


熔融沉积成形(fused deposition modeling, FDM)是一种利用数字软件成像技术进行三维实体模型制造的工艺[1]。与其他3D打印成形工艺相比,FDM工艺具有打印丝材成本低、利用率高、安全可靠以及打印设备操作简单等优势。针对现有单喷头3D打印机打印效率低的问题,双喷头3D打印机的研制逐渐兴起,以进一步提高打印效率和节约资源。Stratasys公司开发的F370CR型FDM复合打印机能够控制双挤出喷头进行模型主体结构和支撑结构的打印[2],该类双喷头打印机比单喷头打印机快捷且高效。徐佳[3]设计了工业级大型FDM双喷头3D打印机,并研究了打印机各参数对打印质量的影响。双喷头打印机的研发与应用,有利于快速推进3D打印技术的发展。
FDM型3D打印机的热稳定性取决于对打印喷头加热过程的温度控制。在成形件的打印过程中,打印喷头的加热升温过程和恒温调节过程受到多种因素的影响,包括外界环境温度、打印速度和打印机的散热性能等。因此,整台3D打印机的温度控制模块须具备快速稳定控制打印喷头温度的能力,以保证打印材料能够保持良好的流动特性,避免因材料出现黏结等不良现象而阻碍打印过程的稳定进行。为解决3D打印过程中的温度控制问题,学者们提出了多种有效的控制算法,如自适应PID(proportional-integral-derivative,比例-积分-微分)控制算法、模糊PID控制算法等。李晓桐[4]设计了一种具有参数自校正功能的PID控制器,并以此为基础实现了FDM型3D打印机喷头温度的闭环控制。Altan等[5]提出采用自适应PID控制代替传统PID控制,可有效地控制3D打印机中加热台和打印喷头的温度,从而减小产品的表面误差。Liu等[6]通过对比多种PID控制算法发现,模糊PID控制算法能够在一定程度上提高打印喷头温度控制的精度,但由于参数修正的复杂性,模糊PID控制算法会耗费大量时间。
本文针对双喷头FDM型3D打印机在打印成形过程中存在的打印喷头加热时间滞后和加热系统稳定性差的问题,提出了一种基于遗传算法-模糊PID的温度控制方法,通过将具有全局搜索能力的遗传算法与模糊PID控制算法结合,实现更好的温度控制效果。
1 双喷头FDM型3D打印机温度控制系统模型
1.1 温度控制系统分析
双喷头FDM型3D打印机的打印喷头的温度控制稳定性直接影响3D打印成形件的质量。通过分析现场打印设备的调试结果可以发现,在打印过程中,打印喷头的温度变化受到多种因素的影响。打印喷头加热系统在升温阶段存在温度过冲问题,即当温度达到预设值后还会继续升高,而过高的温度会使打印喷头铺设出的丝材的残余温度过高,导致丝材的正常冷却和成形过程受阻,同时也可能通过热传导方式影响之前已凝固的部分样件。此外,3D打印机的温度控制系统对打印喷头温度的调节响应慢,需要几分钟后才能达到相对稳定的状态,且当温度相对稳定一段时间后,温度会下降10%左右,而过低的温度会影响成形件的层间结合,导致出现分层现象。因此,在每一次打印前,3D打印机都要将打印喷头的温度调节至打印材料所需的熔融温度,过长的温度调节时间制约了打印效率。目前,市面上的桌面级3D打印机通常采用传统PID控制算法来进行温度控制。传统PID控制虽具有简单易行、实行闭环控制的优势,但当打印材料更换、温度需求改变时,其存在控制精度不高、超调量偏大、调节时间滞后等不足。通过分析可知,高温熔融成形的双喷头FDM型3D打印机的温度控制系统是一个大惯性、非线性的系统。针对该类3D打印机的温度控制问题,本文在建立模糊PID控制器的基础上,采用遗传算法对PID控制参数进行寻优修正,以提高温度控制系统的稳定性和鲁棒性。
1.2 温度控制系统模型构建
考虑到打印喷头的温度控制系统因自身存在滞后性而具有较大惯性,基于相关学者对温度数学机理模型的分析[7],结合电加热装置的实际调试实验结果,采用一阶惯性环节来描述打印喷头温度控制过程的实时动态变化。一阶惯性环节函数
式中:K为系统的放大系数,
由于受到工作环境温度、打印喷头移动速度变化等因素的影响,打印喷头的温度控制系统处于非线性状态。为保证打印喷头温度控制仿真的有效性,引入纯时间延迟环节函数
式中:
综上,本文最终采用一阶惯性滞后环节来近似描述打印喷头温度控制系统的数学模型,其传递函数
采用参数辨识方法求解上述传递函数中3个参数(K、
图1

