塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛。然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] 。这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] 。针对注塑件的翘曲变形问题,现有研究已取得一定进展。Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础。李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路。许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合。然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究。
鉴于现有研究方法的局限性,引入可拓创新方法[11 ] 尤为必要。可拓创新方法通过构建注塑件可拓模型,系统分析结构与翘曲变形的关系,能够快速定位结构缺陷[12 ] 和生成多个候选优化方案,并结合模流分析确定最佳优化方案,有效提升了优化效率与质量,为解决大型注塑件的翘曲变形问题提供了新的优化路径。
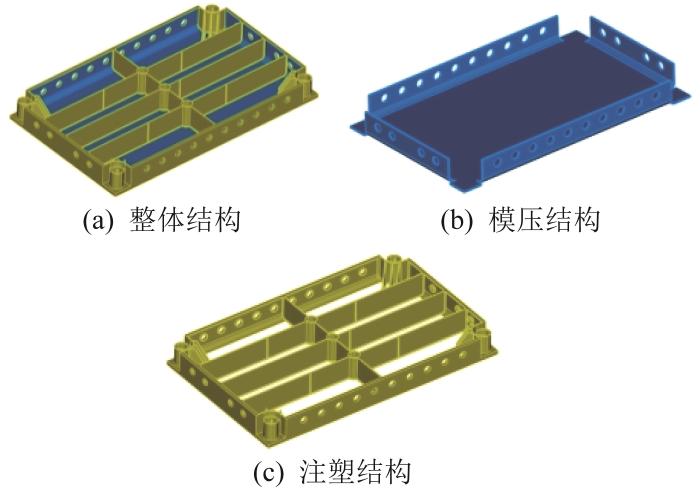
本文以大型注塑建筑模板为研究对象,对其翘曲变形控制和结构优化设计进行研究。该注塑件采用模压注塑一体成型工艺:先将加热软化的连续玻璃纤维增强聚丙烯复合板移入模具预压成型,再注入短切玻璃纤维增强聚丙烯复合材料,以形成框架和内部加强筋结构。该成型工艺结合了2种材料在力学性能上的优势[13 ] ,有效提升了建筑模板的整体结构强度。但是,这类注塑件的翘曲变形较大,难以满足装配精度需求。前期相关研究表明,单纯依靠注塑工艺参数优化,对该类注塑件翘曲变形的改善效果有限。基于此,本文拟应用可拓创新方法对大型注塑建筑模板进行结构优化,并结合仿真分析探索降低翘曲变形和提高成型精度的有效途径,旨在为同类型注塑件的设计与制造提供切实可行的优化范式。
1 注塑建筑模板的结构与材料参数
1.1 结构分析
本文所研究的大型注塑建筑模板的整体尺寸为650 mm×400 mm×65 mm,壁厚为3 mm,其结构组成如图1 所示。
图1
图1
大型注塑建筑模板三维模型
Fig.1
Three-dimensional model of large injection-molded building formwork
1.2 材料特性
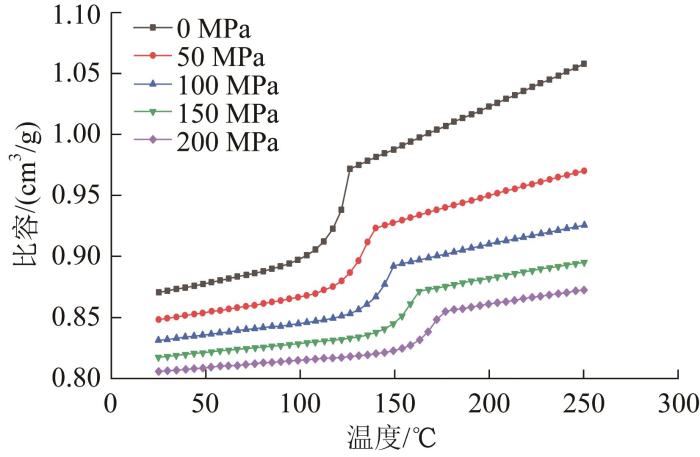
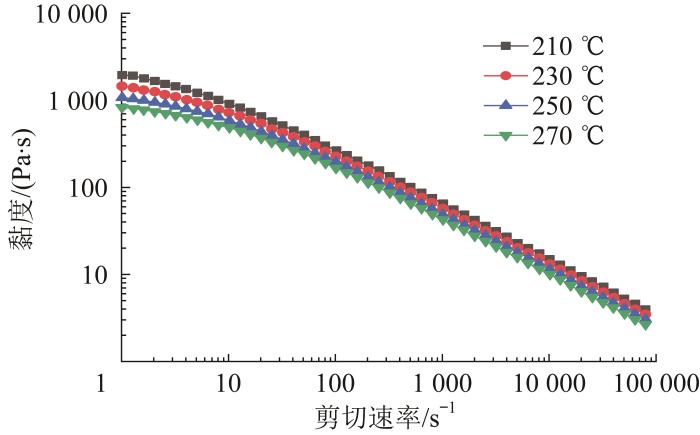
根据注塑制品的结构、性能及用途等,选用金发科技股份有限公司生产的30%短切玻璃纤维增强聚丙烯复合材料作为建筑模板的注塑材料(构建框架和加强筋结构),采用39.2%连续玻璃纤维增强聚丙烯复合材料作为模压嵌件材料。注塑材料的性能参数如表1 所示,模压嵌件线弹性材料的参数如表2 所示。注塑材料的PVT(pressure-volume-temperature,压力—体积—温度)曲线和黏度曲线分别如图2 和图3 所示。
图2
图2
注塑材料的PVT 曲线
Fig.2
PVT curves of injection molding material
图3
图3
注塑材料的黏度曲线
Fig.3
Viscosity curves of injection molding material
