


功能梯度材料(functionally graded materials,FGMs)是分布在空间域的2种及以上材料复合且其成分和结构呈定制梯度变化的一种新型非均质复合材料。相较于传统的压层复合材料,FGMs能避免材料突变引起的界面问题,表现出了优越的使用性能,在航空、生物、医疗、军工等诸多领域受到广泛关注[1-5]。然而,采用传统的工艺方式难以制备以FGMs为材料的零件(以下简称FGMs零件),致使FGMs无法满足复杂的定制需求,制约了其快速发展[6-9]。随着增材制造(addictive manufacturing,AM)技术的快速崛起,FGMs零件有了新的制备方式,例如光固化成形[10]、直接能量沉积[11]等。此外,AM技术中以直写成形(direct ink writing, DIW)方式[12-14]制备FGMs零件具有材料可选择性大、工艺过程简单、生产成本低等优势,受到学者的广泛关注。例如:Ming等[15]采用三挤出打印装置成功制备出碳酸钙-氧化铝-氧化锆FGMs零件;Li等[16]采用双挤出打印装置结合不同的进料速度在混料腔中实现了材料成分的梯度变化,从而制备出氧化铝-氧化锆FGMs零件。采用DIW方式制备FGMs零件时主要以高固含量的陶瓷浆料为主要材料,其原理是:结合进料速度将不同的材料在混料装置内进行主动混合,根据材料组分信息,按照指定路径生成材料配比和结构呈梯度变化的FGMs零件。由于混料腔中的材料混合后无法及时挤出,造成材料配比变化延迟,导致实际打印的材料的配比与所设计的存在偏差,从而产生潜在的使用风险。针对采用DIW方式存在的延迟现象,Li等[16]在制备氧化锆-氧化铝FGMs零件时通过颜色变化定义了延迟现象包含交付延迟和过渡延迟两部分,在交付延迟阶段材料组分未发生变化,在过渡延迟阶段材料由氧化锆逐渐过渡到氧化铝;Brackett等[17]在制备纯丙烯腈-丁二烯-苯乙烯(acrylonitrile butadiene styrene,ABS)和碳纤维增强ABS FGMs零件时对延迟现象进行了表征,并指出工艺参数、机构构型参数、材料属性、打印材料变化顺序是影响延迟现象的重要因素。目前对于延迟现象的研究主要聚焦在从一种材料完全过渡到另一种材料,缺少了对中间梯度变化所对应的延迟现象的分析。准确获取材料配比发生变化时所对应的延迟信息是实现精准制备FGMs零件的关键所在。
采用传统的试验法获取在不同工艺参数下的延迟信息会产生极大的研究成本。随着融入数据驱动方法的制造技术的快速发展,机器学习手段被嵌入制造本体技术中,使传统的制造模式逐步向数字化制造模式转化,以大幅度地提高制备的精确性和效率。基于数据驱动的人工神经网络(artificial neutral network,ANN)在应对FGMs零件制备中的多维耦合问题时表现出极高的适用性。