1 曲面匹配方法的理论基础
- 1.1 齐次坐标变换理论
- 1.2 刀具加工包络面的计算
2 曲面匹配方法对刀具加工轨迹的优化
- 2.1 基于序列二次规划算法的曲面匹配方法
- 2.2 优化后的误差评定及刀具加工轨迹优化流程
3 刀具加工轨迹优化方法仿真验证
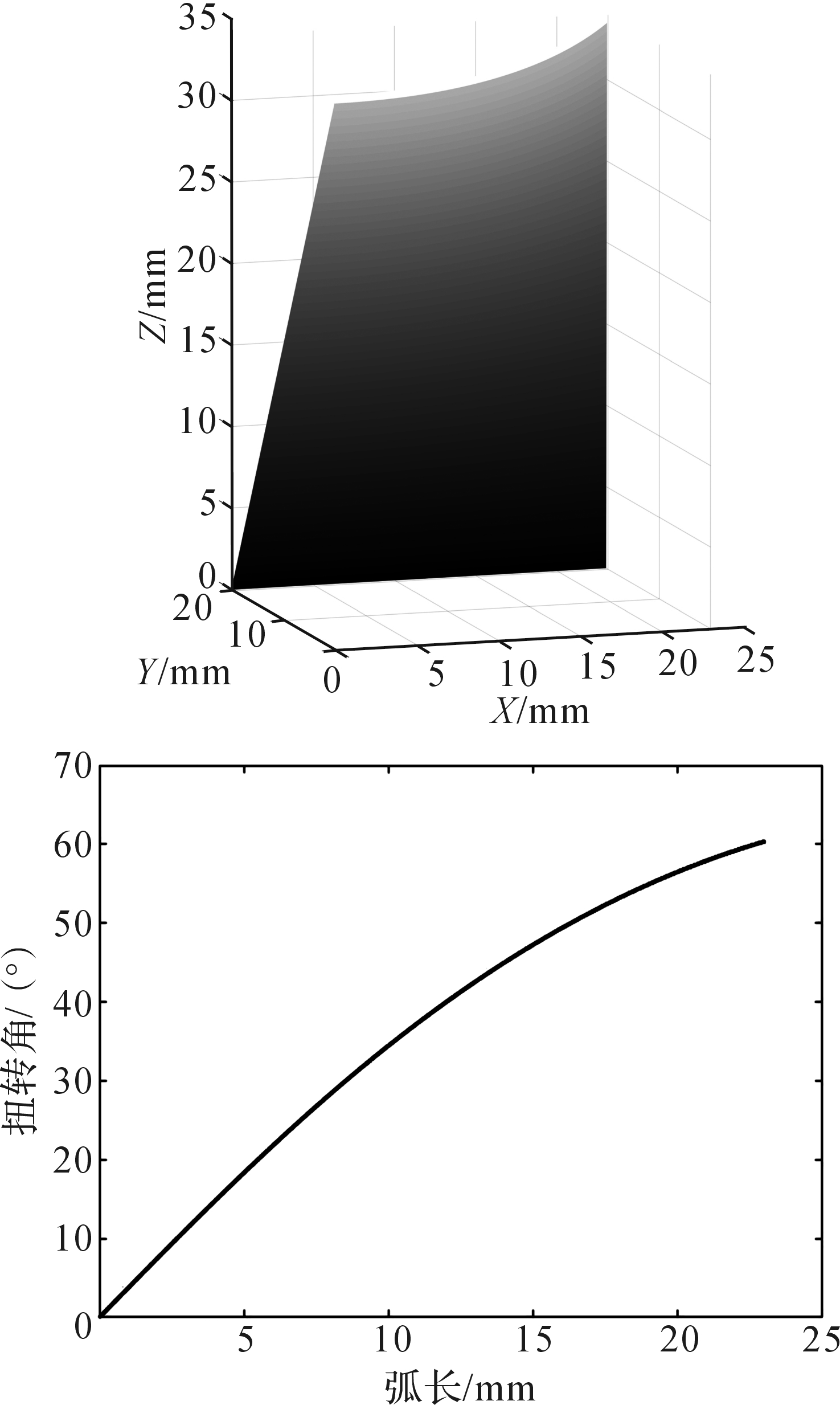
为验证上述方法的可行性,本文使用文献[4]中的非可展直纹面进行仿真分析。该非可展直纹曲面的2条准线为二次B样条曲线,直纹面可表示为:
其中
该直纹面具有较大的扭转角(扭转角最大为60.37°),故在其侧铣加工中会产生较大的原理误差,该直纹面及其扭转角分布如图3所示。为体现本文提出方法的有效性,将它与基于最小二乘法的曲面匹配法进行对比。基于最小二乘法的曲面匹配法通过使曲面各个位置偏差的平方和最小来达到2个曲面逼近的目的,目标函数可表示为:
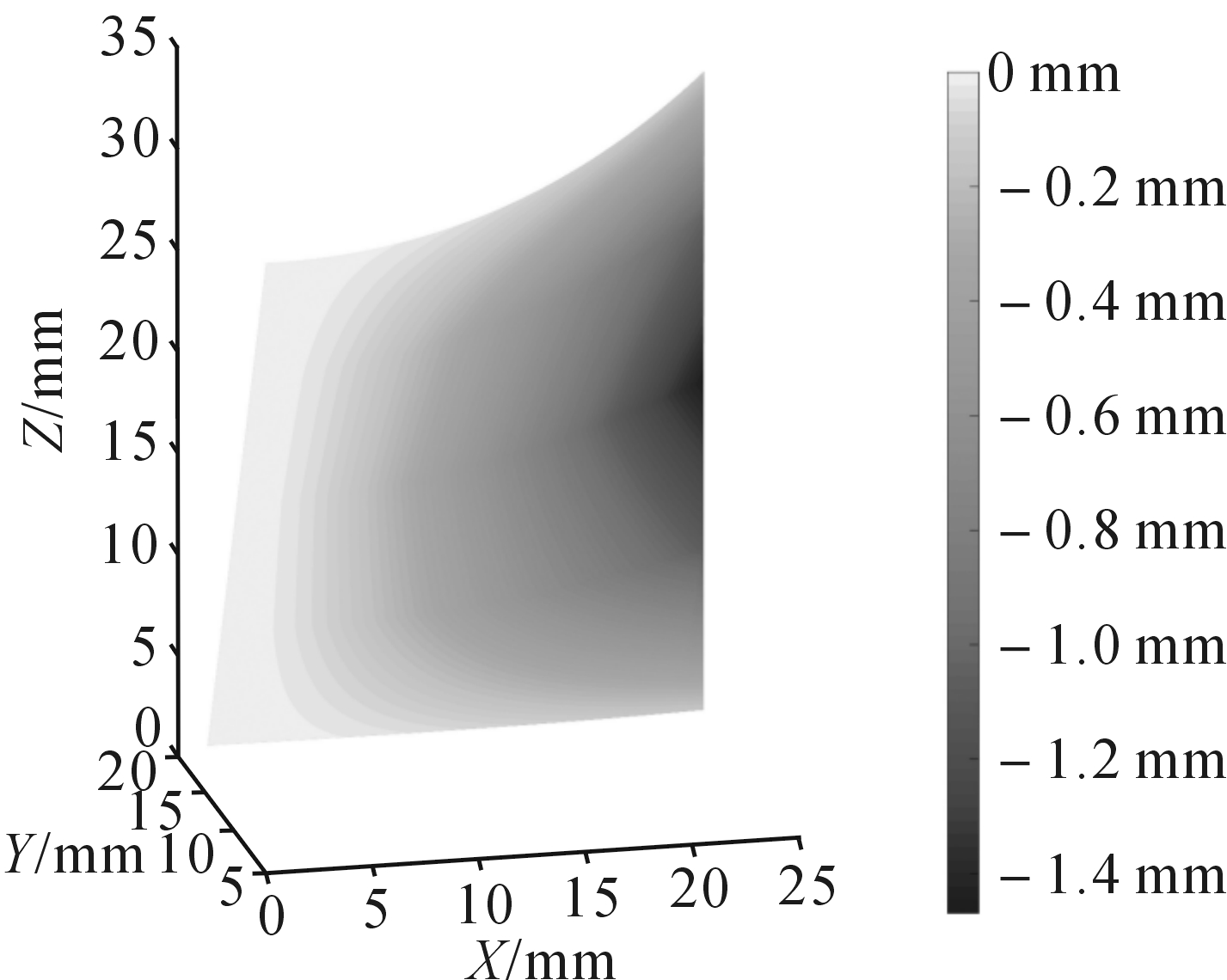
采用文献[4]中的刀具加工轨迹生成法来生成初始刀轴轨迹曲面,对于文献中提出的双点偏移刀位生成方法,为了简便计算,将沿着直纹四分之一与四分之三处确定刀轴位置改为沿着直纹的两端点来确定刀轴位置。刀具半径设置为10 mm。
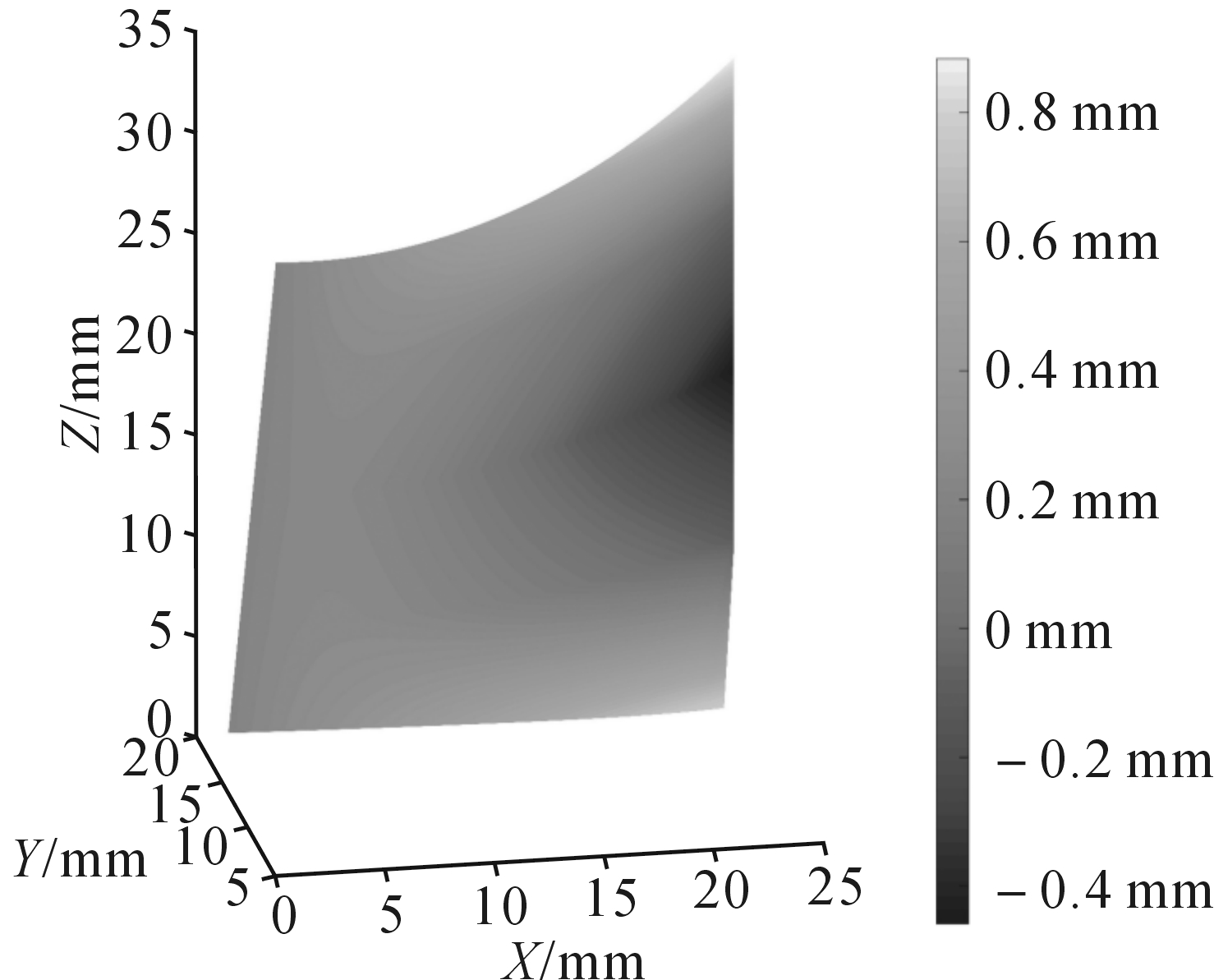