2 注塑建筑模板仿真分析与工艺参数优化
2.1 有限元模型构建
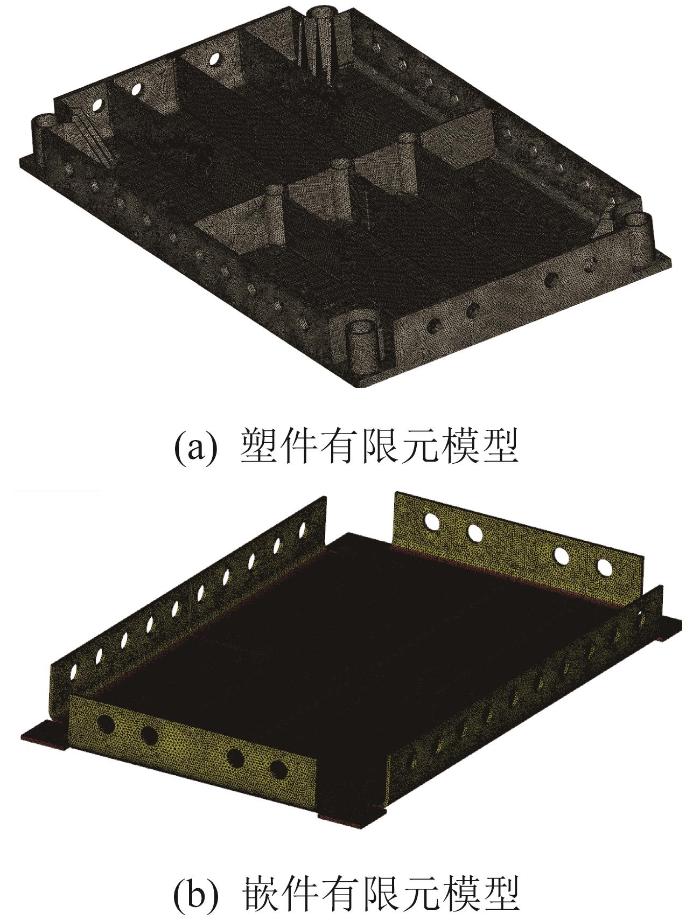
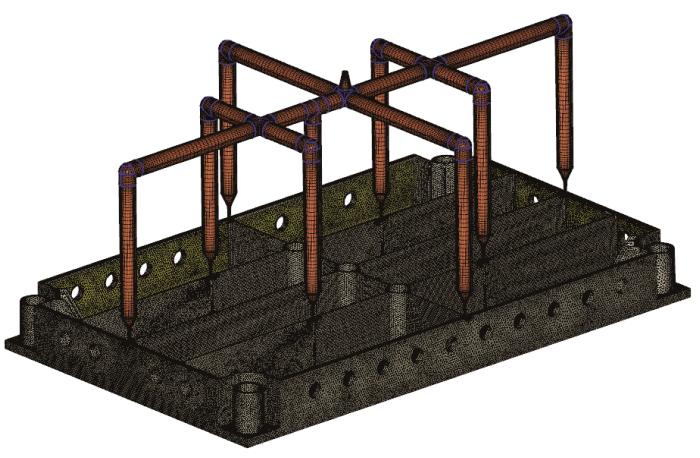
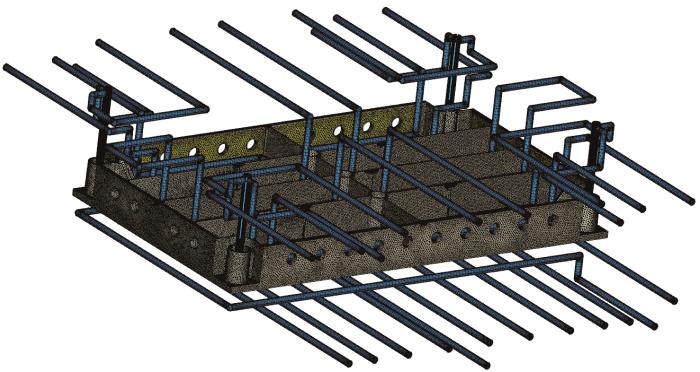
网格是模流分析的基础,网格划分精度直接影响模流分析结果的真实度[14 ] 。本文先将大型注塑建筑模板的三维模型以STP格式导入Moldex3D软件,并将模压结构设置为嵌件,注塑结构设置为塑件。随后,采用三维实体网格对建筑模板模型进行网格划分,并对局部网格进行加密处理,以确保整体网格质量满足模流分析的精度要求。最终划分得到的实体网格数量为3 952 057,其中塑件网格数量为1 447 776,热流道网格数量为319 789,嵌件网格数量为1 274 081,冷却水路网格数量为900 331。建筑模板中塑件和嵌件的有限元模型如图4 所示。浇注系统有限元模型如图5 所示,其中主流道直径为18 mm,分流道直径为20 mm,共设置9个直径为2.5 mm的浇口。冷却系统有限元模型如图6 所示,其中静模侧设置了10条冷却水路,动模侧设置了6条冷却水路,冷却水路的直径为15 mm。
图4
图4
注塑建筑模板有限元模型
Fig.4
Finite element model of injection-molded building formwork
图5
图5
浇注系统有限元模型
Fig.5
Finite element model of gating system
图6
图6
冷却系统有限元模型
Fig.6
Finite element model of cooling system
2.2 翘曲变形仿真分析
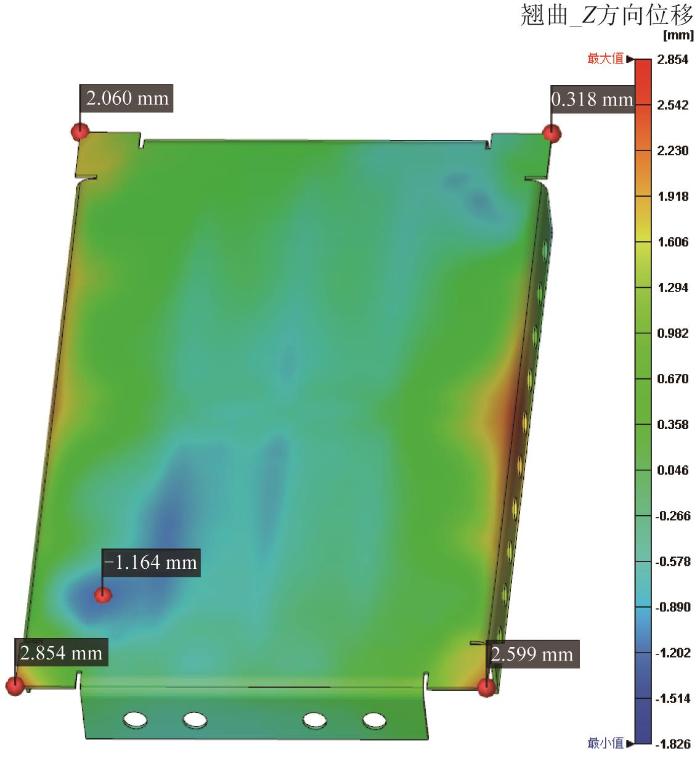
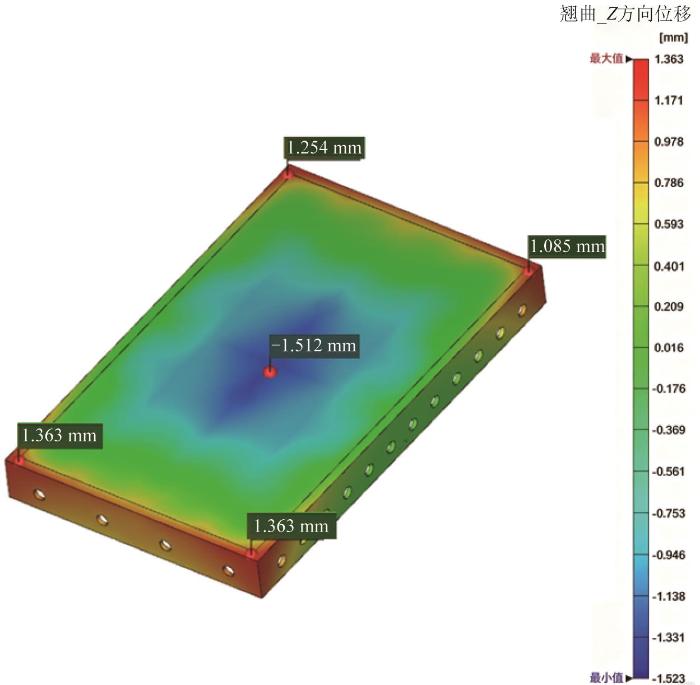
根据建筑模板中各材料的属性,设置注塑温度为230 ℃,模具温度为80 ℃,注射时间为3.0 s,保压压力为40 MPa,保压时间为8.0 s;静模侧冷却水温为50 ℃,动模侧冷却水温为50 ℃,冷却时间为80.0 s。分析顺序设置如下(采用瞬时分析):充填—保压—冷却—翘曲。通过有限元仿真得到初始注塑建筑模板底面的翘曲变形云图,如图7 所示。
图7
图7
初始注塑建筑模板底面翘曲变形云图
Fig.7
Cloud map of warpage deformation on the bottom surface of initial injection-molded building formwork
由图7 可知,初始注塑建筑模板底面各部分的翘曲变形程度不同。若采用最大翘曲变形量来衡量其翘曲变形程度,则存在较大的局限性[15 ] 。为了统一定量评价注塑建筑模板的翘曲程度,本文采用与实际物理测量一致的评估准则来计算宏观翘曲变形量。以注塑建筑模板底面为基准面,分别提取2条对角线端点处的Z 向位移并求平均值,取其中较大的平均位移与整个底面的最小Z 向位移作差,从而得到底面翘曲变形量。结合图7 计算可得,该注塑建筑模板底面的翘曲变形量为3.49 mm,远远超过建筑模板装配精度所要求的2.90 mm。
2.3 工艺参数优化
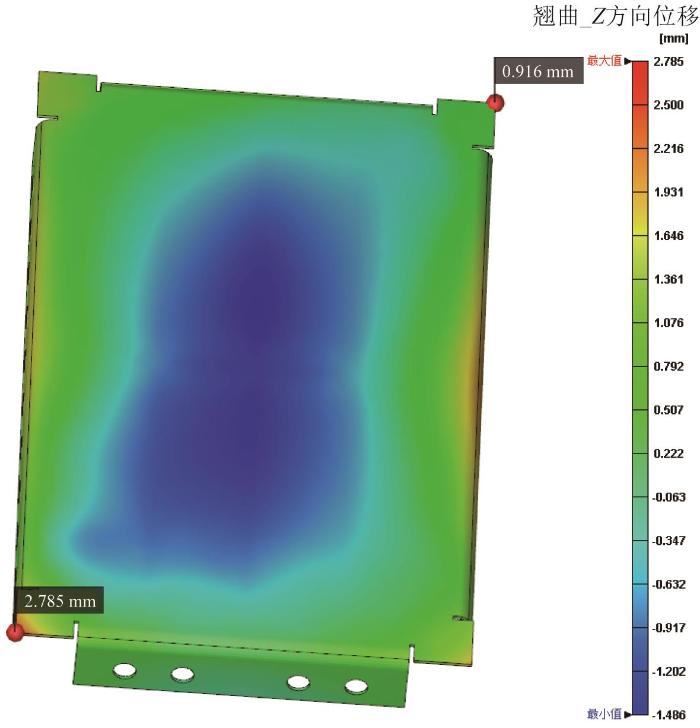
