | 43.83 |
| 42 | 0.462 8 | 31.35 | 44.13 |
| 43 | 0.464 3 | 31.45 | 43.95 |
| 44 | 0.463 9 | 31.42 | 44.00 |
由表3可知,随着拓扑优化迭代计算的推进,设计区的低效材料逐步被识别并移除,端板整体质量呈持续减小趋势,减重比不断提升并最终趋于稳定。当迭代至第44次时,优化结果满足所有约束条件且端板结构分布合理,端板质量相较于初始构型实现了44.00%的减重。在保持结构刚度不显著降低的前提下,该减重幅度不仅有效提升了电堆的比能量和功率密度,还为后续的模块化集成设计预留了质量余量,充分体现了所提出的拓扑优化方法在复杂约束条件下实现高效轻量化设计的显著优势。
为进一步评估拓扑优化结果的合理性,开展拓扑优化前后端板的应力与变形对比分析。图8所示为优化构型端板的应力分布云图。对比图8与图5(b)发现,优化构型端板的高应力区位置一致,主要集中在弹簧装配区域;最大Mises应力为243.0 MPa,相较于初始构型端板的最大Mises应力207.6 MPa约增大了17.05%,但仍低于端板材料的屈服应力284.06 MPa,表明优化构型端板的结构强度符合设计要求。在开展拓扑优化的过程中,除了要确保端板在装配过程中处于弹性变形状态外,还需严格控制其变形量,以满足预设的位移约束条件。图9所示为优化构型端板的位移分布云图。对比分析图9(a)与图6(b)发现,优化构型端板中间部分存在位移超过2.569 mm的区域,该现象与端板质量减小密切相关。但在电堆装配过程中,端板另一侧与绝缘板接触,能够更准确地反映电堆组件的变形状态。由图9(b)可知,优化构型端板载荷施加区的最大位移低于2.569 mm,符合拓扑优化模型中的位移约束条件,且优化构型在全域范围内的位移分布更加均匀。这种均匀化的变形特征有助于减少局部应力集中和降低接触电阻,从而提高钒电池电堆在运行过程中的电化学性能与稳定性。
图8
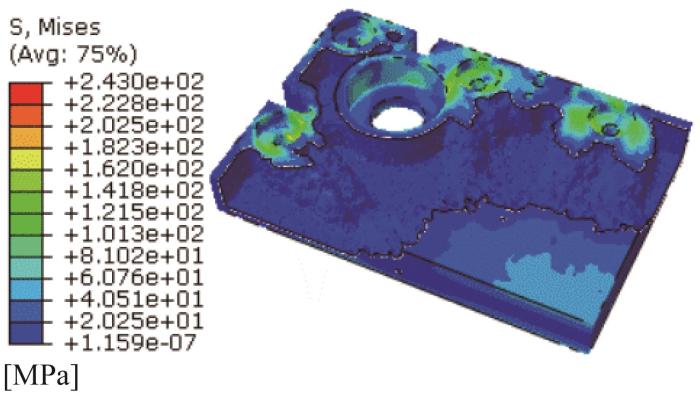
图8
优化构型端板的应力分布云图
Fig.8
Stress distribution contour plot of end plate in optimized configuration
图9
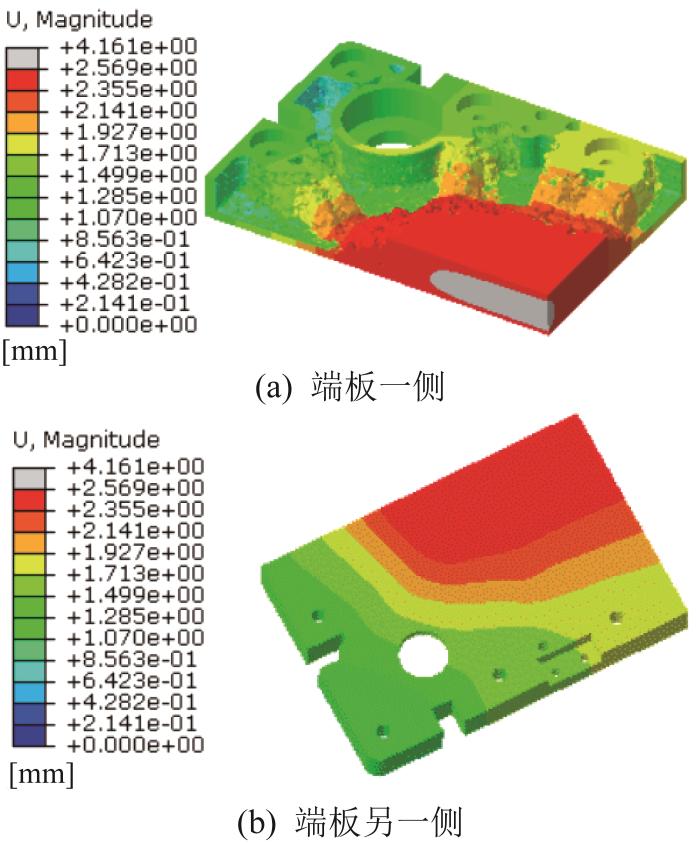
图9
优化构型端板的位移分布云图
Fig.9
Displacement distribution contour plots of end plate in optimized configuration
图10
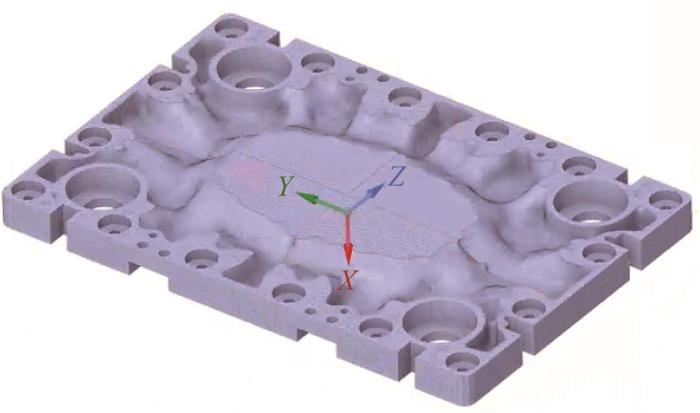
图10
优化构型端板的整体结构
Fig.10
Overall structure of end plate in optimized configuration
