


在微波通信领域,RFID(radio frequency identification,射频识别)天线正面临着在保证辐射效率的同时进一步实现小型化的技术障碍,如何尽可能地减小天线体积是目前RFID天线设计中备受关注的问题[10]。不仅如此,因受工作环境的影响,许多RFID天线须埋藏在特定的介质中进行持续工作,例如水下通信天线以及用于土壤埋藏物体定位的天线[11-12]。目前,RFID天线常采用刻蚀或电镀的方式附着到对应的基板上,这种工艺仅适用于平面天线成型且相对复杂,同时还会排放废液,污染环境。近年来,3D打印技术在实现RFID天线小型化、增大RFID天线读取距离以及降低RFID天线定制化成本等方面已被证实有巨大的发展潜力。
熔融沉积成形(fused deposition modeling, FDM)是通过送丝装置将热塑性丝状聚合物材料送到喷嘴处加热至熔融状态后挤出,挤出材料能够在底板上快速冷却固化,并随着底板在垂直方向上的进给运动逐层累积成形[13-14]。在FDM打印工艺中,所采用的聚乳酸(polylactic acid, PLA)等热塑性塑料往往具有较低的损耗角正切值,因此在一些有关RFID天线3D打印的研究中常被用作天线基板的材料[15-16]。不同于FDM打印技术,直写成形(direct ink writing, DIW)是一种在室温下以非牛顿黏性浆料为打印材料的挤压式成形工艺。由于DIW工艺特殊的成形方式,适用于DIW打印的材料种类繁多,例如陶瓷、金属合金、聚合物等具有适当流变性的浆料均可作为DIW打印材料[17-18]。
RFID天线及其基板的材料属性不同,为了实现RFID天线的快速制造,笔者提出了一种基于多材料3D打印技术的一体化打印工艺,其中天线和基板的打印材料分别选择导电银浆和PLA。根据RFID天线的打印工艺,搭建集成FDM以及DIW这2种3D打印技术的多材料3D打印机,该设备可同时打印PLA丝材和导电银浆。使用ANSYS HFSS仿真软件分别分析基板厚度、天线臂长以及天线与基板的放置关系对RFID天线辐射性能的影响。选择4种RFID天线作为打印对象,利用矢量网络分析仪测量这4种RFID天线的回波损耗曲线,并将实测曲线与仿真曲线进行对比。结合分析结果,调整RFID天线结构,以使其能够适用于超高频应用场合。
1 多材料3D打印机的搭建
根据提出的RFID天线一体化打印的工艺目标,给出了图1所示的打印方案:使用PLA丝材打印RFID天线的基板,同时使用导电银浆以DIW打印方式在固化完毕的PLA基板上打印天线。在同一台打印机上集成FDM和DIW是实现上述工艺的必要前提。FDM与DIW这2种打印工艺在本质上都是采用材料挤出方式,因此2个打印喷头的结构设计以及如何通过打印机固件或切片软件合理分配2个打印喷头的材料挤出量是搭建多材料3D打印机的研究重点。
图1

