精密机床作为工业母机,既是现代制造业的核心装备,又是衡量国家工业现代化水平与先进制造能力的战略标杆[1 -2 ] 。在机床关键功能部件中,导轨系统承担着运动承载与轨迹导向的双重功能,其几何精度对机床进给系统有重要影响。导轨的多种几何误差形态对进给系统的定位精度与轨迹跟踪平稳性具有显著影响[3 ] ,但不同几何误差形态组合对进给系统工作台的位姿误差与装配应力均匀性的影响机理尚不明确,导致机床精度与动态性能受限。
针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究。Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律。Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型。Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响。Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差。上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响。针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理。在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素。Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著。Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型。Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系。Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差。然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响。为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差。Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系。Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性。
研究表明,导轨几何误差形态除了影响进给系统位姿误差外,对装配应力也有显著影响。Wu等[20 ] 分析了导轨几何误差对工作台运动误差的影响,并通过优化装配工艺降低了工作台运动误差。He等[21 ] 围绕滚动导轨的低应力装配技术,分析了不同导轨几何误差形态组合对进给系统内部应力的影响。但上述研究大多局限于导轨几何误差形态对进给系统位姿误差的影响,或仅关注对装配应力的单一作用,未综合考虑位姿误差和装配应力,亦未揭示可同时使位姿误差与装配应力达到最优的导轨几何误差形态组合。这一关键机理的缺失,是当前制约机床精度提升的重要因素。
为此,本文提出了一种考虑进给系统位姿误差与装配应力的机床导轨几何误差形态匹配设计方法。通过分析不同导轨几何误差形态组合下的工作台位姿误差与装配应力分布规律,筛选出可同时使工作台位姿误差与装配应力处于最佳控制状态的导轨几何误差形态组合。
1 面向进给系统位姿误差的导轨几何误差形态匹配设计
本文以典型的双导轨四滑块直线进给系统为研究对象,每条滚动导轨通过2个滑块与工作台连接,工作台在滚动导轨副的支承下作直线往复运动。为分析导轨几何误差形态组合对进给系统位姿误差的影响,需建立导轨几何误差与工作台位姿误差的映射模型。
1.1 工作台位姿误差建模及计算
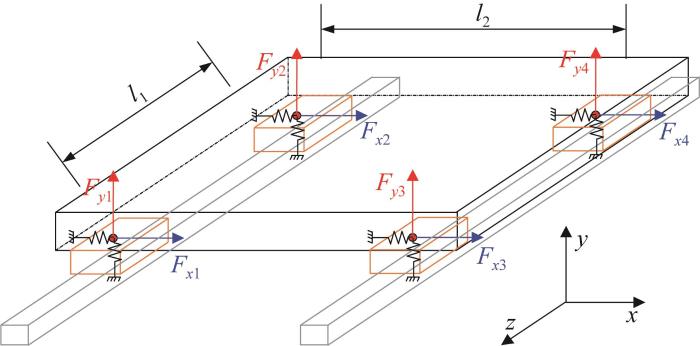
工作台在水平方向上受到Fx 1 、Fx 2 、Fx 3 、Fx 4 四个作用力,在竖直方向上受到Fy 1 、Fy 2 、Fy 3 、Fy 4 四个作用力,其受力示意如图1 所示。图中:x 方向为工作台运动方向的垂直方向,y 方向为垂直于工作台的方向,z 方向为工作台的运动方向。
图1
图1
工作台受力示意图
Fig.1
Schematic diagram of force on worktable
根据图1 ,对工作台进行受力分析,得到工作台在某一位置处的静力平衡方程:
F x 1 + F x 2 + F x 3 + F x 4 + F x = 0 F y 1 + F y 2 + F y 3 + F y 4 + F y = 0 l 1 2 F y 1 - F y 2 + F y 3 - F y 4 + M x = 0 l 1 2 F x 1 - F x 2 + F x 3 - F x 4 + M y = 0 l 2 2 F y 1 + F y 2 - F y 3 - F y 4 + M z = 0 (1)