ANN是一种监督式学习方式[18],通过训练一定量标定好的输入-输出样本数据来挖掘制备工艺参数与制备零件质量之间的关系,从而得到更加精准的材料属性-工艺制备参数。例如:Yu等[19-20]利用三层ANN模型结合柱面波导特性和频散特性的反演得到了不锈钢-碳化硅FGMs零件的实际材料组分分布,用来获知FGMs零件的真实属性;Yu等[21]建立了ANN模型对陶瓷FGMs零件的烧结收缩率进行预测,经过21组实测数据训练后模型的最大预测误差不超过6%;Karsh等[22]通过有限元分析建立了双隐含层ANN模型,对功能梯度扭转板的前3阶固有频率进行预测,该模型也可用于具有不同材料配比分布梯度的FGMs零件的精准预模态分析。通过数值仿真计算方式获取数据不仅可以极大地降低研究成本,还可以避免检测装置带来的不确定性误差,从而得到相对准确的结果。
目前有关采用ANN结合数值仿真手段对制备FGMs零件时延迟现象的预测研究几乎为空白。针对采用DIW工艺制备FGMs零件中无法避免的延迟问题,本文采用ANN模型进行研究。首先,在ANSYS Fluent软件中建立以计算流体动力学(computational fluid dynamics,CFD)为研究框架的数字化模型,将FGMs某一组分的初始体积分数和目标体积分数、螺杆转速及双挤出柱塞进给速率和作为输入,交付延迟时间和整体延迟时间作为输出,用于模拟DIW工艺中的混合挤出过程;其次,在得到65组仿真数据后,采用优化的ANN模型进行训练得到预测模型;最后,通过实验来验证仿真模型和预测模型的适用性及准确性。
1 基于CFD的混料模型的构建和分析
1.1 主动混料装置的结构及工作参数
图1
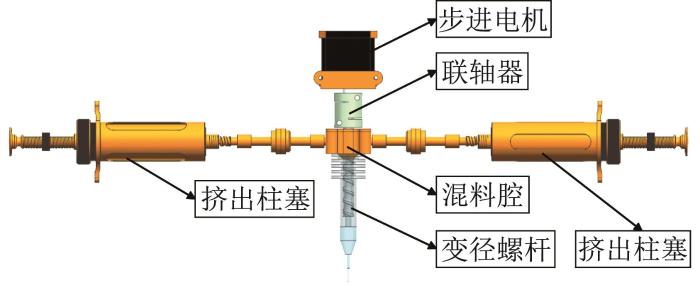
图2
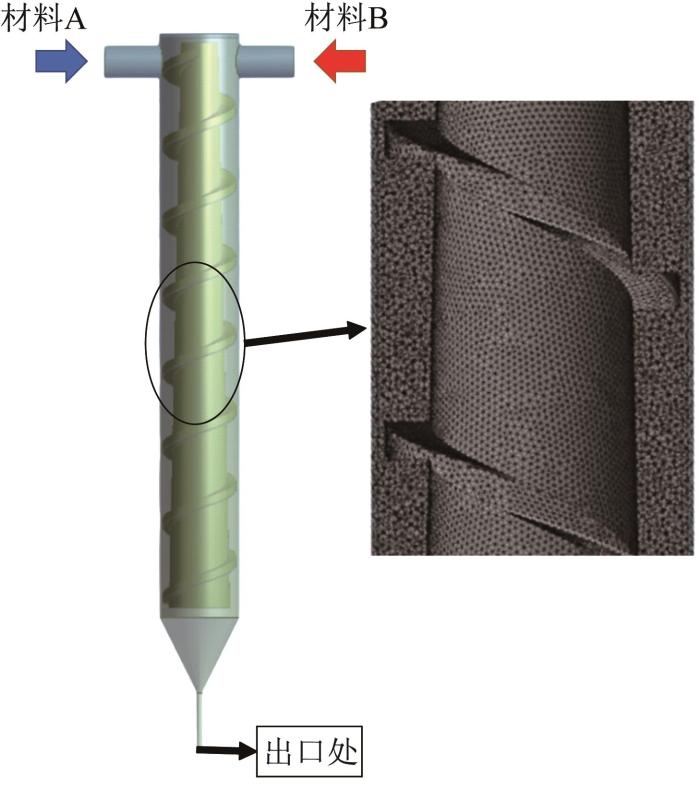
图2
混料腔的仿真模型及其网格划分
Fig.2
Simulation model and its mesh generation of mixing cavity
表1 主动混料装置的工作参数
Table 1
| 参数 | 量值 | 参数 | 量值 |
|---|---|---|---|
| 螺杆长度 | 60 mm | 螺杆转速 | 15~60 r/min |
| 螺旋角 | 19° | 双挤出柱塞进给速率和 | 0.4~1.4mm/s |
| 螺棱宽度 | 1 mm | 单挤入口直径 | 3.5 mm |
| 螺槽宽度 | 7 mm | 进给物料流量 | 3.8~13.3 mm3/s |
| 螺杆内径 | 4~6.5 mm | 挤出针头直径 | 0.48 mm |
| 螺杆外径 | 8 mm | 混料腔容积 | 2 284.7 mm3 |
1.2 模拟条件设定