3 端板紧固件的受力变形分析
3.1 螺柱预紧力分析
除可用于端板在装配全过程中的变形预测与拓扑优化设计外,本文所提出的高保真建模方法同样适用于弹簧、螺柱等关键紧固件的受力与变形分析。该建模方法充分考虑了装配顺序与载荷施加路径,能够在统一的模型框架下同步求解端板与紧固件的力学响应,揭示装配过程中各构件间的力—变形耦合机制。通过对弹簧与螺柱的受力历程、螺柱预紧力分布及弹簧压缩量变化进行动态模拟,可为紧固件参数优化、电堆装配工艺改进以及结构均匀性控制提供精确的量化依据。螺柱参考点(RP-5、RP-6、RP-7、RP-8)的位置见图4,这些参考点与螺柱连接单元耦合,其支反力在数值上等于对应螺柱的预紧力。通过提取
参考点的支反力时程数据,可对电堆装配过程中的螺柱预紧力进行预测与评估。基于数值模拟结果,将提取的支反力时程数据换算为初始构型端板与优化构型端板装配全过程中的螺柱预紧力时程数据,并绘制对比曲线,如图11所示,以揭示端板构型对螺柱预紧力的影响规律。
图11
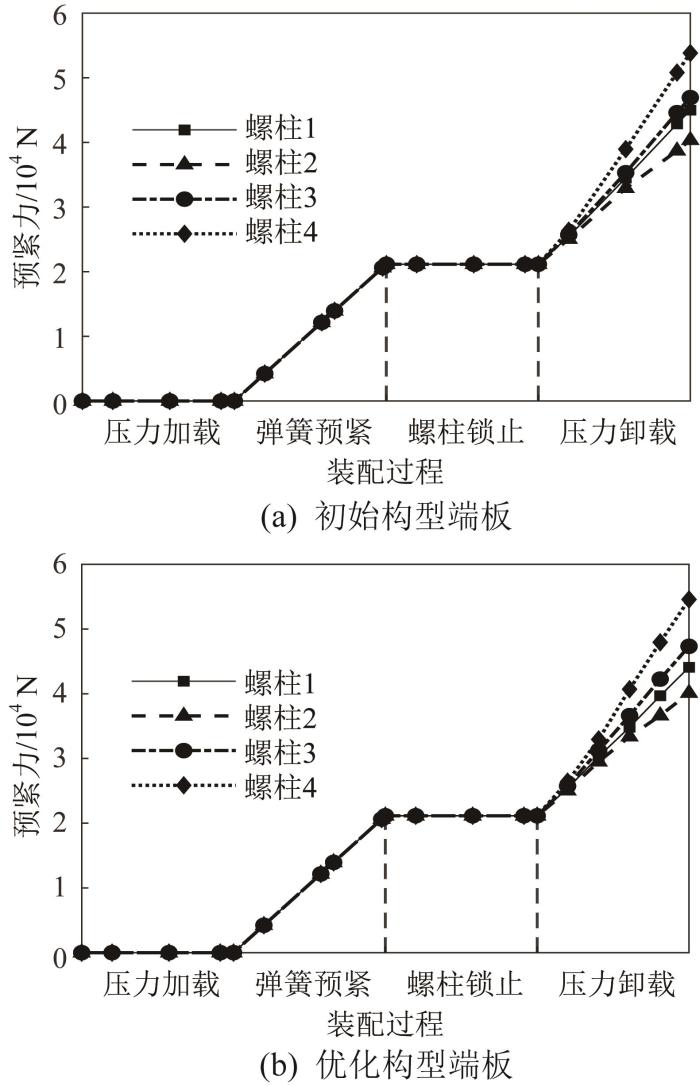
图11
不同构型端板的螺柱预紧力变化曲线
Fig.11
Variation curves of stud preload of end plates with different configurations
单独分析图11(a)、图11(b)发现:在压力加载阶段,螺柱连接单元全部处于抑制状态,因未与端板建立机械连接,故螺柱预紧力为0 N。在弹簧预紧阶段,螺柱预紧连接单元和弹簧连接单元被激活,与端板建立了机械连接,使得施加在弹簧承载面上的辅缸压力及螺柱初始预紧力开始传递,此阶段的螺柱预紧力随着预紧过程的推进呈现递增趋势,且弹簧预紧阶段结束时4根螺柱的预紧力均等于预设的21 150 N。在螺柱锁止阶段,螺柱锁止连接单元被激活,因未更改外部载荷与边界条件,本阶段的螺柱预紧力保持不变。在压力卸载阶段,通过解除位移限制区的约束以模拟压力机卸载过程,基于静力平衡条件开展端板的受力变形自协调计算,此阶段的螺柱预紧力随着压力卸载过程的推进呈现增大趋势。
为定量评价不同螺柱预紧力之间的差异性,定义螺柱预紧力变化率ηj :
式中:Fj 为第
基于所提取的数值模拟数据,获取压力卸载后的螺柱预紧力,结果如表4所示。结合表4数据与图4所示的螺柱安装位置分布可知,螺柱预紧力表现出显著的位置依赖性,整体趋势为:螺柱的安装位置越靠近端板对称中心,其预紧力越大;反之,越靠近端板对角区域,预紧力则相对越小。具体而言,在2种构型的端板中,螺柱预紧力均呈现明显的空间分布规律:位于端板对角附近的螺柱2的预紧力最小;位于纵向中部位置的螺柱4的预紧力最大,2种构型下其预紧力的最大变化率分别达到33.41%和36.06%。结果表明,螺柱预紧力的空间分布直接影响电堆组件局部变形的均匀性,进而对其接触电阻分布、电流密度均匀性及密封可靠性产生重要影响。因此,在钒电池电堆的结构设计与装配工艺规划中,应将螺柱预紧力的空间分布特征纳入设计优化范畴,通过精确设计与调控螺柱预紧力来实现密封性能、力学稳定性及电化学效率的综合提升。