为减小注塑建筑模板的翘曲变形量,在初始方案模拟分析的基础上开展工艺参数优化。经过多组工艺参数优化后,得到以下最佳工艺参数:注塑温度为230 ℃,模具温度为50 ℃,注射时间为3.7 s,保压压力为45 MPa,保压时间为3.0 s;静模侧冷却水温为50 ℃,动模侧冷却水温为50 ℃,冷却时间为80.0 s。基于最优工艺参数,对注塑建筑模板的翘曲变形进行有限元仿真分析,结果如图8 所示。结果表明,工艺参数优化虽能改善翘曲变形,但效果有限:优化后底面的翘曲变形量为3.34 mm,仍高于设计要求的2.90 mm。因此,单纯开展工艺参数优化仍无法满足大型注塑建筑模板低翘曲变形的要求,需通过结构改进设计才能实现低翘曲变形目标。
图8
图8
工艺参数优化后注塑建筑模板底面翘曲变形云图
Fig.8
Cloud map of warpage deformation on the bottom surface of injection-molded building formwork after process parameter optimization
3 注塑建筑模板可拓优化设计
3.1 可拓模型建立
为实现对大型注塑件的结构改进,需先对其缺陷进行系统分析。本文借助可拓模型对注塑件的结构特征及其优化问题进行形式化表达,以避免因关键细节遗漏而影响可拓优化策略的生成[16 ] 。
本文以减小注塑建筑模板翘曲变形量为目标,构建其可拓模型[17 ] 。根据结构特点,将注塑建筑模板B0 分为嵌件B1 和塑件B2 ,其中塑件B2 可细分为框架B3 和加强筋B4 ,而加强筋B4 又可细分为横向加强筋B 4 1 B 4 2 B 4 3 B 4 4 0 的初始结构条件的形式化表达如下:
M 0 = B 0 , 底面 翘曲 变形 量 , 成型 方式 , 3.49 m m 模压 ∧ 注塑 = M 0 a M 0 b
M 1 = 嵌件 B 1 , 厚度 , 3 m m 长度 , 650 m m 宽度 , 400 m m 高度 , 62 m m 对角 结构 , 开口 ∧ 方块 = M 1 a M 1 b M 1 c M 1 d M 1 e
M 2 = 框架 B 3 , 厚度 , 3 m m 深孔 位置 , 对角 用途 , 装配 = M 2 a M 2 b M 2 c
M 3 = 横向 加强 筋 B 4 1 , 厚度 , 3 m m 高度 , 55 m m 数量 , 3 筋间 距 , 100 m m = M 3 a M 3 b M 3 c M 3 d
M 4 = 纵向 加强 筋 B 4 2 , 厚度 , 3 m m 高度 , 55 m m 数量 , 1 = M 4 a M 4 b M 4 c
M 5 = 局部 加强 筋 B 4 3 , 厚度 , 3 m m 布局 方式 , 60 ° 倾斜 布局 位置 , 对角 = M 5 a M 5 b M 5 c
M 6 = 空心 柱 B 4 4 , 形状 , 圆柱 形 厚度 , 3 m m 高度 , 55 m m 数量 , 3 外径 , ∅ 20 m m 布局 位置 , 十字 交叉 处 用途 , 避免 厚度 不均 = M 6 a M 6 b M 6 c M 6 d M 6 e M 6 f M 6 g
3.2 相关分析与可拓变换
对注塑件的可拓模型进行相关分析[18 ] ,并根据领域知识和常识获得减小翘曲变形量的思路。随后,根据拓展分析进行可拓变换,运用置换、增删、扩缩、分解和共轭变换等手段生成多种结构改进方案[19 ] 。
根据领域知识,对注塑建筑模板的翘曲变形与嵌件结构和加强筋结构进行相关分析,对应的初始相关网模型如下:
M 0 a ← ∧ M 2 a ~ M 3 a ~ M 4 a ~ M 5 a ← ∼ M 1 a M 3 b ~ M 4 b ~ M 6 c M 1 e ← ∧ M 5 b M 5 c ← ∼ M 2 b M 3 c M 3 d M 4 c