式中:Fx 、Fy 分别为作用在工作台中心的沿x 、y 方向的分力,Mx 、My 、Mz 分别为作用在工作台中心的沿x 、y 、z 方向的力矩,l 1 为同一条导轨上2个滑块的间距,l 2 为2条导轨的间距。
假设导轨滑块在x 方向上的等效刚度为K h ,在y 方向上的等效刚度为K v 。根据工作台受力后的变形协调条件,得到其变形协调方程:
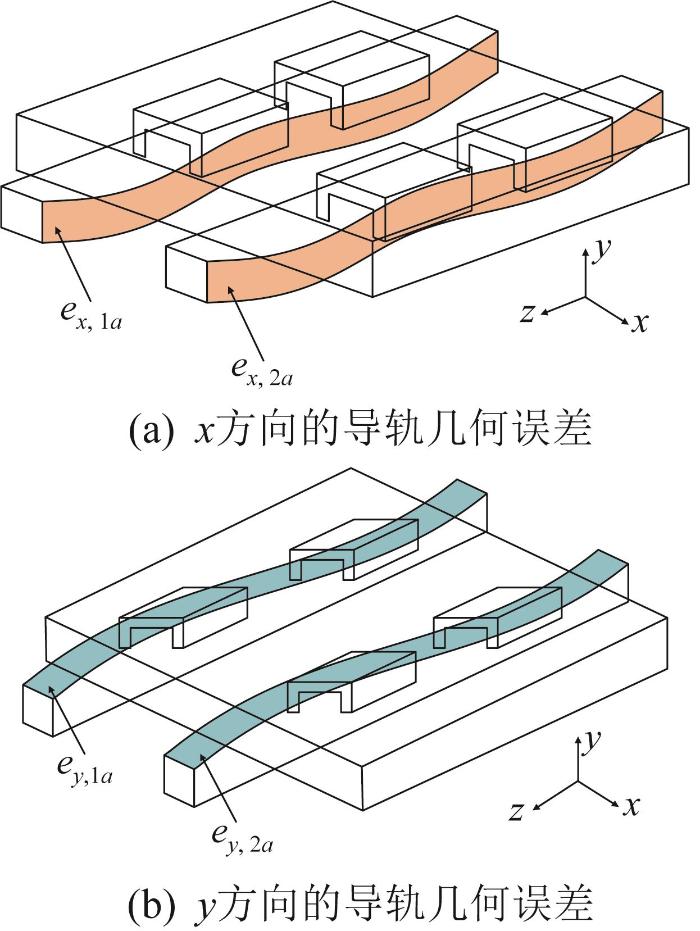
F x 1 K h + e x , 11 = F x 3 K h + e x , 21 F x 2 K h + e x , 12 = F x 4 K h + e x , 22 F y 1 K v + e y , 11 + F y 4 K v + e y , 22 = F y 2 K v + e y , 12 + F y 3 K v + e y , 21 (2)
式中:ex , 1 a ex , 2 a a =1, 2,表示同一条导轨上的不同滑块)分别为导轨1和导轨2在x 方向上的几何误差,ey , 1 a ey , 2 a y 方向上的几何误差,如图2 所示。
图2
图2
导轨几何误差
Fig.2
Geometric error of guideway
联立式(1)和式(2),可求得工作台在水平方向与竖直方向上的受力。
根据工作台的受力情况,可计算得到工作台的x 向直线度误差δx 、y 向直线度误差δy 、俯仰角误差ε x z ε y z ε z z
δ x = 1 2 F x 1 K h + e x , 11 + F x 2 K h + e x , 12 δ y = 1 2 F y 1 K v + e y , 11 + F y 2 K v + e y , 12 + F y 3 K v + e y , 21 + F y 4 K v + e y , 22 ε x z = 1 l 1 F y 2 K v + e y , 12 - F y 1 K v + e y , 11 ε y z = 1 l 1 F x 2 K h + e x , 12 - F x 1 K h + e x , 11 ε z z = 1 l 2 F y 3 K v + e y , 21 - F y 1 K v + e y , 11 (3)
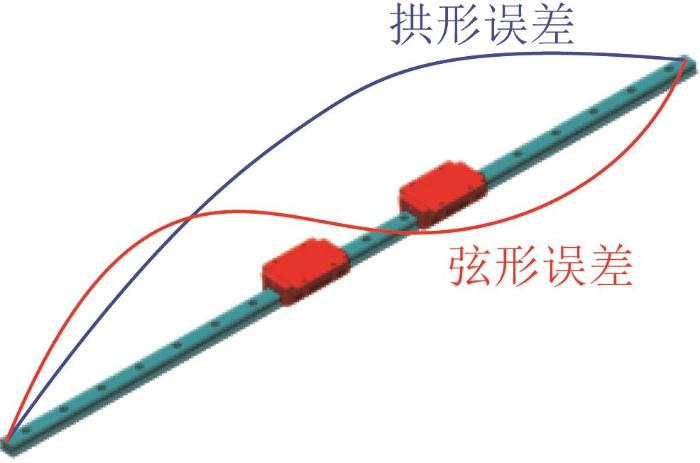