表4 压力卸载后的螺柱预紧力及其变化率
Table 4
| 端板构型 | 预紧力/N | 变化率①/% | ||||||
|---|---|---|---|---|---|---|---|---|
| 螺柱1 | 螺柱2 | 螺柱3 | 螺柱4 | 螺柱1 | 螺柱2 | 螺柱3 | 螺柱4 | |
| 初始构型 | 44 979 | 40 349 | 46 936 | 53 828 | 11.48 | 0 | 16.33 | 33.41 |
| 优化构型 | 44 094 | 40 106 | 47 327 | 54 570 | 9.94 | 0 | 18.01 | 36.06 |
① 螺柱j相对于螺柱2的变化率。
3.2 弹簧受力变形分析
图12
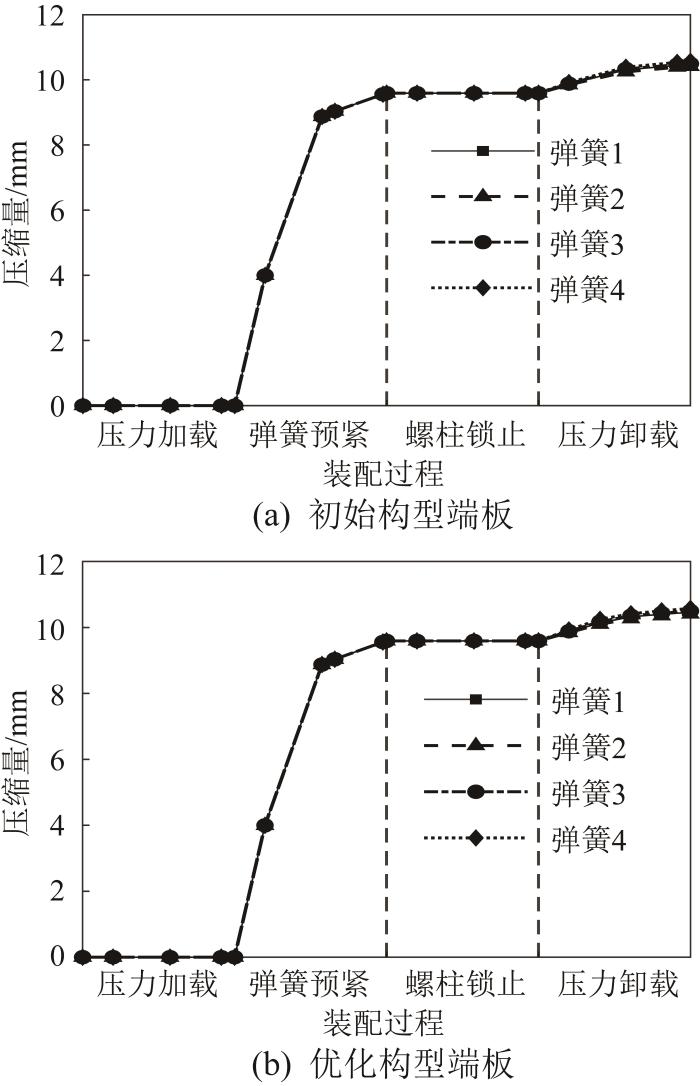
图12
不同构型端板的弹簧压缩量变化曲线
Fig.12
Variation curves of spring compression of end plates with different configurations
图13
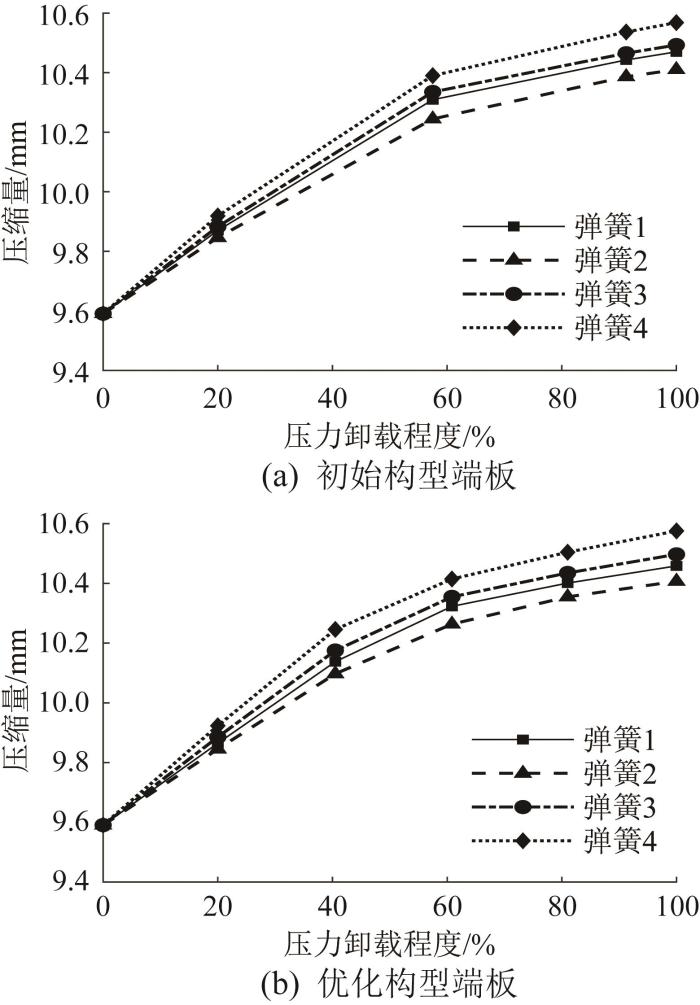
图13
压力卸载阶段的弹簧压缩量变化曲线
Fig.13
Variation curves of spring compression during pressure unloading
为定量评价不同弹簧压缩量的差异性并揭示端板构型对弹簧压缩量的影响规律,定义弹簧压缩量变化率δk :
式中:Sk 为第
基于所提取的数值模拟数据,计算压力卸载后的弹簧压缩量及其变化率,结果如表5所示。结果显示:在初始构型端板中,弹簧压缩量的最大变化量为0.16 mm,对应的变化率为1.54%;在优化构型端板中,弹簧压缩量的最大变化量及对应变化率分别为0.17 mm和1.63%。横向对比表明,在相同端板构型下,不同位置弹簧之间的压缩量差异极小,且其变化幅度在统计意义上不显著,说明端板构型对弹簧压缩变形行为的空间均匀性的影响有限。纵向对比表明,对于安装在同一位置的弹簧,2种构型之间压缩量的最大差异仅为0.01 mm,表明优化构型对弹簧压缩量分布特性的影响可忽略不计。综上,端板拓扑优化在实现显著减重的同时并未对弹簧的受力与变形一致性产生不利影响,从而确保了装配过程的力学协调性与结构稳定性。
表5 压力卸载后的弹簧压缩量及其变化率
Table 5
| 端板构型 | 压缩量/mm | 变化率①/% | ||||||
|---|---|---|---|---|---|---|---|---|