图1
打印喷头温度控制系统的测试模型
Fig.1
Test model of print nozzle temperature control system
2 双喷头FDM型3D打印机的温度控制方法设计
2.1 模糊化设计
传统PID控制器根据预先设定的参数和输出参数计算得到偏差e,再利用比例(P)、积分(I)、微分(D)的线性组合得到控制量并作用于被控对象。传统的PID控制规律
式中:
本文以模糊PID控制算法为基础来设计双喷头FDM型3D打印机的温度控制方法,即通过模糊控制器计算目标温度与反馈温度之间的偏差e以及偏差变化率
式中:
表1 模糊PID控制器中各变量的模糊论域
Table 1
| 变量 | 模糊论域 |
|---|---|
| [-6, 6] | |
| ec | [-6, 6] |
| [-6, 6] | |
| [-6, 6] | |
| [-6, 6] |
图2

图3

2.2 模糊规则的制定
表2
Table 2
| e | ec | ||||||
|---|---|---|---|---|---|---|---|
| NB | NM | NS | Z | PS | PM | PB | |
| NB | Z/NB/PS | Z/NB/NS | NM/NM/NB | NM/NM/NB | NM/NS/NB | NB/Z/NM | NB/Z/PS |
| NM | PS/NB/PS | Z/NB/NS | NS/NM/NB | NM/NS/NM | NM/NS/NM | NM/Z/NS | NB/Z/Z |
| NS | PS/NB/Z | PS/NM/NS | Z/NS/NM | NS/Z/NM | NS/Z/NS | NM/PS/NS | NM/PS/Z |
| Z | PM/NM/Z | PM/NM/NS | PS/NS/NS | Z/Z/NS | NS/PS/NS | NM/PM/NS | NM/PM/Z |
| PS | PM/NM/Z | PM/NS/Z | PM/Z/NS | PS/PS/Z | Z/PS/Z | NS/PM/Z | NS/PB/Z |
| PM | PB/Z/PB | PB/Z/PS | PMZ/PS | PS/PS/PS | PS/PM/PS | Z/PB/PS | NS/PB/PB |
| PB | PB/Z/PB | PB/Z/PM | PM/PS/PM | PM/PM/PM | PS/PM/PS | Z/PB/PS | Z/PB/PB |
2.3 解模糊
式中:Z为输出量经过模糊处理后的精确值,
2.4 基于遗传算法的模糊PID控制器优化
实践表明,仅依赖传统PID控制算法进行温度控制,很难获得良好的控制效果。且经过多次测试发现,选取的模糊参数值具有一定的局限性,采用模糊PID控制仍然无法获得较好的控制效果。因此,须引入优化算法来调整模糊PID控制参数。现有研究表明[17],遗传算法具有强大的全局搜索能力,其以生物进化理论和生物遗传机制为基础,在搜寻复杂解时可实现趋近最优解以及避免陷入局部最优,适用于本文模糊PID控制参数的优化。利用遗传算法来调整量化因子和比例因子,以获得其最优值,从而调整模糊PID控制器的性能。具体步骤如下。
1)确定寻优参数。在模糊PID控制器中,影响控制效果的参数为
式中:
表3 模糊PID控制器性能指标的符号及含义
Table 3
| 参数符号 | 含义 | 说明 |
|---|---|---|
| 上升时间 | 从开始升温到第1次达到目标温度所需的时间,初始误差为90% | |
| 调节时间 | 从开始升温到误差稳定在3 | |
| 最大超调量 | 目标温度的最大超调量 | |
| 稳态误差 | 调节后的平均误差 |
4)选择、交叉、变异。通过选择操作,可从当前种群中筛选出最优个体,以便将优良基因传递给下一代。在选择操作对当前种群产生更大概率影响时,适应度值大的个体将以更大概率传递到下一代中,因此可设选择概率Ps=0.9。通过交叉操作可使一对染色体按某种规律任意选择一个断点,以替换某些基因,从而拥有全新的基因组。由于交叉操作可能会导致染色体上的其他基因组受到损害,因此设定交叉概率Pc的取值范围为[0.2, 0.9],本文取Pc=0.4。通过变异操作可使特定基因表达发生变化,从而取代原基因。变异操作可获得原始种群中没有的基因,为种群增加了新个体,使种群中的基因多样性得到有效保护和开发,且可扩大搜索范围,避免陷入局部最优解。鉴于真实自然世界中基因产生突变的概率极其微小,因此设变异概率Pm=0.1。
综上,基于遗传算法的模糊PID控制参数优化流程如图4所示。
图4