实验材料为2种不同颜色的碳酸钙基质膏体,记为材料A和材料B。采用比重法测得材料A、B的密度分别为1 120 kg/m3和1 285 kg/m3,采用NDJ-8S黏度计测得在0.3 r/min转速下材料A、B的表观黏度均为1 465.5 mPa·s,定义在混合过程中材料A、B的体积分数φA和φB始终满足φA+φB=1。为了获得出口处浆料配比的变化情况,在挤出针头出口处监测材料A的体积分数。采用瞬态方式仿真,在三维仿真条件下考虑重力影响,采用旋转参考系技术模拟流场。假设在恒温25°条件下混料腔内是不可压缩的湍流流体,且在混合过程中其热交换量可以忽略,因此对混合材料的运动只考虑质量守恒与动量守恒,得到如下简化后的质量守恒方程和流体连续性方程:
式中:
在混料腔中采用变径螺杆来提高混合效率,因此在旋流效应下选用RNG
其中:
式中:
1.3 模拟结果分析
以材料A的初始体积分数和目标体积分数、螺杆转速及双挤出柱塞进给速率和为输入参数,在模型出口处设置检测面,用于获取材料A的体积分数。根据上述仿真环境共得到65组样本数据。材料A体积分数变化的仿真结果如图3所示。混料腔中初始浆料为体积分数各为10%和90%的材料A和B(记为10%A90%B,下同),然后按照70%A30%B的目标进给,在螺杆转速为24 r/min和双挤出柱塞进给速率和为0.6 mm/s的条件下得到出口处材料A体积分数随时间的变化关系。在监测容差为±1%下输出材料的交付延迟时间和整体延迟时间,即在第208秒时出口材料为11%A89%B,直到第741秒时出口材料才是69%A31%B。在变配比打印时整体延迟时间包括交付延迟时间a和过渡延迟时间b。交付延迟时间的产生主要是因为混料腔中具有新配比的材料还未到达挤出口,在此时间段内挤出的主要是上一时间段内所剩余的材料,因此材料配比在此时间段内没有发生变化。在打印策略中这段初始的交付延迟时间所对应的打印距离可前置到前一段过渡延迟距离中,即在图中第0秒时刻前208秒发出70%A30%B的新配比指令,使新配比下所产生的交付延迟距离重叠在前一配比下的过渡延迟距离中,从而缩短组分配比变化所带来的整体过渡距离。由于变径螺杆的作用,材料在混料腔内产生逆流返混现象,导致具有新配比的材料在过渡延迟时间内被逐步挤出,在此过程中上一时间段的剩余材料与当前新配比的材料存在交叉污染,在经历整个延迟时间后即在第741秒后可以确定混料腔内材料的新配比。
图3
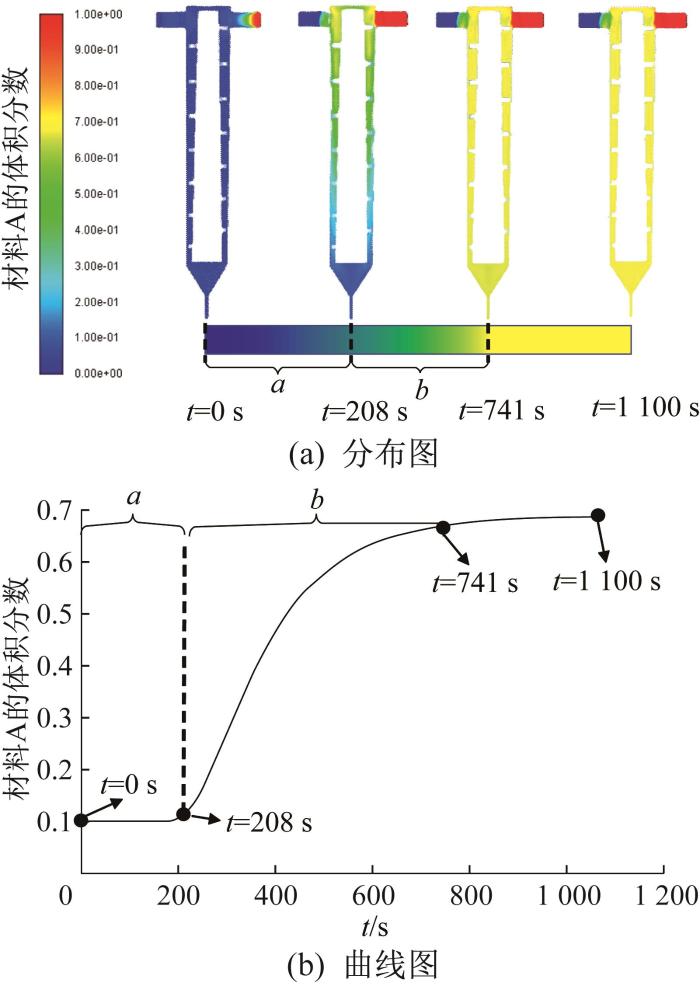
图3
材料A体积分数变化的仿真结果
Fig.3
Simulation results of volume fraction change of material A
式中:
图4
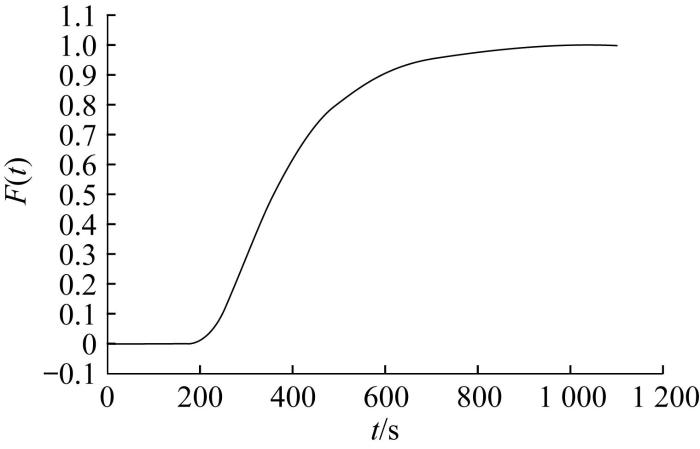
图4
材料A累积停留时间分布函数
Fig.4
Cumulative residence time distribution function of material A
图5