在现有研究中,许多学者通过傅里叶变换将导轨几何误差转化为正弦/余弦函数形式[22 -23 ] 。基于此,本文以正弦函数作为导轨几何误差的基础函数,分析了以弦形误差、拱形误差(半周期正弦)为代表的几何误差形态,如图3 所示。这些形态能够充分涵盖导轨几何误差的主要特征,具有良好的完备性与合理性。本研究旨在揭示弦形误差与拱形误差的不同组合形式对滚动导轨进给系统位姿误差的影响机理。
图3
图3
导轨几何误差形态
Fig.3
Geometric error shape of guideway
1.2 导轨几何误差形态匹配分析
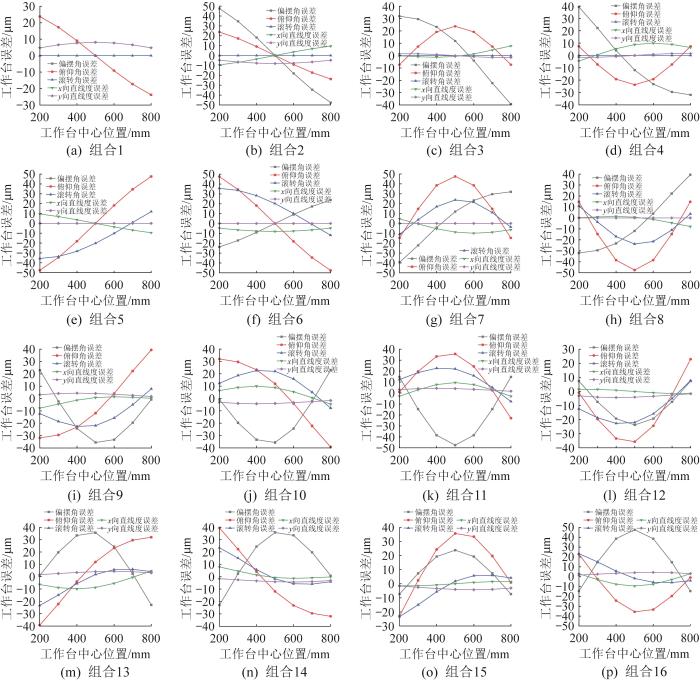
鉴于工作台上每条导轨在水平方向与竖直方向上均可能存在2种误差形态,选取导轨1和导轨2在x 、y 方向上的几何误差为实验因素,设计了16组导轨几何误差形态组合,如表1 所示。为全面分析导轨不同几何误差形态的耦合作用对工作台位姿误差的影响,对每种几何误差形态组合进行计算与分析。
通过计算得到工作台在不同导轨几何误差形态组合下运动到各个位置时的位姿误差,结果如图4 所示。
图4
图4
不同导轨几何误差形态组合下工作台的位姿误差
Fig.4
Pose error of worktable under different combinations of guideway geometric error shapes
1.3 基于CRITIC 赋权法的工作台位姿误差评价
为定量评价不同导轨几何误差形态组合下的工作台位姿误差,考虑到5项位姿误差分量的量纲不同且可能存在相关性,引入CRITIC(criteria importance through inter-criteria correlation,通过指标间相关性评估指标重要性)赋权法将误差分量合成为单一评价指标。该方法通过综合衡量各分量的变异性和冲突性来分配权重,能够避免信息重复,从而得到科学合理的位姿误差综合评价结果。CRITIC赋权法的计算步骤如下。
假设有m 个样本,n 个指标,在完成数据矩阵 X xij ) m × n
z i j = x i j - m i n x j m a x x j - m i n x j (4)
z i j = m a x x j - x i j m a x x j - m i n x j (5)
然后,计算每个指标的标准差σ j
σ j = 1 m - 1 ∑ i = 1 m z i j - z ¯ j 2 (6)
接着,计算指标的相关系数矩阵 R rjk ) n × n rjk 为指标j 与指标k 间的相关系数),由此得到指标j 与其他所有指标的冲突程度Cj :