| 弹簧1 | 弹簧2 | 弹簧3 | 弹簧4 | 弹簧1 | 弹簧2 | 弹簧3 | 弹簧4 | |
| 初始构型 | 10.47 | 10.41 | 10.49 | 10.57 | 0.58 | 0 | 0.77 | 1.54 |
| 优化构型 | 10.46 | 10.41 | 10.50 | 10.58 | 0.48 | 0 | 0.86 | 1.63 |
① 弹簧k相对于弹簧2的变化率。
4 结 论
本文针对钒电池电堆端板质量大、装配过程复杂及轻量化设计缺乏系统方法的问题,提出了一种兼顾计算效率与精度的高保真变形预测及拓扑优化方法,主要创新点与结论如下。
1)建立了考虑电堆装配全过程的端板变形预测模型,利用结构对称性将计算规模缩减至1/4,在保证预测精度的前提下显著提升了计算效率(数百秒内),突破了工业级钒电池电堆大规模建模的计算瓶颈。
2)提出了融合装配工艺约束(压力加载—弹簧预紧—螺柱锁止—压力卸载四步)与制造工艺约束(最小构件尺寸、脱模角)的端板拓扑优化方法,克服了传统优化中忽略实际工艺条件的局限。
3)基于变密度法获得了减重44.00%的轻量化端板设计方案,优化构型在保持结构强度的同时改善了位移分布的均匀性,同时有效提升了单电堆的能量密度,为兆瓦级钒电池电堆提供了端板轻量化设计范式。
4)通过数值模拟系统地分析了不同端板构型下螺柱预紧力与弹簧压缩量的分布规律。螺柱预紧力的空间分布规律为:距端板对称中心越近,螺柱预紧力越大且差异显著。这对电堆装配工艺参数的优化设计及调控具有指导意义。
本文所提出的考虑电堆装配全过程的端板受力变形数值模拟预测方法通用性强,可推广至液流电池及燃料电池等的端板结构优化设计。面向未来更高性能、效率与可靠性的目标,可通过引入多物理场协同设计、人工智能辅助优化,并结合机械失效机理,开展端板全寿命周期综合优化,旨在为新一代储能系统提供关键技术支撑。

本文链接:https://www.zjujournals.com/gcsjxb/CN/10.3785/j.issn.1006-754X.2026.05.183
参考文献
Achieving stable and reliable assembly of flow battery stacks through equivalent mechanical models
[J].
Enhancing vanadium redox flow batteries performance through local compression ratio adjustment using stiffness gradient carbon felt electrodes
[J].
Fuel cell end plates: a review
[J].
Comparative analysis of circular and square end plates for a highly pressurized proton exchange membrane water electrolysis stack