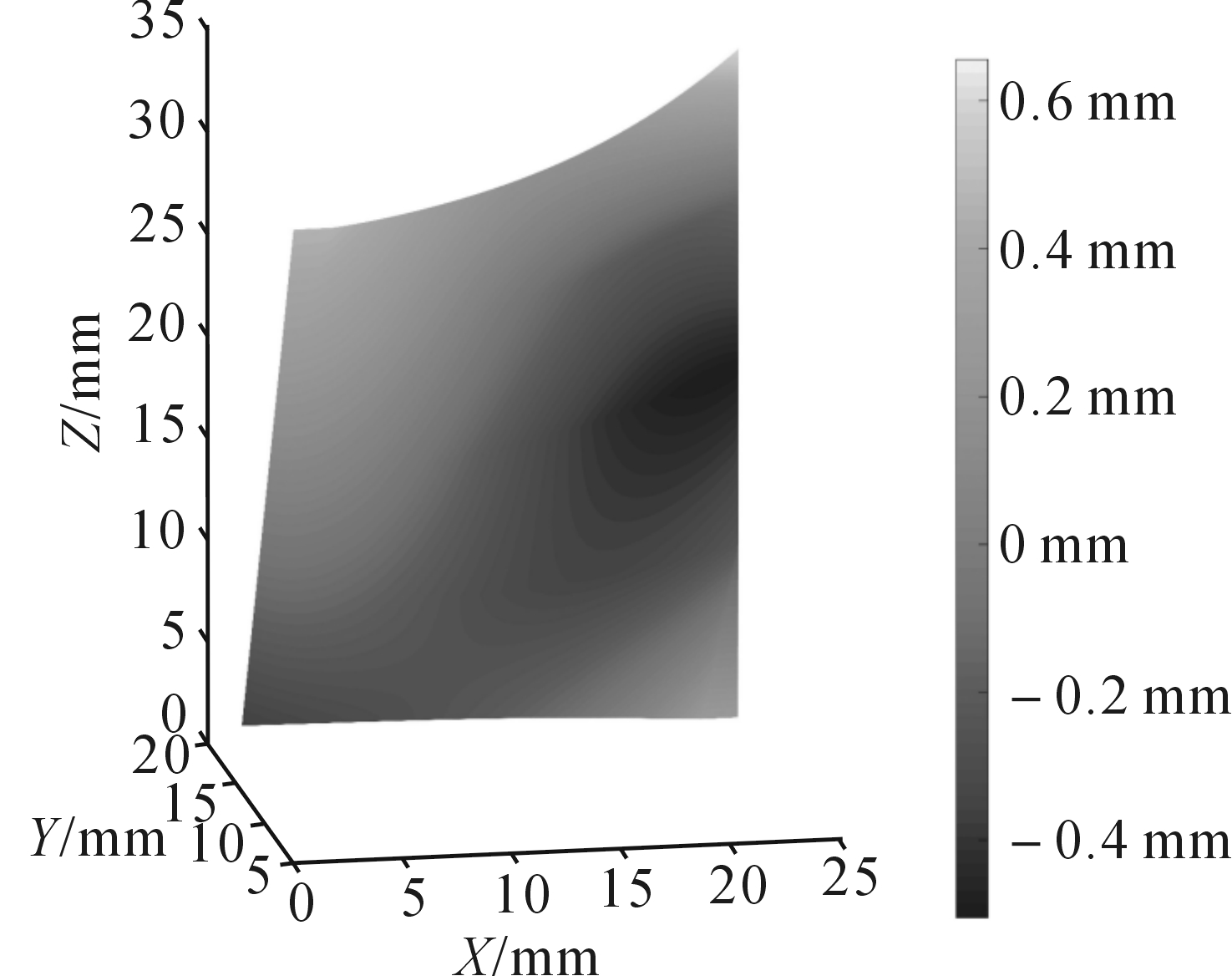
根据初始刀轴轨迹曲面生成的刀具加工包络面的原理误差如图4所示,经过基于最小二乘法的曲面匹配法和基于序列二次规划算法的曲面匹配法优化后,其误差分布分别如图5和图6所示。优化前后刀轴轨迹曲面对应的最大过切值、最大欠切值及总偏差(最大过切值加最大欠切值)如表1所示。

图5 基于最小二乘法的曲面匹配优化后原理误差分布
Fig. 5 Principle error distribution after surface matching optimization based on least square method
图6 基于序列二次规划算法的曲面匹配优化后原理误差分布
Fig. 6 Principle error distribution after surface matching optimization based on sequential quadratic programming algorithm
表1 优化前后刀轴轨迹曲面的偏差比较
Table 1 Deviation comparison of tool axis trajectory surface before and after optimization mm
优化前后 最大欠
切值
最大过
切值