根据上述相关分析结果,结合建筑模板的使用场景,利用发散分析将结构优化设计思路进一步具体化:
M 1 e ┤ M 11 e = 嵌件 B 11 , 对角 结构 , 闭口 M 12 e = 嵌件 B 12 , 对角 结构 , 开口
M 2 b ┤ M 21 b = 框架 B 31 , 深孔 位置 , 横向 加强 筋上 M 22 b = 框架 B 32 , 深孔 位置 , 纵向 加强 筋上 M 23 b = 框架 B 33 , 深孔 位置 , 框架 内 M 3 b ┤ M 31 b = 横向 加强 筋 B 41 1 , 高度 , 58 m m M 32 b = 横向 加强 筋 B 42 1 , 高度 , 52 m m
M 3 c ┤ M 31 c = 横向 加强 筋 B 43 1 , 数量 , 1 M 32 c = 横向 加强 筋 B 44 1 , 数量 , 5
M 3 d ┤ M 31 d = 横向 加强 筋 B 45 1 , 筋间 距 , 0 m m M 32 d = 横向 加强 筋 B 46 1 , 筋间 距 , 120 m m
M 5 b ┤ M 51 b = 局部 加强 筋 B 41 3 , 布局 方式 , 水平 交叉 M 52 b = 局部 加强 筋 B 42 3 , 布局 方式 , 水平 交错 M 53 b = 局部 加强 筋 B 43 3 , 布局 方式 , 仿生 蜂窝 M 54 b = 局部 加强 筋 B 44 3 , 布局 方式 , 网格
通过发散分析并结合产品的实际应用场景,对注塑建筑模板结构进行深入分析,发现用于装配的深孔可以布置在加强筋交叉处。该结构改进可在满足装配精度要求的同时避免加强筋交叉处厚度不均匀。
由上述相关分析和发散分析结果可知,对所建立的可拓模型实施主动变换ϕ T ϕ [20 ] :
ϕ 1 M 2 b = 框架 B 31 , 深孔 位置 , 横向 加强 筋上 = M 21 b
T ϕ 1 ' M 5 b = 局部 加强 筋 B 42 3 , 布局 方式 , 水平 交错 = M 52 b
T ϕ 1 ″ M 1 e = 嵌件 B 12 , 对角 结构 , 开口 = M 11 e
3.3 可拓策略生成
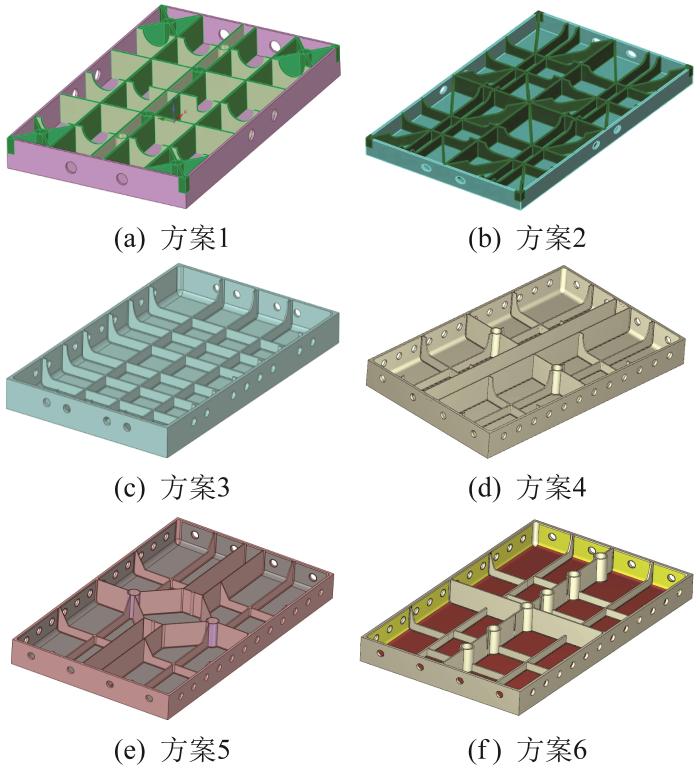
根据上文对注塑建筑模板的拓展分析和可拓变换,在实施不同的可拓变换及运算后,获得其结构优化的可拓策略集,如图9 所示。随后,利用优度评价方法[21 ] 获得可行方案。限于篇幅,本文只对翘曲变形量最小的注塑建筑模板结构优化方案进行分析与展示。
图9
图9
注塑建筑模板结构优化可拓策略集
Fig.9
Extension strategy set for structural optimization of injection-molded building formwork
3.4 可拓优化结果分析
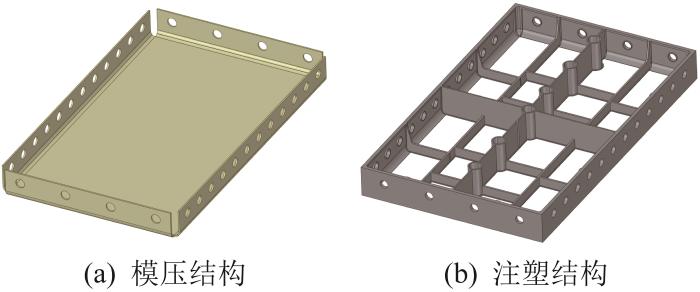
为验证结构优化的有效性并排除工艺参数变化的干扰,在与初始方案相同的成型工艺下,分别对每个注塑建筑模板结构优化方案进行仿真分析,得到方案6对应的底面翘曲变形量最小。方案6对应的模压结构和注塑结构如图10 所示。
图10
图10
方案6 对应的注塑建筑模板结构
Fig.10
Injection-molded building formwork structure corresponding to scheme 6