[J].
Numerical investigation on the sensitivity of endplate design and gas diffusion material models in quantifying localized interface and bulk electrical resistance
[J].
Composite endplates with pre-curvature for PEMFC (polymer electrolyte membrane fuel cell)
[J].
Flexible fuel cell using stiffness-controlled endplate
[J].
Performance of DMFC with SS 316 bipolar/end plates
[J].
Research progress of aluminium alloy endplates for PEMFCs
[J].
Axiomatic design of the sandwich composite endplate for PEMFC in fuel cell vehicles
[J].
Optimization, design, and manufacturing of new steel-FRP automotive fuel cell medium pressure plate using compression molding
[J].
Clamping effects on the performance of proton exchange membrane fuel cell
[J].
钢带捆扎质子交换膜燃料电池端板拓扑优化
[J].
Topology optimization of steel strip bundling proton exchange membrane fuel cell end plate
[J].
Stepwise optimization of endplate of fuel cell stack assembled by steel belts
[J].
A review of sealing systems for proton exchange membrane fuel cells
[J].
Effects of bolt pre-loading variations on performance of GDL in a bolted PEMFC by 3-D FEM analysis
[J].
Effects of assembly torque on a proton exchange membrane fuel cell with stamped metallic bipolar plates
[J].
Study of contact pressure distribution in bolted encapsulated proton exchange membrane fuel cell membrane electrode assembly
[J].
Experimental study on the electrochemical performance of PEMFC under different assembly forces
[J].
Modeling analysis of the stress and displacement on stack end plate for the all-vanadium redox flow battery
[J].
绑带封装质子交换膜燃料电池端板拓扑优化
[J].
Topology optimization of the endplate of proton exchange membrane fuel cell packaged with belts
[J].DOI:10.3969/j.issn.1671-0630.2024.02.010 [本文引用: 1]
Multi-objective topology optimization of end plates of proton exchange membrane fuel cell stacks
[J].
高温质子交换膜燃料电池电堆端板拓扑优化
[J].
Topology optimization of end plates of high-temperature proton exchange membrane fuel cell stack
[J].
Endplate design and topology optimization of fuel cell stack clamped with bolts
[J].
Topology optimization design for the lightweight endplate of proton exchange membrane fuel cell stack clamped with bolts
[J].
Optimization and design for additive manufacturing of a fuel cell end plate
[J].
Design of honeycomb-filled end plate for proton exchange membrane fuel cells based on topology optimization
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}