r j k = ∑ i = 1 m z i j - z ¯ j z i k - z ¯ k ∑ i = 1 m z i j - z ¯ j 2 z i k - z ¯ k 2 (7)
C j = 1 - r j k , k ≠ j (8)
由式(8)可知,r j k j 与指标k 的信息重叠度越高,即冲突性越低。
最后,计算指标j 的信息量Ij ,将信息量归一化后即可得到最终的权重wj :
I j = σ j C j (9)
w j = I j ∑ j = 1 n I j (10)
将各导轨几何误差形态组合下测得的工作台位姿误差分量的绝对值作为数据样本,利用CRITIC赋权法计算得到工作台的偏摆角误差、俯仰角误差、滚转角误差、x 向直线度误差、y 向直线度误差的权重,分别为0.22、0.16、0.17、0.27、0.18。将各位姿误差分量的归一化值与对应权重相乘后求和,可得第3组、第12组和第15组导轨几何误差形态下工作台位姿误差的综合评价分数较高,分别为0.76、0.72和0.77。
2 考虑进给系统位姿误差与装配应力的导轨几何误差形态匹配设计
2.1 导轨滚柱应力建模
在导轨装配过程中,工作台不可避免地会受到挤压或拉伸作用,进而产生应力集中。为改善工作台的应力集中现象,需采用定量方法对工作台应力分布的均匀性进行综合分析。低应力装配并非单纯追求应力绝对值的最小化,而是通过控制应力分布实现装配体中应力的均匀化,以避免局部应力集中。在滚动导轨系统中,滚柱同时与导轨和滑块接触。根据Hertz接触理论,单个滚柱所受的法向载荷Q 与其变形量δ 之间的关系可表示为:
Q = k c δ 10 9 (11)
k c = 3 . 81 - 10 9 l 8 9 E 2 1 - v 2
式中:k c 为简化系数,l 为滚柱的接触长度,E 为弹性模量,v 为泊松比。
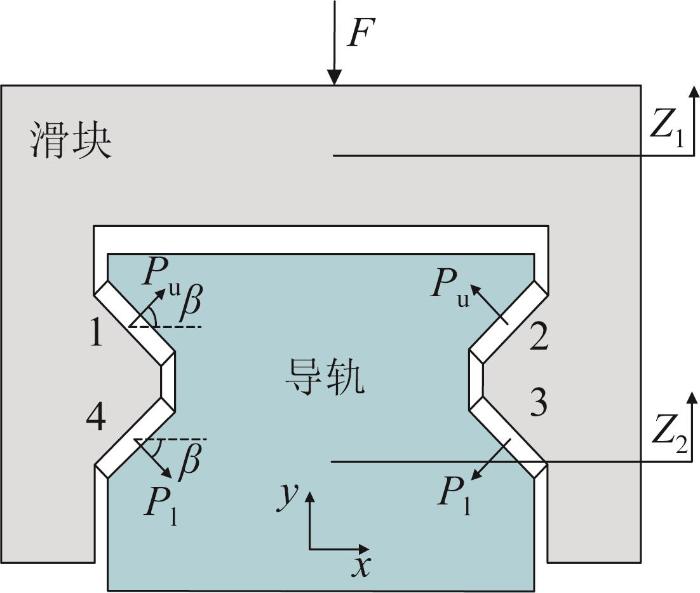
单滑块导轨系统的力学模型如图5 所示。单个滑块与导轨之间共有4个滚动结合面,每个结合面均有g 个滚柱,且上下结构相同。由此可知,导轨上侧与下侧的滚柱受力状态相同。导轨上、下侧单个滚柱与滚道的法向接触压力分别用P u 、P l 表示。图5 中:Z 1 、Z 2 分别为滑块和导轨的位移;F 为单滑块导轨系统所受的法向载荷;β 为接触角。
图5
图5
单滑块导轨系统力学模型
Fig.5
Mechanical model of single slider guideway system