总偏差 优化前 -1.469 2 0 1.469 2 最小二乘优化法优化后 -0.456 73 0.886 25 1.342 98 本文方法优化后 -0.504 63 0.656 01 1.160 64 从表1中可以明显看到:基于序列二次规划算法的曲面匹配法相比基于最小二乘方法的曲面匹配法,能显著提高加工曲面的几何精度,前者优化后刀轴轨迹曲面总偏差减小了
需要注意的是,因为本文提出方法对误差的减小效果是与初始刀具加工轨迹生成方法产生的偏差有关的,因此本文将两点偏置法进行了适当修改以满足误差显示结果能够更加明显地体现本方法的有效性。
在运用最小二乘法进行曲面匹配时,设计曲面上的对应点是固定的,故基于最小二乘法的优化是2组点集代表的曲面逼近过程。但是在迭代逼近的过程中,刀具加工包络面上的点在设计曲面上的对应点必然会发生变化,所以必然会产生一定误差,并且该方法也会陷入局部收敛。而使用基于序列二次规划算法的曲面匹配方法可以避免局部收敛,并且设计曲面上的对应点会随着每次迭代发生变化,故该方法具有较好的优化效果。
4 结论
针对不可展直纹面加工过程中产生的原理误差,提出了一种初始刀具加工轨迹的整体优化方法。该方法将曲面匹配用于加工刀具加工轨迹的再次优化并使用序列二次规划来求解曲面匹配问题。
通过MATLAB编程仿真验证了本文提出方法的可行性,并与基于最小二乘法的曲面匹配法进行对比,结果表明本文提出的方法能有效减小原理误差。该方法显著提高了不可展直纹面侧铣加工时的加工精度,并可以用于大部分刀具加工轨迹的再次优化。
参考文献
- 1
WANG Wei, JIANG Zhong, TAO Wen-jian, et al. A new test part to identify performance of five-axis machine tool-part Ⅰ: geometrical and kinematic characteristics of S part[J]. The International Journal of Advanced Manufacturing Technology, 2015, 79(5/8): 739-756. doi: 10.1007/s00170-015-6870-3
- 2
PECHARD P Y, TOURNIER C, LARTIGUE C, et al. Geometrical deviations versus smoothness in 5-axis high-speed flank milling[J]. International Journal of Machine Tools and Manufacture, 2009, 49(6): 454-461. doi: 10.1016/j.ijmachtools.2009.01.005.