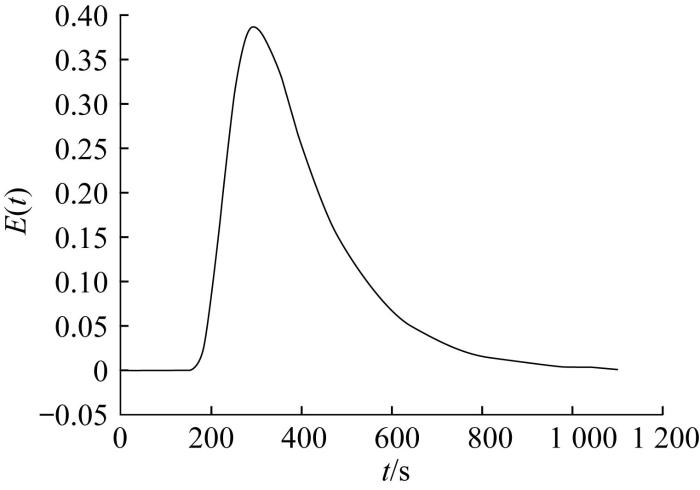
图5
材料A停留时间分布密度函数
Fig.5
Residence time distribution density function of material A
在变径螺杆作用下混料腔内发生逆流返混现象,使得在挤出过程中材料A的体积分数呈正偏态分布。由于在打印过程中材料配比是不断变化的,通过数值方法难以表征在不同工作参数下的全貌停留时间分布函数,因此本文采用四因素输入两结果输出的模型,即在主动混料装置结构参数不变的前提下,以材料A的初始体积分数和目标体积分数、螺杆转速及双挤出柱塞进给速率和为输入,相对应的交付延迟时间和整体延迟时间为输出,同时结合扫描速度可以得到在打印过程中当发出材料配比梯度变化指令时所对应的交付延迟距离和整体延迟距离,从而可以灵活决定延迟区域段所在的位置。例如,在某时刻以70%A30%B的材料开始打印,则须在该时刻前置新配比变化所对应的交付延迟时间转变进给比例即可在定义位置上得到准确的材料信息,提高FGMs零件的制备精度。
2 ANN预测优化模型的构建及应用
2.1 ANN预测模型的构建
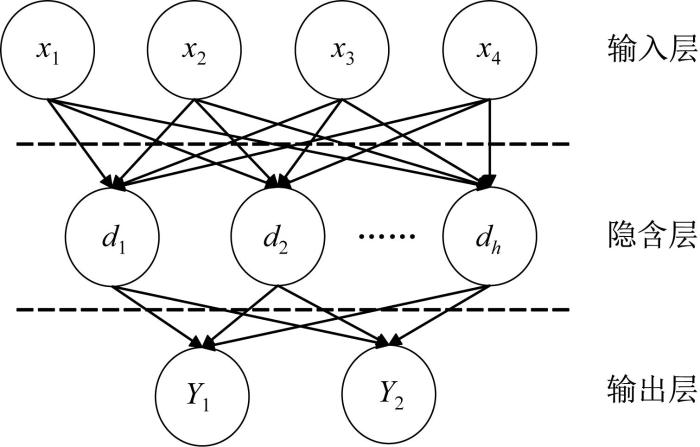
ANN模型是一个类人脑的分布式计算模型,具有强大的处理复杂多维问题的能力,可以实现从一个多维有限空间到另一个多维有限空间的函数拟合。其结构通常包含三部分:输入层、隐含层和输出层,各层之间互相连通。隐含层中的每个神经元可以视为一个学习单元,其在多维输入的影响下可以不断地根据学习样本更新因素影响的权重
式中:h为隐函层神经元个数。
隐含层中的每个神经元得到相对应的总权重后,通过激活函数产生一个标量值,即将多维输入映射到目标输出端,从而获取最终的预测结果。ANN预测模型如图4所示,用于预测交付延迟时间和整体延迟时间。
图6
2.2 ANN预测模型的优化
所建立的ANN预测模型会因数据集大小、数据类型以及问题复杂程度的不同而导致预测性能和预测结果存在差异。对于预测模型性能的评价通常采用以下3个指标:均方误差RMSE、相关系数R和决定系数R2,其数学表达式分别如
式中:
输入、输出数据存在较大的差异性,会影响ANN模型的预测性能,因此对各类数据按照
在MATLAB编译环境中对ANN模型进行逐步优化。随机选取65组总样本数中的54组作为训练集,剩余11组作为测试集。
图7
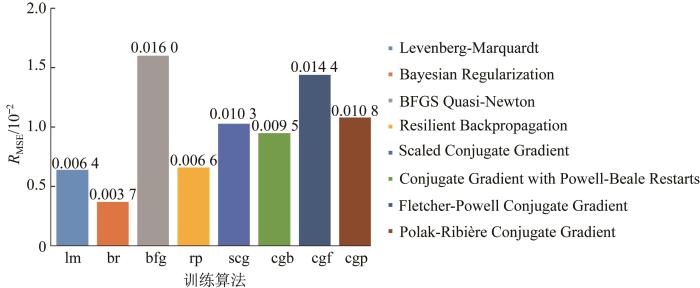
图7
不同训练算法下模型的均方误差
Fig.7
Mean square error of models under different training algorithms
式中:
图8
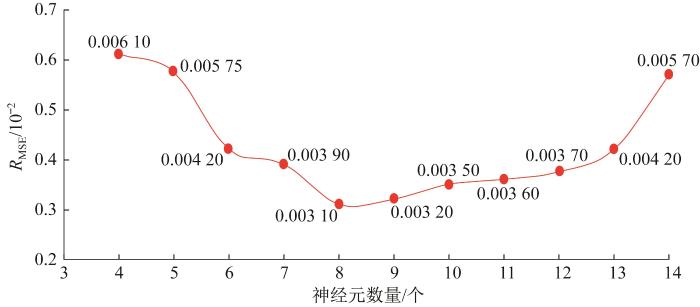
图8
不同神经元数量下BR模型的均方误差
Fig.8