假设每个滚柱在外载荷作用下始终处于受压状态,对单滑块导轨系统进行受力分析,可得:
F + 2 g P l s i n β = 2 g P u s i n β (12)
在法向载荷F 的作用下,单滑块导轨系统的相对变形量Δ Z
Δ Z = Z 1 - Z 2 (13)
根据式(11),可得导轨上、下侧单个滚柱与滚道的接触压力:
P u = k c δ u 10 9 (14)
P l = k c δ l 10 9 (15)
式中:δ u 、δ l 分别为单个滚柱在接触压力P u 、P l 作用下产生的变形量。
此外,导轨在装配过程中还需要施加预紧力。假设单个滚柱在导轨预紧力作用下产生的法向接触压力为P 0 ,对应的初始变形量为δ 0 ,则P 0 与δ 0 同样满足式(11)关系:
P 0 = k c δ 0 10 9 (16)
假设导轨上、下侧所有滚柱的初始变形量均相同,则在法向载荷F 的作用下,单滑块导轨系统的变形协调方程满足以下条件:
δ u - δ 0 s i n β = δ 0 - δ l s i n β = Δ Z (17)
联立式(12)至式(17),即可求得导轨上、下侧单个滚柱与滚道的接触压力P u 、P l 。
由图5 所示的力学模型可知,随着法向载荷F 的增大,上排滚柱的接触压力P u 逐渐减小,当P u =0时,整个导轨系统的承载力由下排滚柱承担,此时的外载荷为临界载荷,用F c 表示。根据式(17),可得:
F c = 4 2 P 0 s i n β (18)
根据Hertz接触理论,可得单个滚柱与滚道结合面的最大接触应力σ max :
σ m a x = Q E R l (19)
式中:R 为等效曲率半径;若P u > P l Q = P u Q = P l
综上,可求得滚柱与滚道结合面在竖直、水平外载荷作用下的最大接触应力σ max 。
2.2 导轨滚柱的应力熵分析
应力熵的概念源于信息熵理论,通过将应力分布作为概率分布,借鉴最大熵理论来评估滚柱与滚道结合面的最大接触应力分布的均匀程度。假设离散随机变量X 表示滚柱与滚道结合面接触区域内任意一点处的最大接触应力,对应的概率p X = X b pb ,且满足∑ b = 1 N p b = 1 X 的熵H 可定义为:
H X = - ∑ b = 1 N p b l o g r p b (20)
熵H X H max 可表示为:
H m a x = - ∑ b = 1 N 1 N l o g r 1 N = l o g r N (21)