1.1 打印机运动平台设计
图2
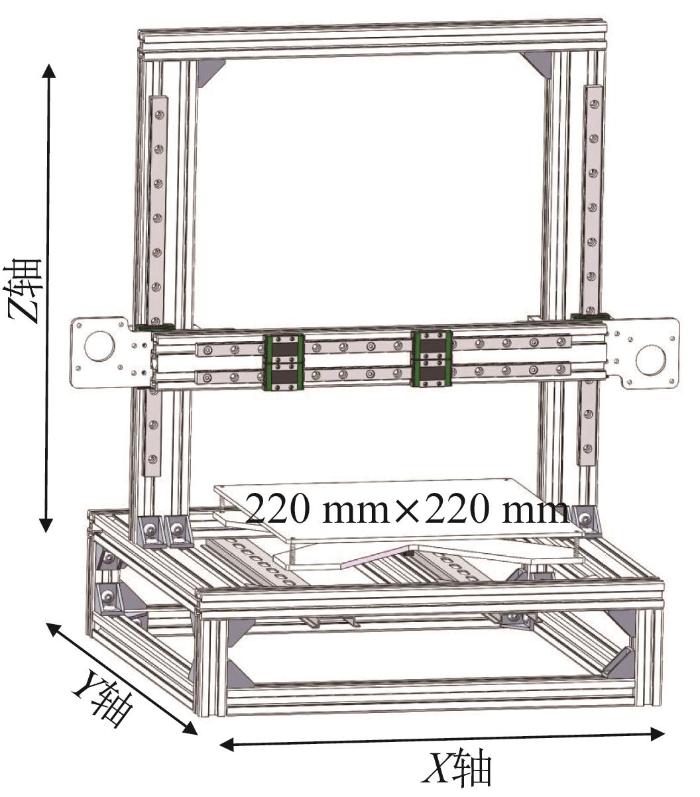
在多材料3D打印机各轴的运动设计中,X、Y、Z轴均采用滚珠式微型直线导轨作为导向机构。其中,X、Y轴采用带轮与同步带啮合的方式传递电机动力。对于Z轴的运动,在每一层结构打印完成后,X轴所在横梁须要沿Z轴方向上升1个层高的距离,因此Z轴要承载X轴横梁、打印喷头、导轨、电机和Z轴滑车等部件的重量。为了保证Z轴在每执行完1次进给运动后保持稳定,避免因打印喷头沿Z轴方向运动时发生抖动而导致材料挤出不畅,选择具有自锁能力的梯形丝杆副作为Z轴的传动部件。本文多材料3D打印机的加热平台的尺寸为220 mm×220 mm,但由于2个打印喷头占用了部分X轴空间,加热平台的实际可用面积为220 mm×190 mm。
1.2 FDM打印喷头设计
FDM打印喷头采用近程挤出设计,其中挤出机选择由Anlin和Annex团队开发的Sherpa_Mini型近程挤出机。该款挤出机是一种双齿轮长丝挤出机,装有36步进电机并采用5∶1的齿轮减速设计,它在实现小尺寸以及轻量化的同时可产生较大的挤出扭矩。FDM打印喷头加热端选择E3D公司制造的E3DV6加热头。该加热头包含环状散热片、喉管、加热铝块、喷嘴、加热棒和NTC(negative temperature coefficient,负温度系数)热敏电阻。FDM打印喷头利用1个3010风扇对环状散热片进行散热,利用2个3010涡轮鼓风机对打印件进行散热,其喷嘴的出料口直径为0.4 mm。Sherpa_Mini型近程挤出机和E3DV6加热头采用螺栓固定在同一块铝板上,组成FDM打印喷头,如图3所示。如此组合设计减小了FDM打印喷头在X轴上的占用空间并实现了轻量化,保证了X轴方向具有足够的可打印尺寸,能够良好地满足市面上常见的1.75 mm直径热塑性耗材的挤出需求。
图3

1.3 DIW打印喷头设计
DIW打印工艺的材料挤出方式主要分为气压挤出、活塞挤出以及螺杆挤出三种。考虑到快干型导电银浆暴露在空气中会迅速固化且打印喷头内壁上的导电银浆不易清洗,选择一次性玻璃注射器作为存放导电银浆的料筒。基于导电银浆的存放需求,以微型直线导轨滑台为基础设计图4所示的DIW打印喷头。DIW打印喷头中玻璃注射器的料筒通过2组杯口螺栓固定在滑台外侧的固定架上,无需外部工具即可实现玻璃注射器的快速更换。玻璃注射器尾端柱塞部分与安装在滑台上的打印件接触,通过改变滑台的位移速度和位移量,可实现对玻璃注射器内导电银浆的挤出速度和挤出量的控制。安装在滑台上的推杆挡块、玻璃注射器固定架均通过3D打印方式制作而成。为了保证DIW打印喷头的运动稳定性及结构刚度,上述2个结构件均采用碳纤维增强PLA复合材料进行打印,并在Cura切片软件中将模型设置为完全填充。
图4

1.4 打印机固件选择和配置
由于多材料3D打印机中的FDM打印喷头和DIW打印喷头均由步进电机来控制材料的挤出,市面上常见的3D打印机控制板均可满足使用需求。考虑到多材料3D打印机所需的接口数量,选择Makerbase公司生产的MKS Monster8控制板作为打印机的主板,如图5所示。该控制板最多可插入8个TMC2208集成式步进电机驱动器,还配备了3个加热棒接口、1个热床接口、6个散热风扇接口、4个温度传感器接口以及6个限位开关接口,其丰富的接口数量可使多材料3D打印机在满足现有控制需求的同时具备良好的可拓展性。
图5