- 3
XU K, WANG J R, CHU C H, et al. Cutting force and machine kinematics constrained cutter location planning for five-axis flank milling of ruled surfaces[J]. Journal of Computational Design and Engineering, 2017, 4(3): 203-217. doi: 10.1016/j.jcde.2017.02.003
- 4
LIU Xiong-wei. Five-axis NC cylindrical milling of sculptured surfaces[J]. Computer-Aided Design, 1995, 27(12): 887-894. doi: 10.1016/0010-4485(95)00005-4
- 5
REDONNET J M, TUBIO W, DESSEIN G. Side milling of ruled surfaces: optimum positioning of the milling cutter and calculation of interference[J]. The International Journal of Advanced Manufacturing Technology, 1998, 14(7): 459-465. doi: 10.1007/BF01351391
- 6
TSAY D M, HER M J. Accurate 5-Axis machining of twisted ruled surfaces[J]. Journal of Manufacturing Science and Engineering, 2001, 123(4): 731-738. doi: 10.1115/1.1402628
- 7
BEDI S, MANN S, MENZEL C. Flank milling with flat end milling cutters[J]. Computer-Aided Design, 2003, 35(3): 293-300. doi: 10.1016/s0010-4485(01)00213-5
- 8
MENZEL C, BEDI S, MANN S. Triple tangent flank milling of ruled surfaces[J]. Computer-Aided Design, 2004, 36(3): 289-296. doi: 10.1016/s0010-4485(03)00118-0
- 9
GUAN Li-wen, MO Jiao, FU Meng, et al. An improved positioning method for flank milling of S-shaped test piece[J]. The International Journal of Advanced Manufacturing Technology, 2017, 92(1/4): 1349-1364. doi: 10.1007/s00170-017-0180-x
- 10
GONG Hu, WANG Ning. Analytical calculation of the envelope surface for generic milling tools directly from CL-data based on the moving frame method[J]. Computer-Aided Design, 2009, 41(11): 848-855. doi: 10.1016/j.cad.2009.05.004
- 11
ZHU Li-min, ZHANG Xiao-ming, DING Han, et al. Geometry of signed point-to-surface distance function and its application to surface approximation[J]. Journal of Computing and Information Science in Engineering, 2010, 10(4): 041003.
- 12
TIAN Jun-feng, LIN Hu, YAO Zhuang, et al. Optimized tool path planning for five-axis flank milling of ruled surface considering tolerance[J]. Advanced Materials Research, 2012, 472-475: 114-118. doi: 10.4028/www.scientific.net/AMR.472-475.114
- 13
武殿梁,洪军,丁玉成,等.测量点群与标准曲面的匹配算法研究[J].西安交通大学学报,2002,36(5):500-503. doi: 10.3321/j.issn:0253-987X.2002.05.014
WU Dian-liang, HONG Jun, DING Yu-cheng, et al. Surface matching algorithm based on the least time criterion[J]. Journal of Xi’an Jiaotong University, 2002, 36(5): 500-503.
- 14
DING Han, BI Qing-zhen, ZHU Li-min, et al. Tool path generation and simulation of dynamic cutting process for five-axis NC machining[J]. Chinese Science Bulletin, 2010, 55(30): 3408-3418. doi: 10.1007/s11434-010-3247-7
- 15
LARTIGUE C, DUC E, AFFOUARD A. Tool path deformation in 5-axis flank milling using envelope surface[J]. Computer-Aided Design, 2003, 35(4): 375-382. doi: 10.1016/s0010-4485(02)00058-1
- 16
CHU Chih-hsing, WU Ping-han, LEI Wei-tai. Tool path planning for 5-Axis flank milling of ruled surfaces considering CNC linear interpolation[J]. Journal of Intelligent Manufacturing, 2012, 23(3): 471-480. doi: 10.1007/s10845-010-0386-3
- 17
石国春.关于序列二次规划(SQP)算法求解非线性规划问题的研究[D].兰州:兰州大学数学与统计学院,2009:7-12.