H 0 = H X H m a x (22)
归一化熵值H 0 的取值范围为[0, 1],其值越大,表示滚柱与滚道结合面的最大接触应力越均匀;反之,最大接触应力越不均匀。
基于表1 中的16组导轨几何误差形态组合,计算不同组合下滚柱在水平、竖直外载荷作用下的应力熵,如表2 所示。
综合对比分析工作台的位姿误差与滚柱应力熵,得到第15组导轨几何误差形态(导轨1的x 方向几何误差形态为负弦形、导轨1的y 方向几何误差形态为正弦形、导轨2的x 方向几何误差形态为负弦形、导轨2的y 方向几何误差形态为负拱形)能够保证工作台在维持高精度运动的同时,滚柱接触应力处于最均匀的状态。
3 实验验证
3.1 实验平台搭建
为验证理论结果的正确性,设计了滚动导轨直线进给系统位姿误差与应力测量实验平台,以开展相关实验。实验平台由床身、2条滚动导轨(型号为THK SRG45R2QZZZCO+1650LSR-Ⅱ)、4个滑块、滚柱和工作台构成,具体参数如表3 所示。实验设备与测量工具包括光电准直仪、扭矩扳手、电阻应变片、应力应变测试仪、千分尺、水平仪和塞尺等,其参数如表4 所示。在实验中,通过在导轨的不同位置垫入塞尺来模拟导轨的不同几何误差形态(见图6 ),进而研究多种几何误差形态的耦合作用对直线进给系统性能的影响。实验中分别测量了进给系统装配完成后导轨和工作台的直线度误差以及工作台的应力分布,通过分析得到导轨几何误差形态耦合作用对工作台位姿误差与装配应力分布的影响机理。
图6
图6
导轨几何误差形态调整方法
Fig.6
Adjustment method of geometric error shape of guideway
3.2 实验结果分析
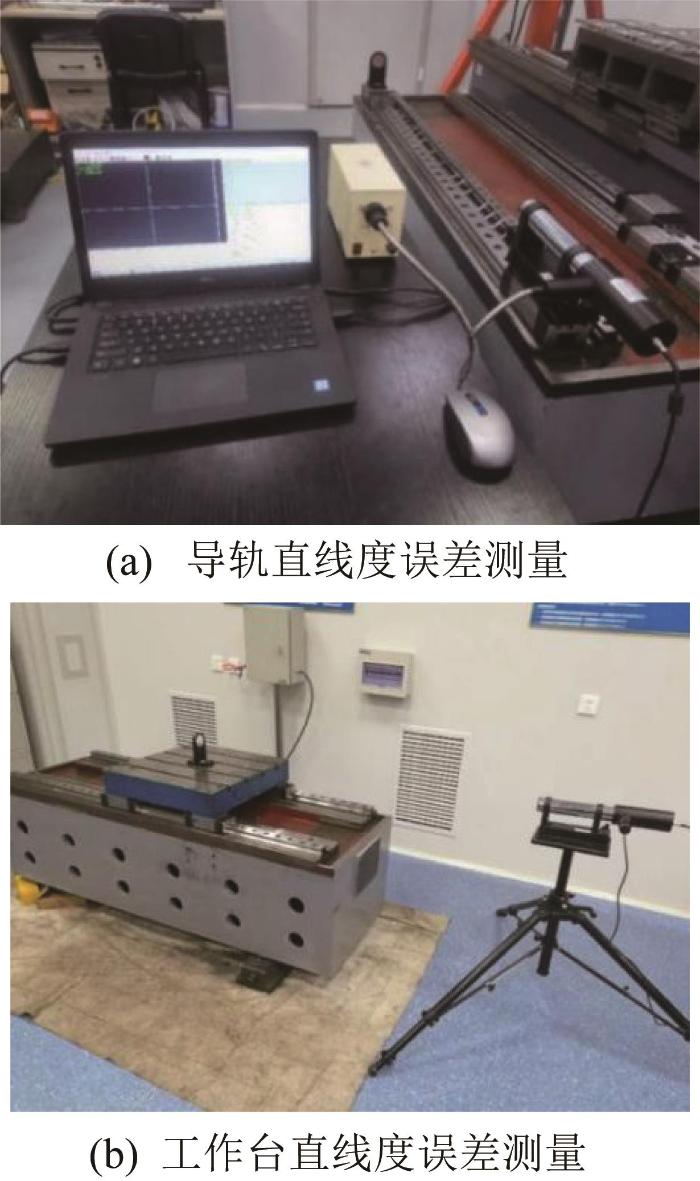
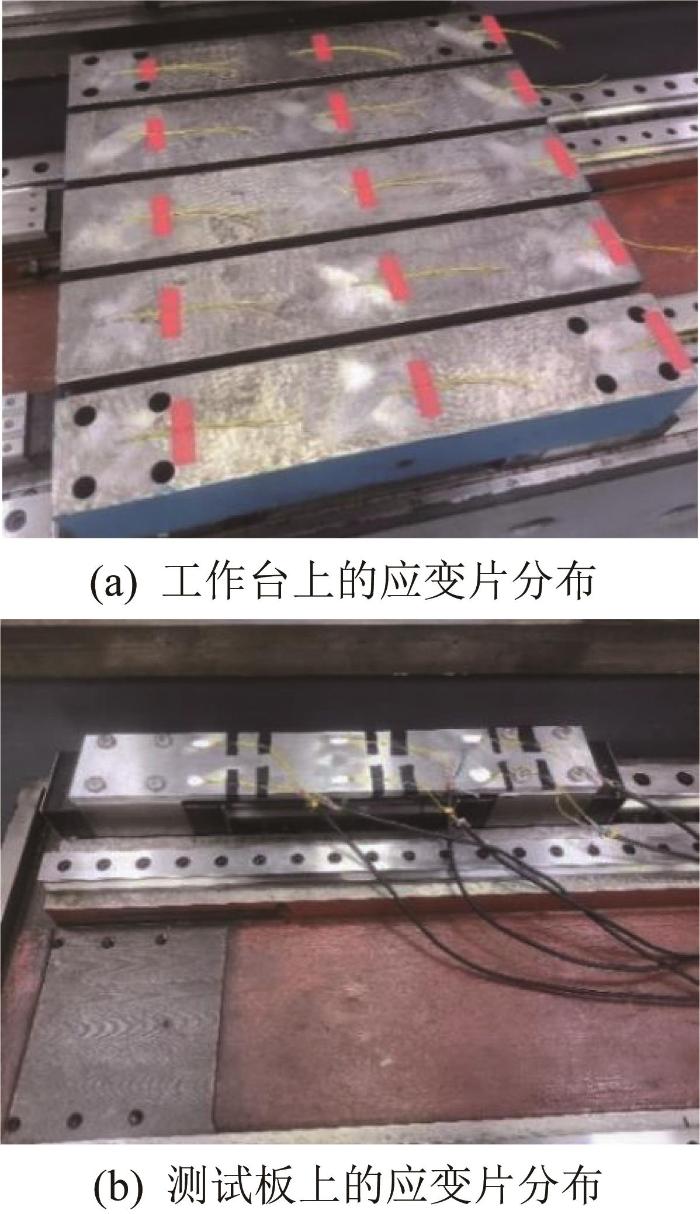
考虑到工作台的转角误差无法直接测量,本文通过测量其直线度误差间接计算得到。在3种典型的实验条件下,使用光电准直仪分别测量左导轨、右导轨以及工作台的直线度误差,测量现场如图7 所示。在装配应力理论分析中,研究对象为导轨副中滚柱的接触应力,但在实验中难以直接测量滚柱的接触应力,而工作台应力易测量且能间接反映滚柱接触应力,故在实验中直接测量工作台应力。在测量工作台应力时,分别在额外设置的测试板和工作台表面粘贴电阻应变片,并使用应力应变测试仪测量并记录各特征区域的应力数据,测量现场如图8 所示。在实验过程中,滑块每次移动100 mm。