通过有限元仿真得到结构优化后注塑建筑模板底面的翘曲变形云图,如图11 所示。从图11 中可以看出,该方案下注塑建筑模板底面表现为短边的翘曲变形较大,中心翘曲变形较小。根据实际的翘曲变形测量方法,得到结构优化后注塑建筑模板底面的翘曲变形量为2.82 mm。
图11
图11
结构优化后注塑建筑模板底面翘曲变形云图
Fig.11
Cloud map of warpage deformation on the bottom surface of injection-molded building formwork after structural optimization
3.5 试模生产
基于模流分析结果,对注塑建筑模板的结构进行针对性修正。在修正过程中,采用KM651-4300GX型注塑机进行试模生产。试模的工艺参数设置参考模流分析所优化的参数。所生产的注塑建筑模板如图12 所示。基于注塑建筑模板的结构特征,利用塞尺测量3个制品底面的翘曲变形量,分别为2.7、2.5、2.8 mm,与仿真结果接近且满足设计要求;底面翘曲变形量仿真值与实测平均值的最大相对误差为5.6%,进一步验证了结构优化方案的可行性。
图12
图12
注塑建筑模板实物图
Fig.12
Physical picture of injection-molded building formwork
4 结 论
本文针对大型注塑件翘曲变形过大的问题,提出了一种基于可拓创新的结构优化设计方法,并以注塑建筑模板为例开展了系统研究,主要结论如下。
1)基于可拓创新方法,建立了注塑建筑模板的可拓模型,并生成了6种结构优化的候选方案,通过翘曲变形仿真确定了方案6为最佳的结构优化方案。该结构优化方案可使注塑建筑模板底面的翘曲变形量由3.49 mm降为2.82 mm,验证了所提出的方法在快速定位结构缺陷和指导结构优化方面的有效性,为同类大尺寸、复杂注塑件的结构优化设计提供了参考。
2)通过试模生产发现,结构优化后注塑建筑模板底面的翘曲变形满足设计要求,翘曲变形量仿真值与实测平均值的最大相对误差仅为5.6%,验证了所提出的结构优化方案的可行性。
本文链接: https://www.zjujournals.com/gcsjxb/CN/10.3785/j.issn.1006-754X.2026.05.179
参考文献
View Option
[5]
[本文引用: 1]
HU D P WU X M CHEN L F et al Formation mechanism analysis of melt sink mark defects inside mold cavity for large thin-wall plastic parts and parameters optimization model of molding process
[J]. China Plastics , 2017 , 31 (3 ): 76 -81 .
DOI:10.19491/j.issn.1001-9278.2017.03.014
[本文引用: 1]
[7]
GUERRA N B REIS T M SCOPEL T et al Influence of process parameters and post-molding condition on shrinkage and warpage of injection-molded plastic parts with complex geometry
[J]. The International Journal of Advanced Manufacturing Technology , 2023 , 128 (1/2 ): 479 -490 .