图4
基于遗传算法的模糊PID控制参数优化流程
Fig.4
Optimization flow of fuzzy PID control parameters based on genetic algorithm
3 仿真与实验验证
3.1 仿真分析
图5

图5
基于不同算法的温度控制器仿真模型
Fig.5
Simulation models of temperature controller based on different algorithms
1)基于传统PID的温度控制器。通过多次实验与试错法,确定了一组合适的PID控制参数,分别为KP0=0.092 00,Ki0=0.000 35,Kd0=0.100 00。
2)基于模糊PID的温度控制器。在控制变量为正的情况下,使用模糊策略修正PID控制参数。
3)基于遗传算法-模糊PID的温度控制器。采用遗传算法对模糊PID控制参数进行优化,经过多次迭代寻优,得到最终的适应度为548.11,对应的参数分别为:
通过仿真得到3种温度控制器的控制效果,如图6所示,其控制性能的评价结果如表4所示。结合图6和表4可知,与传统PID控制相比,遗传算法-模糊PID控制的响应速度更快,即温度能更快地达到稳态,温度的上升时间缩短了71.77 s,调节时间缩短了86.51 s,最大超调量降低了13.68 ℃,稳态误差降低了0.47 ℃。与模糊PID控制相比,遗传算法-模糊PID控制的上升时间和调节时间分别缩短了61.22 s和58.93 s,即分别缩短了32.45%和20.99%,最大超调量仅为10.89 ℃。综上,遗传算法-模糊PID控制具有更快的响应速度和更好的稳态特性,可使打印喷头的温度快速稳定至400 ℃的目标温度,且其最大超调量在可接受范围内,最终的稳态误差仅为0.04 ℃,可满足设计需求。
图6

图6
3种温度控制器的控制效果对比
Fig.6
Comparison of control effect of three temperature controllers
表4 3种温度控制器的性能指标对比
Table 4
| 控制器 | ||||
|---|---|---|---|---|
| 传统PID | 199.21 | 308.29 | 24.57 | 0.51 |
| 模糊PID | 188.66 | 280.71 | 19.15 | 0.33 |
| 遗传算法-模糊PID | 127.44 | 221.78 | 10.89 | 0.04 |
图7
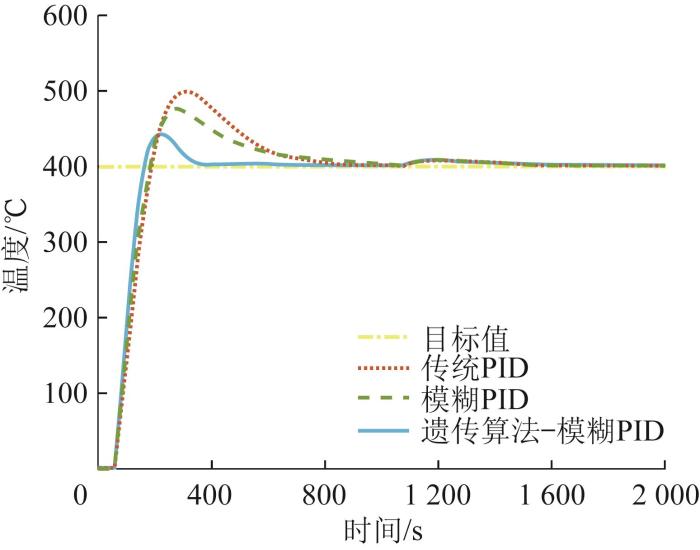
图7
加入扰动后3种温度控制器的控制效果对比
Fig.7
Comparison of control effect of three temperature controllers after adding disturbance
表5 加入扰动后3种温度控制器的调节时间对比
Table 5
| 控制器 | tset/s |
|---|---|
| 传统PID | 287.63 |
| 模糊PID | 253.16 |
| 遗传算法-模糊PID | 201.24 |
综合上述仿真结果可以看出,传统PID控制的效果较好,但不能根据现场实际情况实时调整PID控制参数,导致双喷头FDM型3D打印机的打印喷头温度控制系统的性能不佳。模糊PID控制具有一定的自适应功能,有效地改善了打印喷头温度控制系统的动态和稳态特性。采用遗传算法对模糊PID控制参数进行优化,有助于解决仅依靠经验调整PID控制参数和模糊规则所存在的问题,使得打印喷头温度控制系统能够更高效、稳定地工作。
3.2 实验验证
图8

图9

图10

图10
打印喷头1的升温曲线(升温至230 ℃)
Fig.10
Temperature rise curve of print nozzle 1 (heating up to 230 ℃)
图11