SHI Guo-chun. Research on solving nonlinear programming problems by sequential quadratic programming(SQP) algorithm[D]. Lanzhou: Lanzhou University, School of Mathematics and Statistics, 2009: 7-12.
- 18
JORGE N, STEPHEN W. Numerical optimization[M]. Berlin: Springer, 2006: 121-180.
- 19
黄鑫.“S”形试件几何质量测评及不确定度研究[D].天津:天津大学机械工程学院,2016:69-85.
HUANG Xin. Research on geometry quality evaluation and uncertainty for S-shaped test part[D]. Tianjin: Tianjin University, School of Mechanical Engineering, 2016: 69-85.
- 1
摘要
为减小非可展直纹面侧铣过程中产生的原理误差,提出一种新的刀具加工轨迹优化方法,将曲面匹配方法应用于初始刀具加工轨迹的优化过程,并使用序列二次规划算法求解曲面匹配问题。首先,采用现有的刀具加工轨迹生成方法得到刀轴轨迹曲面;其次,对刀轴轨迹曲面进行法向偏移得到对应的刀具加工包络面并进行原理误差计算,使用基于序列二次规划算法的曲面匹配方法对加工包络面与设计曲面进行曲面逼近,得到空间变换矩阵;再次,通过空间变换和法向偏移,得到优化后的刀轴轨迹曲面及其对应的刀具加工包络面,以及对应的优化刀具加工轨迹及加工误差分布数据;最后,使用MATLAB进行仿真,并与基于最小二乘法的曲面匹配方法进行对比验证。仿真结果表明该优化方法有效地减小了初始刀具加工轨迹产生的原理误差,这说明提出的方法能够用于减小非可展直纹面侧铣加工时产生的原理误差。研究成果为提高非可展直纹面侧铣的精度提供了新的技术支持。
Abstract
In order to reduce the principle error generated in the flank milling process of undevelopable ruled surface, a new optimization method for tool path was proposed. Surface matching method was applied to optimize the initial tool path, and the sequential quadratic programming algorithm was used to solve the surface matching problem. Firstly, the existing tool path generation method was used