[本文引用: 1]
[9]
许宝武 新型建筑用碳纤维复合材料的注塑成型与工艺优化
[J]. 合成材料老化与应用 , 2020 , 49 (1 ): 55 -56 , 102 .
[本文引用: 1]
XU B W Injection molding and process optimization of new carbon fiber composites for building
[J]. Synthetic Materials Aging and Application , 2020 , 49 (1 ): 55 -56 , 102 .
[本文引用: 1]
[12]
[本文引用: 1]
YI K Extension modular conceptual design of technologies and execution mechanisms for glue-pouring machine
[D]. Guangzhou : Guangdong University of Technology , 2020 : 23 -86 .
DOI:10.17520/biods.2020304
[本文引用: 1]
[13]
张国庆 , 李晓拓 , 蒲颖 连续纤维增强热塑性复合材料一体成型工艺研究进展及其应用
[J]. 化学推进剂与高分子材料 , 2024 , 22 (6 ): 34 -38 .
[本文引用: 1]
ZHANG G Q LI X T PU Y Research progress in integrated molding technology of continuous fiber reinforced thermoplastic composites and its applications
[J]. Chemical Propellants & Polymeric Materials , 2024 , 22 (6 ): 34 -38 .
[本文引用: 1]
[14]
刘其南 , 林权 基于Moldex3D的注射成型非平衡式多腔流道及模具设计
[J]. 新余学院学报 , 2020 , 25 (6 ): 15 -22 .
[本文引用: 1]
LIU Q N LIN Q Moldex3D-based design of injection molding unbalanced multi-cavity flow channel and mold
[J]. Journal of Xinyu University , 2020 , 25 (6 ): 15 -22 .
[本文引用: 1]
[16]
[本文引用: 1]
GUI F Z REN S D ZHAO Y W et al Product innovation design using the modified third creation method
[J]. CAAI Transactions on Intelligent Systems , 2017 , 12 (1 ): 38 -46 .
DOI:10.11992/tis.201610016
[本文引用: 1]
[17]
杨春燕 , 蔡文 可拓学 [M]. 北京 : 科学出版社 , 2014 : 10 -136 .
[本文引用: 1]
YANG C Y CAI W Extenics [M]. Beijing : Science Press , 2014 : 10 -136 .
[本文引用: 1]
[18]
李文军 , 杨春燕 , 汤龙 , 等 可拓学中相关关系的变换方法研究
[J]. 智能系统学报 , 2019 , 14 (4 ): 619 -626 .
[本文引用: 1]
LI W J YANG C Y TANG L et al Research on the transformation method for the correlation relation in extenics
[J]. CAAI Transactions on Intelligent Systems , 2019 , 14 (4 ): 619 -626 .
[本文引用: 1]
[20]
[本文引用: 1]
TANG L YANG C Y Conductive transformation under complicated basic-element correlative network
[J]. CAAI Transactions on Intelligent Systems , 2016 , 11 (1 ): 104 -110 .
DOI:10.11992/tis.201507054
[本文引用: 1]
[21]
[本文引用: 1]
YANG C Y CAI W Recent research progress in dependent functions in extension sets
[J]. Journal of Guangdong University of Technology , 2012 , 29 (2 ): 7 -14 .
DOI:10.3969/j.issn.1007-7162.2012.02.002
[本文引用: 1]
塑料在汽车轻量化中的应用
1
2020
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
塑料在汽车轻量化中的应用
1
2020
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
智能手机外壳精密注塑模设计
1
2022
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
智能手机外壳精密注塑模设计
1
2022
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
基于Moldex3D的插座外壳的注塑优化
1
2025
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
基于Moldex3D的插座外壳的注塑优化
1
2025
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
注塑制品翘曲变形的研究
1
2001
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
注塑制品翘曲变形的研究
1
2001
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
大型薄壁注塑件型腔内熔体缩痕缺陷形成机理分析及成型参数优化模型的研究
1
2017
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
大型薄壁注塑件型腔内熔体缩痕缺陷形成机理分析及成型参数优化模型的研究
1
2017
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
大型浇注薄壁件的翘曲优化
1
2014
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
大型浇注薄壁件的翘曲优化
1
2014
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
Influence of process parameters and post-molding condition on shrinkage and warpage of injection-molded plastic parts with complex geometry
1
2023
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
大型建筑模板注塑成型数值模拟与实验研究
1
2012
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
大型建筑模板注塑成型数值模拟与实验研究
1
2012
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
新型建筑用碳纤维复合材料的注塑成型与工艺优化
1
2020
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
新型建筑用碳纤维复合材料的注塑成型与工艺优化
1
2020
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
薄壁深孔复杂壳形塑件的多目标注塑工艺参数组合设计
1
2020
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
薄壁深孔复杂壳形塑件的多目标注塑工艺参数组合设计
1
2020
... 塑料制品具有成本低、可塑性强等优点,在汽车[1 ] 、电子外壳[2 ] 及家电结构件[3 ] 等领域应用广泛.然而,注塑成型过程中的翘曲变形一直是制约产品制造的难题,不仅会影响产品外观,还会严重降低产品的装配精度和使用性能[4 ] .这一问题在大型注塑件上尤为突出,其大表面积和小壁厚的特性显著增加了翘曲变形风险[5 -6 ] .针对注塑件的翘曲变形问题,现有研究已取得一定进展.Guerra等[7 ] 深入探讨了具有复杂几何形状的注塑件的收缩翘曲与工艺参数及脱模后条件之间的关系,揭示了工艺参数对注塑件翘曲变形的影响规律,为后续的工艺优化提供了理论基础.李金国等[8 ] 针对大型建筑模板的翘曲变形问题进行了研究,发现其翘曲变形的主因是结构不合理和压力分布不均,进而通过结构改进和热流道时序阀技术加以控制,为解决建筑模板的翘曲变形问题提供了新思路.许宝武[9 ] 采用正交实验设计方法,明确了熔体温度、注射压力、保压压力和注射时间等关键工艺参数对建筑用碳纤维复合材料注塑件翘曲变形的影响顺序,并据此进行了工艺参数优化,确定了最佳工艺参数组合.然而,目前针对大尺寸、结构复杂注塑件的研究稍显不足,且大多侧重于工艺参数优化[10 ] ,缺乏对注塑件结构缺陷快速定位与系统性优化的相关研究. ...