图5
MKS Monster8控制板及其线路连接
Fig.5
MKS Monster8 control board and its circuit connection
常见的打印机开源控制固件有Marlin、Klipper等。这些固件均能通过修改Configuration文件中的引脚配置适配不同类型的控制板。考虑到要对固件进行多次更改与调试,选择Klipper固件,以便对多材料3D打印机进行在线监控。多材料3D打印机的主板连接Orange Pi Zero上位机开发板,以同步实现在网页端对打印过程的监控以及对打印机固件参数的调试,从而避免了在调试过程中因更新主板固件而频繁烧录主板微控制器的环节。
目前,Klipper固件主要用于FDM打印机的开发。本文所搭建的多材料3D打印机与双喷头FDM打印机的区别主要在于打印喷头,具体表现为其中一个打印喷头更换为以微型直线导轨滑台为基础的柱塞式DIW打印喷头。DIW打印喷头与FDM打印喷头之间存在较大差异,主要体现在以下2个方面:
1)用于DIW打印的打印材料无需加热;
2)虽然2个打印喷头均采用控制步进电机脉冲数的方式来调节打印材料的挤出量,但由于2个打印喷头对应的打印材料挤出原理不同,不能采用相同的固件配置。
表1 打印喷头的参数设置
Table 1
| 参数 | FDM打印喷头 | DIW打印喷头 |
|---|---|---|
| 步进电机驱动器细分数 | 16 | 16 |
| 每圈所需脉冲数/个 | 200 | 200 |
| 齿轮齿数比 | 5∶1 | 1∶1 |
| 转动距离/mm | 23.56 | 2 |
| 喷嘴直径/mm | 0.4 | 0.8 |
| 丝材(料筒)直径/mm | 1.75 | 4.7 |
打印喷头固件设置中的转动距离(rotation distance)在传统意义上表示FDM打印喷头送丝轮转动1周所对应的丝材前进距离。FDM打印喷头所使用的送丝轮直径D1=7.5 mm,计算得到送丝轮转动1圈时PLA丝材的前进距离R1:
由于FDM打印喷头中步进电机输出端与送丝轮之间的减速齿轮组的齿数比i1=5∶1,由此计算得到步进电机旋转1周所对应的PLA丝材的实际前进距离L1:
FDM打印所采用的PLA丝材的直径d1=1.75 mm,进一步计算得到步进电机旋转1周所对应的PLA丝材挤出量V1:
由此可知,在步进电机驱动器细分数为16的条件下,每给予步进电机3 200个脉冲,FDM打印喷头将挤出长度为4.712 mm、体积为11.33 mm3的PLA丝材。
对于DIW打印喷头,结合丝杆导程可以计算得到步进电机旋转1周所对应的微型直线导轨滑台上滑块的移动距离为2 mm。因此,在DIW打印喷头固件设置中,将转动距离R2设为2 mm,减速齿轮组齿数比i2设为1∶1。由于玻璃注射器的柱塞杆与滑块的运动同步,可得其推动距离L2=2 mm。结合玻璃注射器料筒直径d2=4.7 mm,计算得到DIW打印喷头中步进电机旋转1周所对应的导电银浆挤出量V2:
综上所述,在Klipper固件中DIW打印喷头的参数设置程序如图6所示。
图6

图6
Klipper固件中DIW打印喷头的参数设置程序
Fig.6
Parameter setting program for DIW printing nozzle in Klipper firmware
1.5 打印机测试
图7
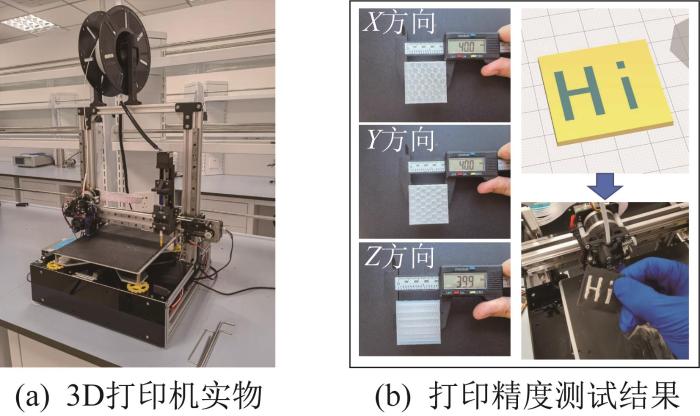
图7
多材料3D打印机实物及其打印精度测试结果
Fig.7
Multi-material 3D printer physical object and its printing accuracy test results
2 RFID天线设计与打印
2.1 RFID天线设计
对称振子天线又称偶极子天线,是RFID天线结构中最基本的天线单元。本文基于混合工艺下3D打印所使用的打印材料,利用ANSYS HFSS仿真软件设计了2款谐振频率为915 MHz的偶极子天线。经实验测得,用于打印RFID天线基板的PLA丝材在1 000 MHz下的介电常数εr=3.76,损耗角正切值tan δ=0.006 1,用于天线打印的导电银浆固化后的体积电导率(bulk conductivity)为166 667 S/m。基于上述材料属性,构建了2款RFID天线模型:图8(a)所示为天线放置在基板表面的外露式RFID天线;图8(b)所示为天线嵌入基板内部的内嵌式RFID天线。经初步的仿真优化,确定了2款RFID天线模型的部分尺寸:天线的宽度W=2 mm,高度h=0.6 mm,馈电区宽度a=3 mm;基板的长度B2=150 mm,宽度B1=25 mm,厚度T=3 mm。
图8