图11
打印喷头2的升温曲线(升温至280 ℃)
Fig.11
Temperature rise curve of print nozzle 2 (heating up to 280 ℃)
结合复合材料复杂结构件的成形应用,选取飞机拨叉部件进行FDM 3D打印,以进一步验证本文所提出的基于遗传算法-模糊PID的温度控制方法的适用性和鲁棒性。飞机拨叉部件位于机身与机翼连接加强框的底部,机翼通过铰链与机身连接,拨叉部件将翼梁的部分气动载荷传递到机身。每次飞行和降落时,拨叉部件需要承受较高的应力和疲劳载荷,存在开裂风险。采用PLA和碳纤维增强复合材料Onyx这2种材料进行拨叉部件成形打印,结果如图12所示。结果验证了基于遗传算法-模糊PID的温度控制方法的有效性和鲁棒性,其适用于复合材料的双喷头FDM 3D打印。
图12

4 结 论
针对双喷头FDM 3D打印工艺的温度控制问题,本文结合模糊策略和遗传算法的优点,提出了一种基于遗传算法-模糊PID的温度控制方法,避免了打印喷头温度控制系统的滞后性所带来的耗时问题,实现了双喷头FDM型3D打印机温度的高精度控制。通过在MATLAB/Simulink环境中建立温度控制器仿真模型并开展仿真测试,验证了基于遗传算法-模糊PID的温度控制方法具有响应速度快、超调量小和稳定性高等优势,其控制效果显著优于传统PID控制和模糊PID控制。此外,实验结果表明,在实际打印实验中,采用基于遗传算法-模糊PID的温度控制方法可缩短双喷头FDM型3D打印机的温度控制时间,从而极大地提升了打印效率。研究结果为复合材料的双喷头FDM 3D打印提供了参考。
参考文献
基于FDM的3D打印技术研究现状与发展趋势
[J].
Research status and trend of 3D printing technology based on FDM
[J].
A study of the development and improvement of fashion products using a FDM type 3D printer
[J].
大型FDM双喷头3D打印机设计及工艺参数研究
[D].
Large double nozzle FDM 3D printer design and process parameters study
[D].
FDM式3D打印机控制系统设计及工艺参数优化
[D].
Control system design of FDM 3D printer and process parameter optimization
[D].
The algorithm development and implementation for 3D printers based on adaptive PID controller
[J].
Research on precise control of 3D print nozzle temperature in PEEK material
[J].
Simulations research on Smith predictive adaptive fuzzy-PID compound controller in the temperature control system of microchip level PCR instrument
[J].
3D打印机智能温控系统及路径规划算法的研究
[D].
Research on intelligent temperature control system and path planning algorithm of 3D printer
[D].
基于粒子群模糊PID控制的风机盘车液压缸同步控制系统
[J].DOI:10.3969/j.issn.1001-4551.2022.07.013 [本文引用: 1]
Synchronous control system of hydraulic cylinder of fan coil car controlled by particle swarm fuzzy PID
[J].DOI:10.3969/j.issn.1001-4551.2022.07.013 [本文引用: 1]
皮肤3D打印三维移动平台搭建与温度控制系统设计
[D].
Design of 3D mobile platform for skin 3D printing and temperature control system
[D].
变论域模糊PID控制微流挤出型3D打印机的挤压力研究
[J].DOI:10.3785/j.issn.1006-754X.2022.00.075 [本文引用: 1]
Research on extrusion force of micro-flow extrusion 3D printer controlled by variable universe fuzzy PID
[J].DOI:10.3785/j.issn.1006-754X.2022.00.075 [本文引用: 1]
熔融沉积成形技术3D打印机加热系统的模糊自适应PID控制
[J].
Fuzzy self⁃adaptive PID control for fused deposition modeling 3D printer heating system
[J].
电动汽车电机驱动控制系统研究
[D].
Research on electric vehicle motor drive control system
[D].
基于模糊PID的高精度温度控制系统
[J].DOI:10.3969/j.issn.1004-1699.2019.09.022 [本文引用: 1]
High precision temperature control system based on fuzzy PID
[J].DOI:10.3969/j.issn.1004-1699.2019.09.022 [本文引用: 1]
面向熔融混合材料3D打印的过程控制系统设计与实现
[D].
Design and implementation of process control system for 3D printing of fused mixed materials
[D].
Improved grey wolf optimization technique for fuzzy aided PID controller design for power system frequency control
[J].
遗传算法优化的无刷直流电机模糊PID控制器设计
[J].
Design of fuzzy PID controller for brushless DC motor optimized by GA
[J].
遗传算法优化的移相全桥变换器模糊PID控制
[J].
Fuzzy PID control of phase shift full-bridge converter optimized by genetic algorithm
[J].
A temperature control method for microaccelerometer chips based on genetic algorithm and fuzzy PID control
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}