to obtain the tool axis trajectory surface. Secondly, the envelope surface was achieved by offsetting the tool axis trajectory surface along its normal vector, and the principle error was calculated. The surface matching method based on the sequential quadratic programming algorithm was operated to match the envelope surface with the design surface and a spatial transformation matrix was obtained. Thirdly, an optimized tool axis trajectory surface and its corresponding envelope surface were generated, and the corresponding optimized tool path and the error distribution data were obtained. Finally, the simulation was performed by MATLAB and compared with the surface matching method based on least square method. The simulation result showed that the proposed method reduced the principle error of the initial tool path effectively, which indicated that the proposed method could apply to reduce the principle error in the flank milling process of the undevelopable ruled surface. The research results provide a new technical way to improve the accuracy of undevelopable ruled surface flank milling.
非可展直纹面由于其良好的几何特性,被广泛应用于模具、发动机叶轮等重要零部件的设计中。在非可展直纹面的侧铣加工过程中会不可避免地产生原理误
上述方法都是根据待加工曲面先确定刀轴位置再形成总体刀路,而这些方法存在较大的原理误差。近年来,许多基于初始刀具路径的刀具加工轨迹整体优化方法被提了出来。Gong
曲面匹配过程是指将目标曲面无限逼近理想曲面的过程,该过程需要对目标曲面进行空间变换,齐次变换理论为该过程提供了理论基础。设点