Mean square error of BR model under different neuron numbers
2.3 ANN预测优化模型的应用
用54组训练样本对优化后的ANN模型进行训练,训练完成后用测试样本进行测试,得到模型的均方误差随训练次数的变化曲线,如图9所示。由图可知,在经过113次训练后模型性能达到最佳。
图9
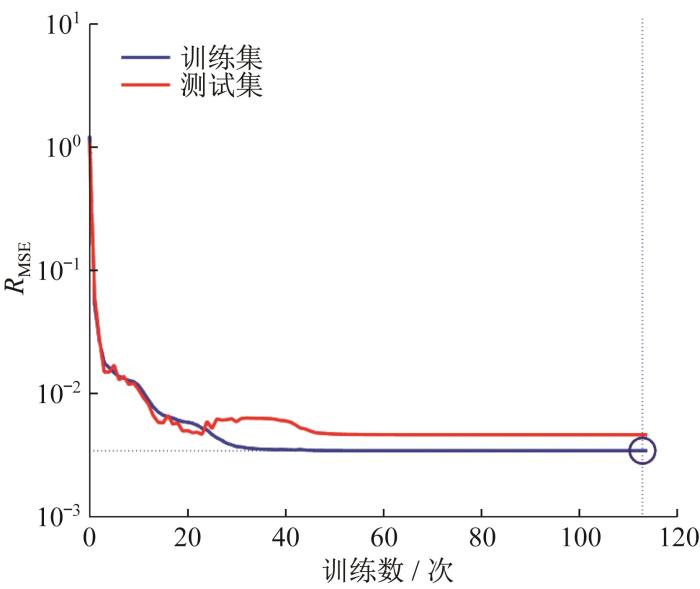
图9
模型的均方误差随训练次数的变化曲线
Fig.9
Changing curve of mean square error of the model with training times
此外,将11组测试样本中的输出数据进行反归一化,并将其与通过CFD方法得到的仿真结果进行对比,如图10所示。根据
图10
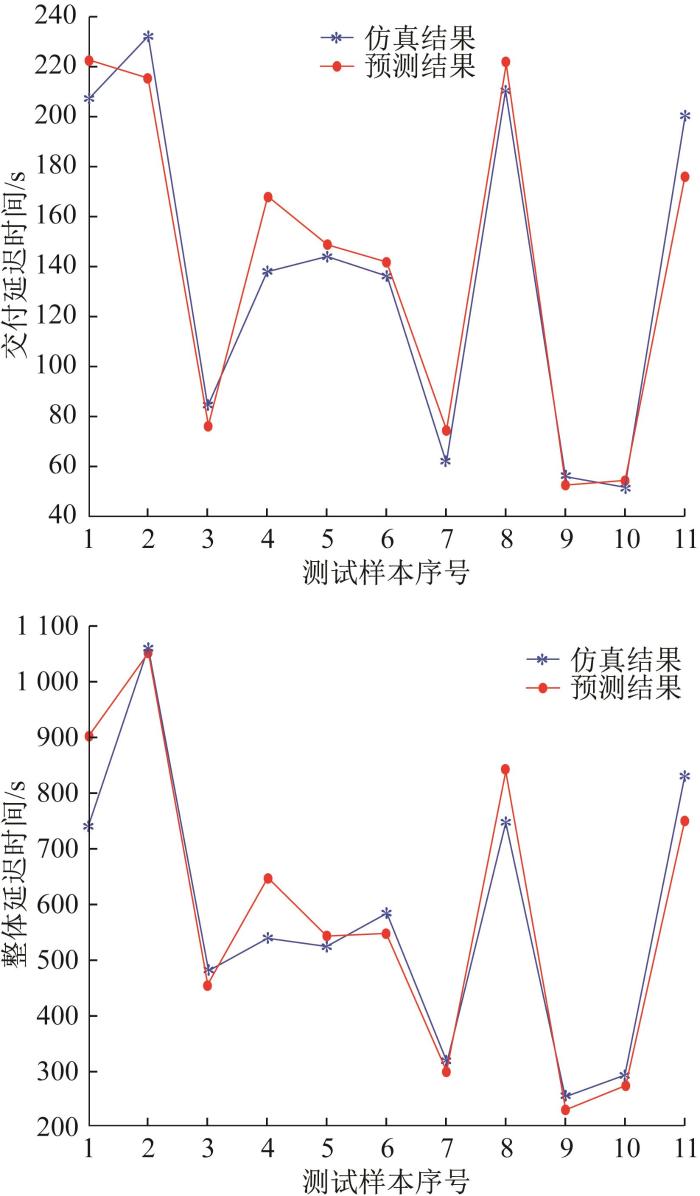
图10
交付延迟时间和整体延迟时间预测结果与仿真结果的对比
Fig.10
Comparison between predicted results and simulation results of delivery delay time and global delay time
3 FGMs零件打印实验
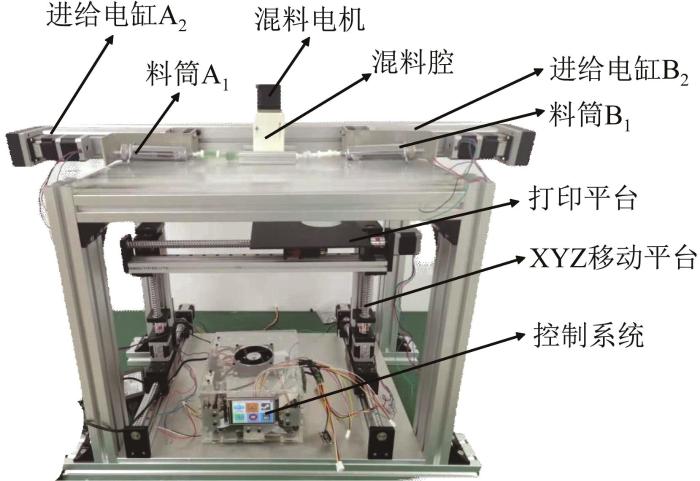
3.1 实验设备及工作参数
图11
3.2 实验过程
在上述实验环境下打印2份试样,如图12所示。试样尺寸为80 mm×80 mm×0.5 mm,自上而下按Z字形打印。其中试样1是在螺杆转速为22 r/min、双挤出柱塞进给速率和为0.6 mm/s(总流量约为5.77 mm3/s)的条件下,从70%A30%B转变到35%A65%B目标配比的打印试样;试样2是在螺杆转速为15 r/min、双挤出柱塞进给速率和为0.55 mm/s(总流量为5.28 mm3/s)的条件下,从90%A10%B转变到60%A40%B的打印试样。
图12

3.3 实验结果及其分析
对2份试样进行图像数字化处理,以颜色的变化来表示材料配比的变化。首先将2组试样图片在MATLAB软件中进行灰度变换,并且结合单一材料下的灰度值进行标准化处理,用于表示所打印材料的配比。在图13所示的灰度图上,按照打印顺序均匀地在每条80 mm长的打印丝上选取7个标记点。根据扫描速度和打印距离,可得到出口处材料A体积分数的时序变化曲线。对比实验结果与CFD仿真结果可知,两者具有较高的吻合度,证明了仿真结果的正确性。按照±1%的容差监测出口处材料A的体积分数,得到交付延迟时间和整体延迟时间,并按照3 mm/s的扫描速度求得最终的延迟距离,如表2所示。实验结果与CFD仿真结果的误差在可接受的范围内,说明通过ANN模型预测得到的结果是可靠的。
图13