1
2017
... 鉴于现有研究方法的局限性,引入可拓创新方法[11 ] 尤为必要.可拓创新方法通过构建注塑件可拓模型,系统分析结构与翘曲变形的关系,能够快速定位结构缺陷[12 ] 和生成多个候选优化方案,并结合模流分析确定最佳优化方案,有效提升了优化效率与质量,为解决大型注塑件的翘曲变形问题提供了新的优化路径. ...
1
2017
... 鉴于现有研究方法的局限性,引入可拓创新方法[11 ] 尤为必要.可拓创新方法通过构建注塑件可拓模型,系统分析结构与翘曲变形的关系,能够快速定位结构缺陷[12 ] 和生成多个候选优化方案,并结合模流分析确定最佳优化方案,有效提升了优化效率与质量,为解决大型注塑件的翘曲变形问题提供了新的优化路径. ...
灌胶机工艺与执行机构的可拓模块化概念设计
1
2020
... 鉴于现有研究方法的局限性,引入可拓创新方法[11 ] 尤为必要.可拓创新方法通过构建注塑件可拓模型,系统分析结构与翘曲变形的关系,能够快速定位结构缺陷[12 ] 和生成多个候选优化方案,并结合模流分析确定最佳优化方案,有效提升了优化效率与质量,为解决大型注塑件的翘曲变形问题提供了新的优化路径. ...
灌胶机工艺与执行机构的可拓模块化概念设计
1
2020
... 鉴于现有研究方法的局限性,引入可拓创新方法[11 ] 尤为必要.可拓创新方法通过构建注塑件可拓模型,系统分析结构与翘曲变形的关系,能够快速定位结构缺陷[12 ] 和生成多个候选优化方案,并结合模流分析确定最佳优化方案,有效提升了优化效率与质量,为解决大型注塑件的翘曲变形问题提供了新的优化路径. ...
连续纤维增强热塑性复合材料一体成型工艺研究进展及其应用
1
2024
... 本文以大型注塑建筑模板为研究对象,对其翘曲变形控制和结构优化设计进行研究.该注塑件采用模压注塑一体成型工艺:先将加热软化的连续玻璃纤维增强聚丙烯复合板移入模具预压成型,再注入短切玻璃纤维增强聚丙烯复合材料,以形成框架和内部加强筋结构.该成型工艺结合了2种材料在力学性能上的优势[13 ] ,有效提升了建筑模板的整体结构强度.但是,这类注塑件的翘曲变形较大,难以满足装配精度需求.前期相关研究表明,单纯依靠注塑工艺参数优化,对该类注塑件翘曲变形的改善效果有限.基于此,本文拟应用可拓创新方法对大型注塑建筑模板进行结构优化,并结合仿真分析探索降低翘曲变形和提高成型精度的有效途径,旨在为同类型注塑件的设计与制造提供切实可行的优化范式. ...
连续纤维增强热塑性复合材料一体成型工艺研究进展及其应用
1
2024
... 本文以大型注塑建筑模板为研究对象,对其翘曲变形控制和结构优化设计进行研究.该注塑件采用模压注塑一体成型工艺:先将加热软化的连续玻璃纤维增强聚丙烯复合板移入模具预压成型,再注入短切玻璃纤维增强聚丙烯复合材料,以形成框架和内部加强筋结构.该成型工艺结合了2种材料在力学性能上的优势[13 ] ,有效提升了建筑模板的整体结构强度.但是,这类注塑件的翘曲变形较大,难以满足装配精度需求.前期相关研究表明,单纯依靠注塑工艺参数优化,对该类注塑件翘曲变形的改善效果有限.基于此,本文拟应用可拓创新方法对大型注塑建筑模板进行结构优化,并结合仿真分析探索降低翘曲变形和提高成型精度的有效途径,旨在为同类型注塑件的设计与制造提供切实可行的优化范式. ...
基于Moldex3D的注射成型非平衡式多腔流道及模具设计
1
2020
... 网格是模流分析的基础,网格划分精度直接影响模流分析结果的真实度[14 ] .本文先将大型注塑建筑模板的三维模型以STP格式导入Moldex3D软件,并将模压结构设置为嵌件,注塑结构设置为塑件.随后,采用三维实体网格对建筑模板模型进行网格划分,并对局部网格进行加密处理,以确保整体网格质量满足模流分析的精度要求.最终划分得到的实体网格数量为3 952 057,其中塑件网格数量为1 447 776,热流道网格数量为319 789,嵌件网格数量为1 274 081,冷却水路网格数量为900 331.建筑模板中塑件和嵌件的有限元模型如图4 所示.浇注系统有限元模型如图5 所示,其中主流道直径为18 mm,分流道直径为20 mm,共设置9个直径为2.5 mm的浇口.冷却系统有限元模型如图6 所示,其中静模侧设置了10条冷却水路,动模侧设置了6条冷却水路,冷却水路的直径为15 mm. ...
基于Moldex3D的注射成型非平衡式多腔流道及模具设计
1
2020
... 网格是模流分析的基础,网格划分精度直接影响模流分析结果的真实度[14 ] .本文先将大型注塑建筑模板的三维模型以STP格式导入Moldex3D软件,并将模压结构设置为嵌件,注塑结构设置为塑件.随后,采用三维实体网格对建筑模板模型进行网格划分,并对局部网格进行加密处理,以确保整体网格质量满足模流分析的精度要求.最终划分得到的实体网格数量为3 952 057,其中塑件网格数量为1 447 776,热流道网格数量为319 789,嵌件网格数量为1 274 081,冷却水路网格数量为900 331.建筑模板中塑件和嵌件的有限元模型如图4 所示.浇注系统有限元模型如图5 所示,其中主流道直径为18 mm,分流道直径为20 mm,共设置9个直径为2.5 mm的浇口.冷却系统有限元模型如图6 所示,其中静模侧设置了10条冷却水路,动模侧设置了6条冷却水路,冷却水路的直径为15 mm. ...