图9

图9
基板厚度和天线臂长对RFID天线谐振频率的影响
Fig.9
Influence of substrate thickness and antenna arm length on resonant frequency of RFID antennas
根据图9所示结果,基于915 MHz的谐振频率选取4种具有代表性的RFID天线,并对其回波损耗(S11)曲线进行仿真分析,结果如图10所示。图中:天线1为天线臂长为66 mm、基板厚度为1 mm的外露式RFID天线,天线2为天线臂长为61 mm、基板厚度为1 mm的内嵌式RFID天线,天线3为天线臂长为60 mm、基板厚度为3 mm的外露式RFID天线,天线4为天线臂长为53 mm、基板厚度为3 mm的内嵌式天线,下文同。由图10结果可知,在基板厚度同为1 mm的条件下,相较于外露式RFID天线(天线1),内嵌式RFID天线(天线2)在满足相同谐振频率要求时所需的臂长更小,且具有更好的辐射性能;当基板厚度增加到3 mm时,相较于外露式RFID天线(天线3),内嵌式RFID天线(天线4)在减小天线臂长方面的效果更好,其辐射性能也更为突出。
图10

图10
4种RFID天线的回波损耗仿真曲线对比
Fig.10
Comparison of return loss simulation curves of four types of RFID antennas
综上所述,将RFID天线内嵌于基板中,不仅能够保护天线,还能够增强天线的辐射性能,且有利于天线小型化。
2.2 RFID天线打印
在RFID天线的多材料3D打印过程中,DIW打印所采用的导电银浆是一种非牛顿黏弹性浆料,虽然这种浆料具有一定的保形性,但是当打印一些存在镂空或具有悬臂梁结构的模型时,在重力影响下易产生塌陷。而热塑性塑料PLA固化迅速,能够快速形成稳定的结构支撑,因此预先打印PLA基板,能够对DIW打印喷头挤出的导电银浆起良好的承托作用,如图11(a)所示。在实际打印过程中,由于玻璃注射器内的导电银浆受到注射器管壁内外的压差以及材料自身重力的影响,在DIW打印喷头静止等待的过程中会有少量导电银浆从针头处析出。此时,若DIW打印喷头移动至PLA基板表面,则针头处析出的导电银浆会黏附在该表面上。为了解决这一问题,在Cura切片软件中开启FDM打印喷头的渗出罩和装填塔指令,如图11(b)所示。开启装填塔指令的目的是在天线模型一侧引入笔筒状的装填塔模型,使得DIW打印喷头在打印天线前先在装填塔内侧进行预打印,从而避免由导电银浆析出引起的初始挤出量不均匀问题。开启渗出罩指令的目的是在PLA基板四周建立一个与DIW打印喷头底端几乎等高的围墙,在DIW打印喷头从装填塔移动至PLA基板的过程中,PLA基板表面四周的渗出罩能刮除玻璃注射器针头处析出的导电银浆,从而避免导电银浆黏附在PLA基板表面上。
图11