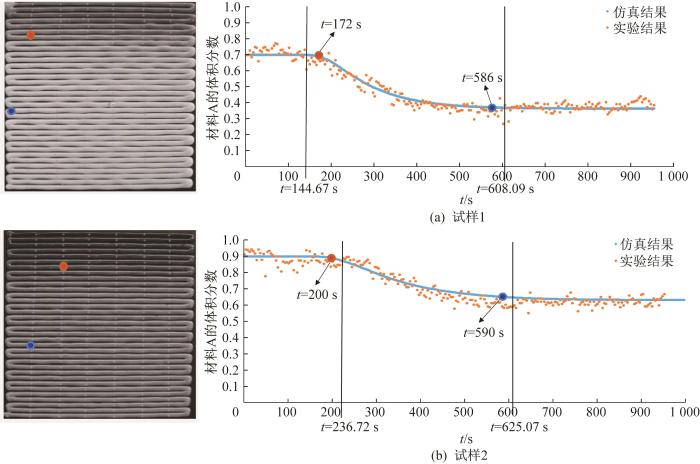
图13
打印试样中材料A体积分数的时序变化曲线
Fig.13
Time series changing curve of the volume fraction of material A in the printed sample
表2 制备FGMs试样的延迟信息
Table 2
| 试样序号 | 交付延迟 时间/s | 整体延迟 时间/s | 延迟 距离/mm | 误差/ % | |||
|---|---|---|---|---|---|---|---|
| CFD仿真 | ANN 仿真 | CFD 仿真 | ANN 仿真 | CFD 仿真 | ANN 预测 | ||
| 1 | 172 | 144.67 | 586 | 608.09 | 1758 | 1824.3 | 3.7 |
| 2 | 200 | 236.72 | 590 | 625.07 | 1770 | 1875.2 | 5.9 |
4 结 论
为了准确地获取制备FGMs零件时的材料信息,了解材料配比在每次发生变化后的延迟区域分布,采用数字化方法对DIW工艺制备FGMs零件时所产生的延迟信息进行预测研究,并通过自主研发的FGMs打印样机验证了CFD仿真模型与所构建的ANN模型的适用性与准确性。
首先在ANSYS Fluent软件中构建了混料装置的CFD仿真模型,以材料某一组分的初始体积分数和目标体积分数、螺杆转速、双挤出柱塞进给速率和为变量,监测出口处该组分的体积分数,并按照一定的容差范围标记相对应的材料交付延迟时间和整体延迟时间。在此仿真环境中选取65组样本数据用于训练与验证所构建的ANN模型;对训练算法和神经元数量进行优化选择,确定采用“4-8-2”结构的BR-ANN模型,此模型对交付延迟时间和整体延迟时间的预测精度可达94.87%和92.74%,可以代替单一传统的数值方法及试验法而高效且准确地获得所打印材料的信息。
在未来的研究中,利用对延迟信息的预测结合不同的路径规划策略来自定义材料梯度分布;或结合不同的打印策略,在材料梯度发生变化时对产生的延迟材料移出打印零件区域进行“冲洗”,完成后继续移回打印,以提高制备的精准性和灵活性。数字化方法在很大程度上受到数据样本的制约,会影响预测精准度,因此要加大对工艺大数据的挖掘与管理,以构建更高效和更高精度的预测模型,实现FGMs零件的数字化制造,突破材料信息与实际制备零件吻合度差的技术壁垒。
参考文献
Titanium/zirconium functionally graded materials with porosity gradients for potential biomedical applications
[J].
Numerical solution of the Cauchy problem for steady-state heat transfer in two-dimensional functionally graded materials