P在三维空间坐标系中的坐标为
式中:
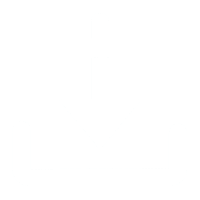
将曲面匹配方法应用于刀具加工轨迹优化过程时,需先根据刀轴轨迹曲面获得刀具加工包络面。在实际的自由曲面加工过程中,刀轴的旋转速度远远大于其平动速度,刀具加工包络面可由刀轴运动轨迹曲面的法向偏移曲面表
刀轴方向向量可以表示为:
则刀轴轨迹面可以表示为:
式中:
点
式中:
综上,刀具加工包络面Se可以表示为:
式中:R为刀具半径。
刀具加工包络面为加工过程中产生的曲面,由于非可展直纹面具有扭转角等其他复杂的几何特征,其加工包络面不可能与设计曲面完全贴合。而且局部调整刀路中刀轴的位置会改变刀具加工轨迹的整体平滑性,从而影响加工质量。对刀具加工轨迹进行整体优化时既要满足减小加工原理误差的需求,也要避免影响加工轨迹的平滑性。
刀具加工轨迹优化的目的是使刀具曲面加工原理误差尽可能小,即刀具加工包络面与设计曲面尽可能贴合。为使目标曲面能够与设计曲面达到最佳匹配,需优化6个旋转、平移参数。序列二次规划算法作为求解约束非线性优化问题最有效的方法之
设
式中:
则该曲面匹配可转化为非线性约束问题,表示为:
序列二次规划算法要求目标函数为二阶连续可微,故引入变量
此问题的二次规划子问题为:
式中:
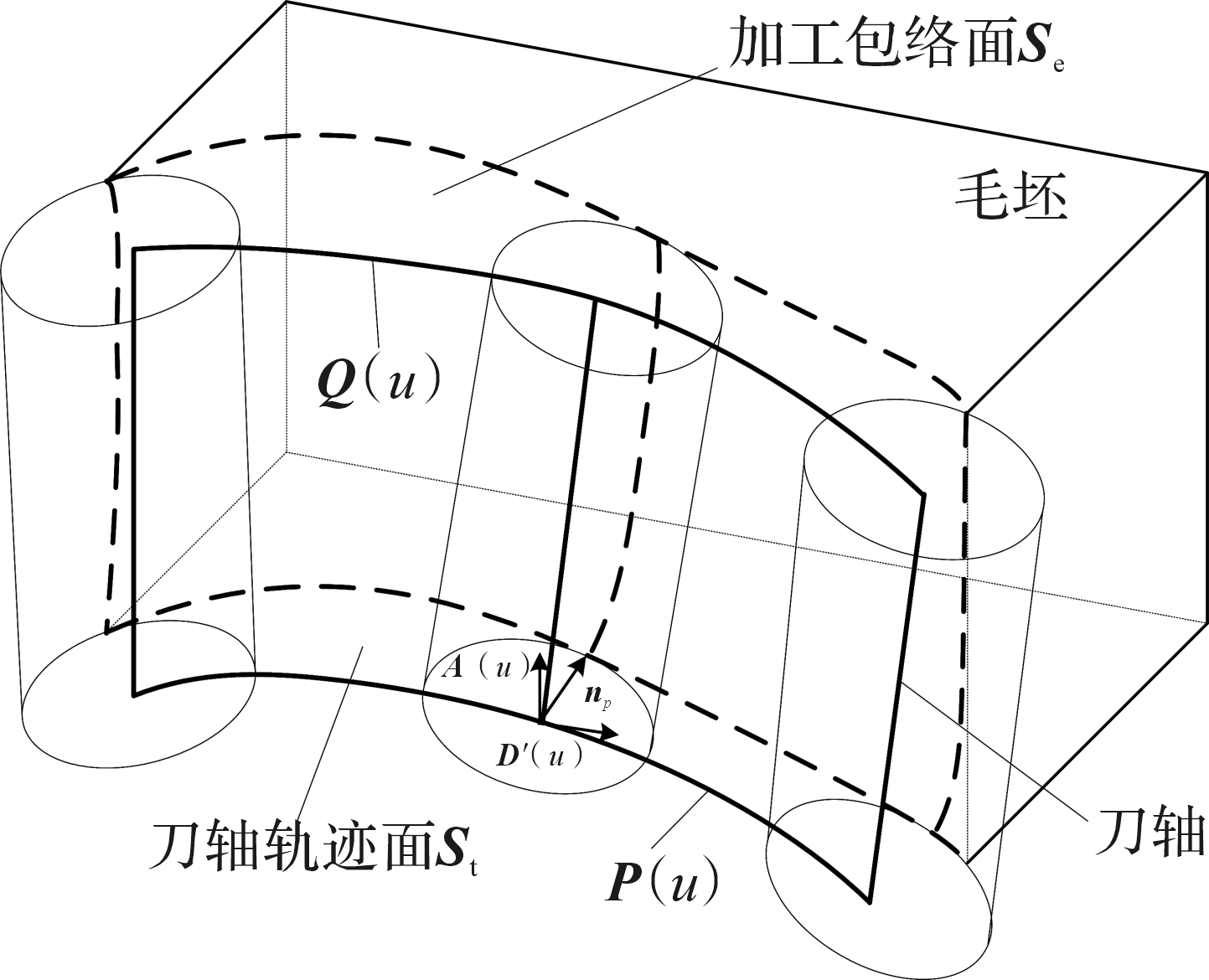
使用序列二次规划算法解决上述二次规划子问题,具体步骤(见图2虚线框部分)如下:
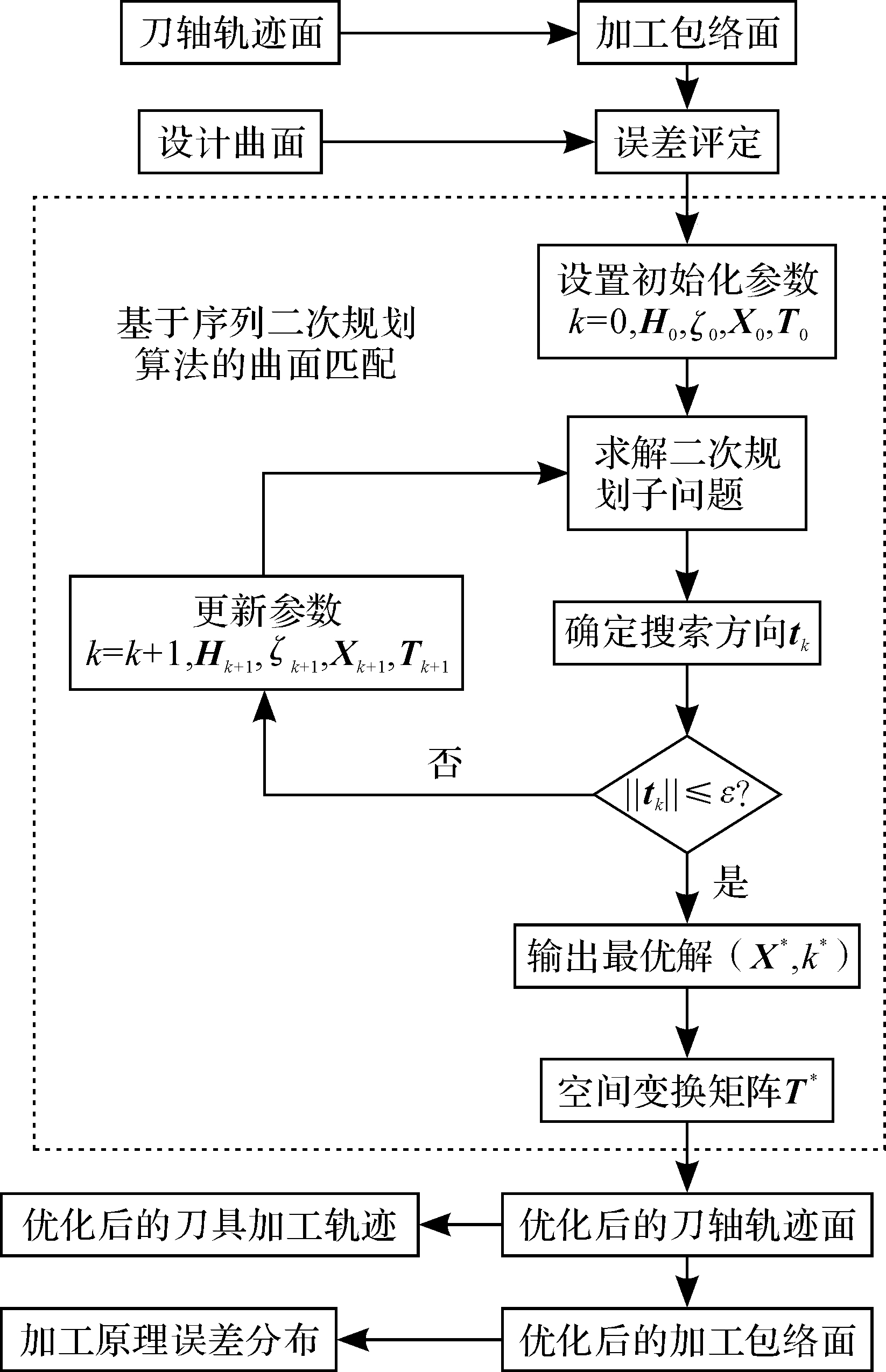
图2 应用基于序列二次规划算法的曲面匹配方法的刀具加工轨迹优化流程
Fig. 2 Flow of tool path optimization by surface matching method based on sequential quadratic programming algorithm
1)首次迭代时
2)求解二次规划子问题,得到搜索方向
3)更新迭代变量,
4)根据空间变换矩阵更新包络面上的点,
需要注意的是,使用序列二次规划算法会得到优化后的变量
在曲面匹配过程中,需要计算刀具加工包络面上点相对于设计曲面的偏差,即求取包络面上点到设计曲面的最小距离,本文采用分割逼近法来寻找所求点距离设计曲面最近的
应用曲面匹配方法的刀具加工轨迹优化流程如图2所示,具体步骤如下:
1)使用现有的方法生成初始刀具加工轨迹,通过初始刀具加工轨迹构成的刀轴轨迹面得到刀具加工包络面,其中设计曲面为已知曲面。
2)在加工包络面上均匀采点,使用分割逼近法计算包络面相对于设计曲面的偏差,即现有刀具加工轨迹生成方法产生的理论加工误差。
3)结合误差评定模型计算得到的误差值,使用序列二次规划算法对包络面与设计曲面进行曲面匹配,得到优化后的空间变换矩阵。
4)按照优化后的空间变换矩阵对初始刀具加工轨迹进行空间变换,得到优化后的刀具加工轨迹。同时对优化后的刀轴轨迹面进行法向偏置,得到优化后的加工包络面,进而通过误差计算得到优化后的误差分布。