图12

图12
4种RFID天线打印件及部分天线的X射线透射照片
Fig.12
Four types of RFID antenna prints and X-ray transmission photos of some antennas
3 RFID天线回波损耗测量
图13
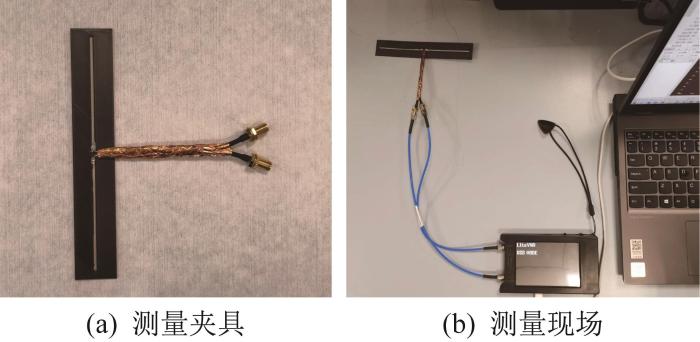
图13
RFID天线测量夹具及测量现场
Fig.13
Measurement fixture and measurement site for RFID antenna
表2 4种RFID天线的辐射性能参数测量结果
Table 2
| 天线 | f0/MHz | B/MHz | G/dB | ρ | |
|---|---|---|---|---|---|
| 天线1 | 739.93 | 144.65 | 19.55 | -16.12 | 1.331 |
| 天线2 | 736.46 | 163.58 | 22.21 | -18.76 | 1.323 |
| 天线3 | 750.35 | 134.66 | 17.95 | -18.79 | 1.064 |
| 天线4 | 740.96 | 147.75 | 19.94 | -29.66 | 1.025 |
图14

图14
4种RFID天线回波损耗的实测曲线与仿真曲线对比
Fig.14
Comparison of measured and simulated curves of return loss of four types of RFID antennas
图15

图15
优化后的RFID天线打印件及其回波损耗实测曲线
Fig.15
Optimized RFID antenna print and its return loss measurement curve
4 结 论
本文提出了一种基于多材料3D打印技术的RFID天线快速制造工艺,搭建了一台集成FDM和DIW这2种3D打印技术的多材料3D打印机,并打印了经仿真设计后的4种RFID天线。采用矢量网络分析仪对4种RFID天线打印件的回波损耗曲线进行测量。结合测量结果,选取天线4进行优化,最终打印了一款能良好应用于超高频应用场合的内嵌式RFID天线。实验结果验证了RFID天线多材料3D打印工艺的可行性,即在同一工序中实现了天线与基板的交替成形以及内嵌式天线结构的打印,为包含RFID天线产品的一体化制造提供了参考。
参考文献
Multiprocess 3D printing for increasing component functionality
[J].
Multi-material 3D and 4D printing: a survey
[J].
3D打印聚合物纳米复合材料的研究进展
[J].
Recent advances in 3D printed polymer nanocomposites
[J].DOI:10.11896/cldb.19120105 [本文引用: 1]
State-of-the-art review of 3D bioprinting for cardiovascular tissue engineering
[J].
3D金属打印天线技术研究综述
[J].
Review of 3D metal printed antenna technologies
[J].DOI:10.13443/j.cjors.2018043003 [本文引用: 1]
Antenna design using modern additive manufacturing technology: a review
[J].
框架式3D建筑打印机控制系统设计
[J].
Design of control system for frame 3D construction printer
[J].DOI:10.3785/j.issn.1006-754X.2022.00.015 [本文引用: 1]
The m4 3D printer: a multi-material multi-method additive manufacturing platform for future 3D printed structures
[J].
多材料零件3D打印技术现状及趋势
[J].
Status and trend of 3D printing technology for heterogeneous objects
[J].DOI:10.3969/j.issn.1671-5276.2016.06.001 [本文引用: 1]
Antenna miniaturization techniques: a review of topology-and material-based methods
[J].
Electromagnetic soil characterization for undergrounded RFID system implementation
[J].
基于3D打印技术的柔性可穿戴介质埋藏天线的研究
[D].
Research on flexible wearable dielectric embedding antenna based on 3D printing technology
[D].
From materials to devices using fused deposition modeling: a state-of-art review
[J].
熔融沉积3D打印设备研究进展
[J].
Research progress in fused deposition modeling 3D printing equipment
[J].DOI:10.19491/j.issn.1001-9278.2022.02.022 [本文引用: 1]
Flexible and stretchable 3D printed passive UHF RFID tag
[J].
UHF RFID tags for on-/off-metal applications fabricated using additive manufacturing
[J].
Rheological characterisation of ceramic inks for 3D direct ink writing: a review
[J].
3D直书写打印聚合物及其复合材料
[J].
3D direct ink writing of polymers and their composites
[J].
3D打印技术设备的现状与发展
[J].
The current situation and development of 3D printing technology equipment
[J].
Impedance characterization of RFID tag antennas and application in tag co-design
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}