[J].
Future applications of carbon nanotube reinforced functionally graded composite materials
[C]//
Recent development in modeling and analysis of functionally graded materials and structures
[J].
3D bioprinting of stem cells and polymer/bioactive glass composite scaffolds for bone tissue engineering
[J].
Cellulose nanocrystals support material for 3D printing complexly shaped structures via multi-materials-multi-methods printing
[J].
Development of functionally graded Cu-Sn-Ni/Al2O3 composite for bearing applications and investigation of its mechanical and wear behavior
[J].
Synthesis of functionally graded aluminium composite and investigation on its abrasion wear behaviour
[J].
Characterization of functionally graded Al-SiCp metal matrix composites manufactured by centrifugal casting
[J].
Study on surface quality, precision and mechanical properties of 3D printed ZrO2 ceramic components by laser scanning stereolithography
[J].
Al2O3-ZrO2 eutectic ceramic via ultrasonic-assisted laser engineered net shaping
[J].
Ceramic binder jetting additive manufacturing: Particle coating for increasing powder sinterability and part strength
[J].
3D printing of kaolinite clay ceramics using the direct ink writing (DIW) technique
[J].
A novel freeform extrusion fabrication process for producing solid ceramic components with uniform layered radiation drying
[J].
Freeze-form extrusion fabrication of functionally graded materials
[J].
Extrusion-based additive manufacturing of functionally graded ceramics
[J].
Characterizing material transitions in large-scale additive manufacturing
[J].
Self-supervised visual feature learning with deep neural networks: A survey
[J].
The inverse of material properties of functionally graded pipes using the dispersion of guided waves and an artificial neural network
[J].
Determination of material properties of functionally graded hollow cylinders using artificial neural network
[C]//
Prediction of the sintering shrinkage of glass-alumina functionally graded materials by a BP artificial neural network
[J].
Stochastic dynamic analysis of twisted functionally graded plates
[J].
Renormalization group analysis of turbulence. I. Basic theory
[J].
Data mining of Bayesian networks using cooperative coevolution
[J].
Artificial neural networks: fundamentals, computing, design, and application
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}