塑件翘曲度及其计算方法
1
2008
... 由图7 可知,初始注塑建筑模板底面各部分的翘曲变形程度不同.若采用最大翘曲变形量来衡量其翘曲变形程度,则存在较大的局限性[15 ] .为了统一定量评价注塑建筑模板的翘曲程度,本文采用与实际物理测量一致的评估准则来计算宏观翘曲变形量.以注塑建筑模板底面为基准面,分别提取2条对角线端点处的Z 向位移并求平均值,取其中较大的平均位移与整个底面的最小Z 向位移作差,从而得到底面翘曲变形量.结合图7 计算可得,该注塑建筑模板底面的翘曲变形量为3.49 mm,远远超过建筑模板装配精度所要求的2.90 mm. ...
塑件翘曲度及其计算方法
1
2008
... 由图7 可知,初始注塑建筑模板底面各部分的翘曲变形程度不同.若采用最大翘曲变形量来衡量其翘曲变形程度,则存在较大的局限性[15 ] .为了统一定量评价注塑建筑模板的翘曲程度,本文采用与实际物理测量一致的评估准则来计算宏观翘曲变形量.以注塑建筑模板底面为基准面,分别提取2条对角线端点处的Z 向位移并求平均值,取其中较大的平均位移与整个底面的最小Z 向位移作差,从而得到底面翘曲变形量.结合图7 计算可得,该注塑建筑模板底面的翘曲变形量为3.49 mm,远远超过建筑模板装配精度所要求的2.90 mm. ...
基于改进可拓学第三创造法的产品创新设计
1
2017
... 为实现对大型注塑件的结构改进,需先对其缺陷进行系统分析.本文借助可拓模型对注塑件的结构特征及其优化问题进行形式化表达,以避免因关键细节遗漏而影响可拓优化策略的生成[16 ] . ...
基于改进可拓学第三创造法的产品创新设计
1
2017
... 为实现对大型注塑件的结构改进,需先对其缺陷进行系统分析.本文借助可拓模型对注塑件的结构特征及其优化问题进行形式化表达,以避免因关键细节遗漏而影响可拓优化策略的生成[16 ] . ...
1
2014
... 本文以减小注塑建筑模板翘曲变形量为目标,构建其可拓模型[17 ] .根据结构特点,将注塑建筑模板B0 分为嵌件B1 和塑件B2 ,其中塑件B2 可细分为框架B3 和加强筋B4 ,而加强筋B4 又可细分为横向加强筋B 4 1 B 4 2 B 4 3 B 4 4 . 则注塑建筑模板B0 的初始结构条件的形式化表达如下: ...
1
2014
... 本文以减小注塑建筑模板翘曲变形量为目标,构建其可拓模型[17 ] .根据结构特点,将注塑建筑模板B0 分为嵌件B1 和塑件B2 ,其中塑件B2 可细分为框架B3 和加强筋B4 ,而加强筋B4 又可细分为横向加强筋B 4 1 B 4 2 B 4 3 B 4 4 . 则注塑建筑模板B0 的初始结构条件的形式化表达如下: ...
可拓学中相关关系的变换方法研究
1
2019
... 对注塑件的可拓模型进行相关分析[18 ] ,并根据领域知识和常识获得减小翘曲变形量的思路.随后,根据拓展分析进行可拓变换,运用置换、增删、扩缩、分解和共轭变换等手段生成多种结构改进方案[19 ] . ...
可拓学中相关关系的变换方法研究
1
2019
... 对注塑件的可拓模型进行相关分析[18 ] ,并根据领域知识和常识获得减小翘曲变形量的思路.随后,根据拓展分析进行可拓变换,运用置换、增删、扩缩、分解和共轭变换等手段生成多种结构改进方案[19 ] . ...
自动化立体仓库穿梭式货架的结构可拓设计
1
2022
... 对注塑件的可拓模型进行相关分析[18 ] ,并根据领域知识和常识获得减小翘曲变形量的思路.随后,根据拓展分析进行可拓变换,运用置换、增删、扩缩、分解和共轭变换等手段生成多种结构改进方案[19 ] . ...
自动化立体仓库穿梭式货架的结构可拓设计
1
2022
... 对注塑件的可拓模型进行相关分析[18 ] ,并根据领域知识和常识获得减小翘曲变形量的思路.随后,根据拓展分析进行可拓变换,运用置换、增删、扩缩、分解和共轭变换等手段生成多种结构改进方案[19 ] . ...
复杂基元相关网下的传导变换
1
2016
... 由上述相关分析和发散分析结果可知,对所建立的可拓模型实施主动变换ϕ T ϕ [20 ] : ...
复杂基元相关网下的传导变换
1
2016
... 由上述相关分析和发散分析结果可知,对所建立的可拓模型实施主动变换ϕ T ϕ [20 ] : ...
可拓集中关联函数的研究进展
1
2012
... 根据上文对注塑建筑模板的拓展分析和可拓变换,在实施不同的可拓变换及运算后,获得其结构优化的可拓策略集,如图9 所示.随后,利用优度评价方法[21 ] 获得可行方案.限于篇幅,本文只对翘曲变形量最小的注塑建筑模板结构优化方案进行分析与展示. ...
可拓集中关联函数的研究进展
1
2012
... 根据上文对注塑建筑模板的拓展分析和可拓变换,在实施不同的可拓变换及运算后,获得其结构优化的可拓策略集,如图9 所示.随后,利用优度评价方法[21 ] 获得可行方案.限于篇幅,本文只对翘曲变形量最小的注塑建筑模板结构优化方案进行分析与展示. ...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}