图7
图7
导轨和工作台的直线度误差测量现场
Fig.7
Measurement site of straightness error of guideway and worktable
图8
图8
工作台应力测量现场
Fig.8
Measurement site of worktable stress
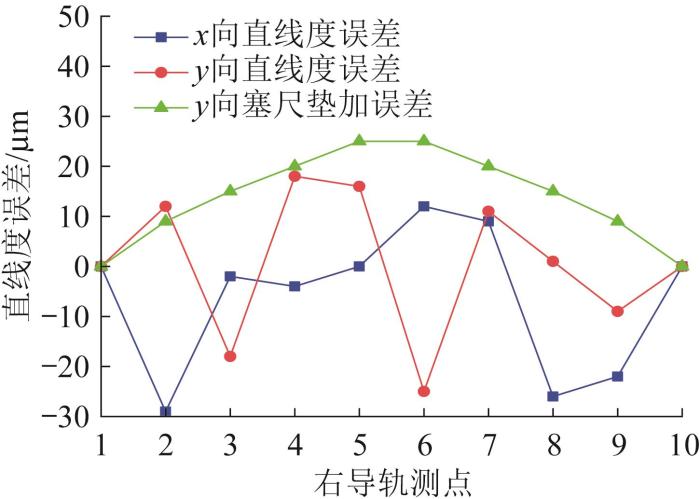
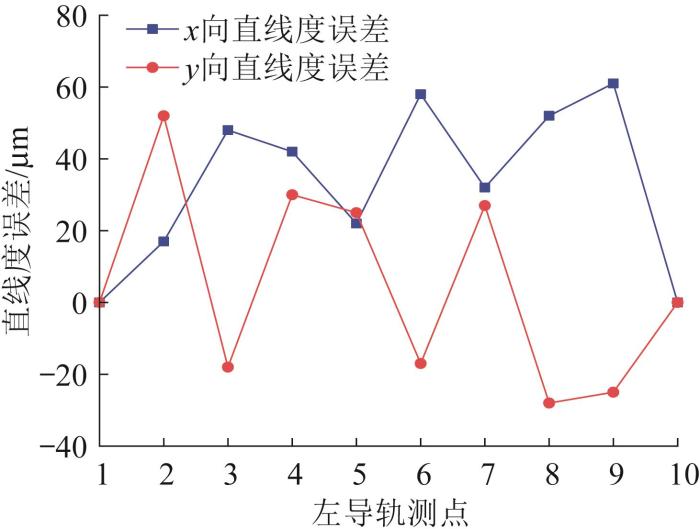
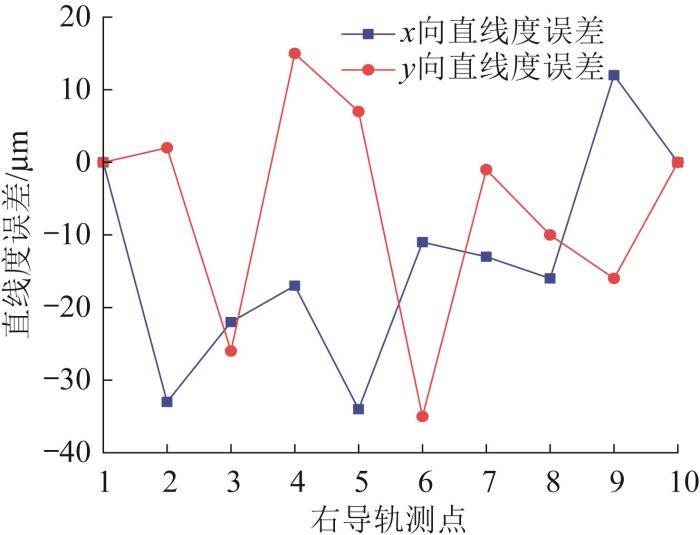
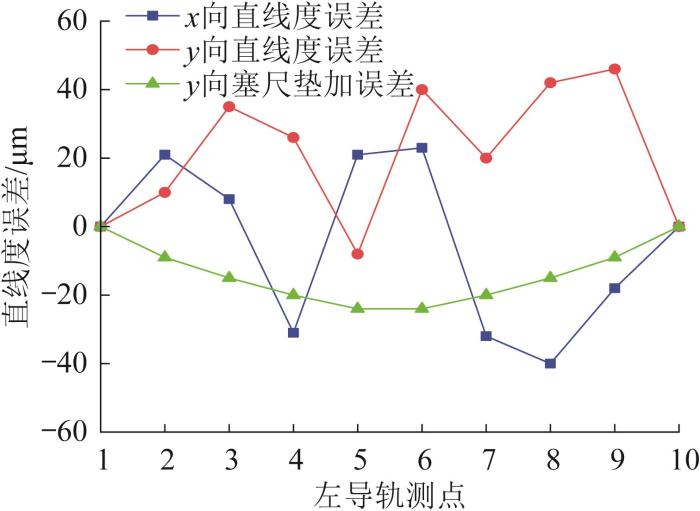
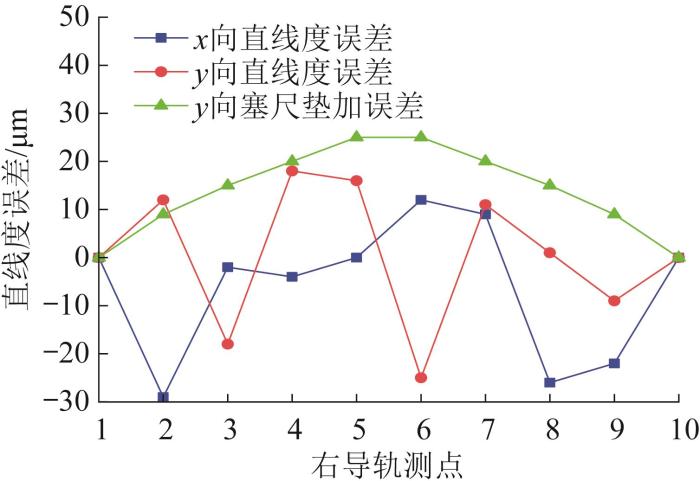
从表1 中任意选取一组典型的导轨几何误差形态(第15组除外,本文选择第12组)作为参考组,用于评估进给系统位姿误差、装配应力均匀性处于原始状态与最优状态之间的中间水平,同时验证进给系统对不同导轨几何误差形态组合的响应差异。如图6 所示,通过垫加塞尺使右导轨的几何误差形态满足第12组的形态,左导轨不额外垫加塞尺,分别测量左、右导轨的直线度误差以及工作台、测试板特征区域的应力数据。此时,实验室的实时温度为18.92 ℃,气压为101.206 kPa,相对湿度为48.85%,材料温度为20.73 ℃。
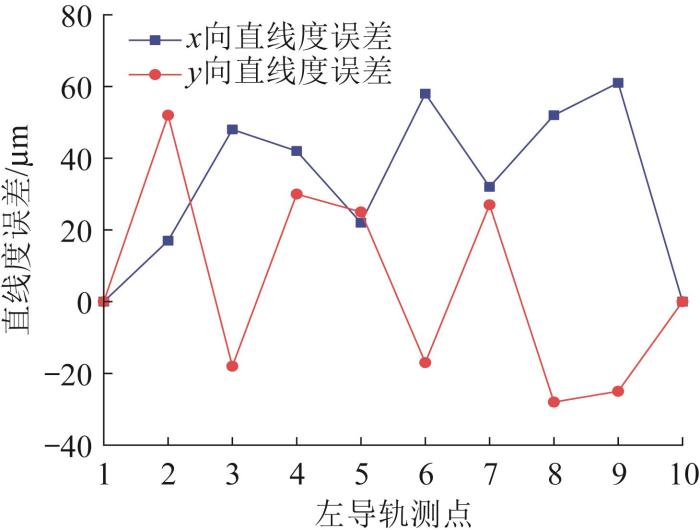
图9 所示为参考组中左导轨的x 、y 向直线度误差,图10 所示为参考组中右导轨的x 、y 向直线度误差。鉴于x 向几何误差对后续装配应力及位姿误差的影响较小,本文主要分析y 向几何误差。由图9 和图10 可知,在该实验条件下,左导轨的y 向直线度误差为80 μm,右导轨的y 向直线度误差为50 μm。
图9
图9
左导轨直线度误差(参考组)
Fig.9
Straightness error of left guideway (reference group)
图10
图10
右导轨直线度误差(参考组)
Fig.10
Straightness error of right guideway (reference group)
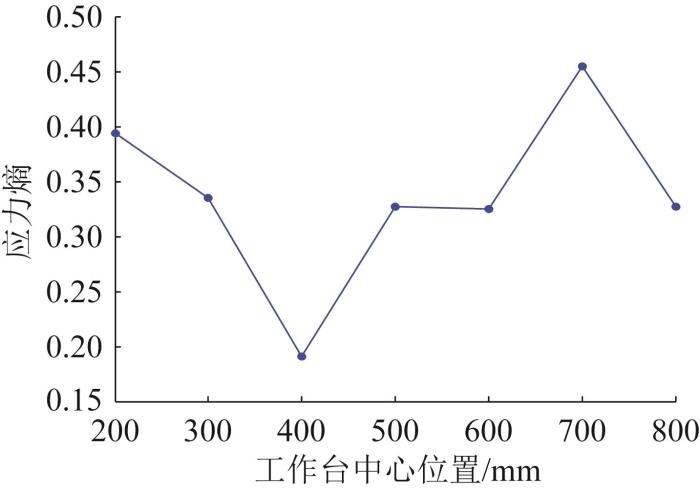
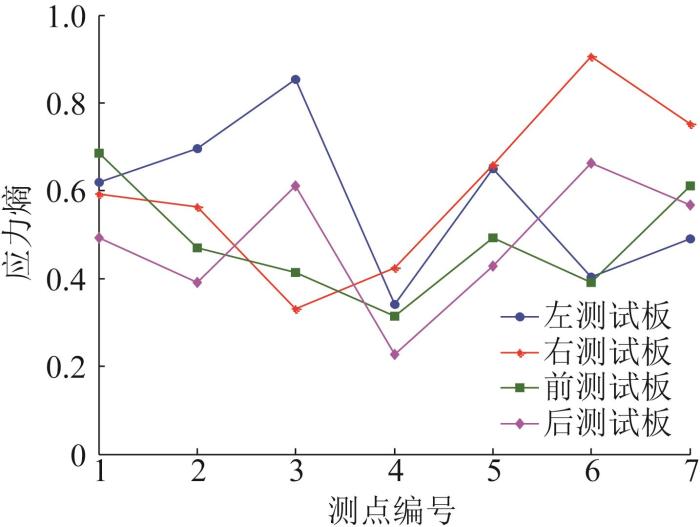
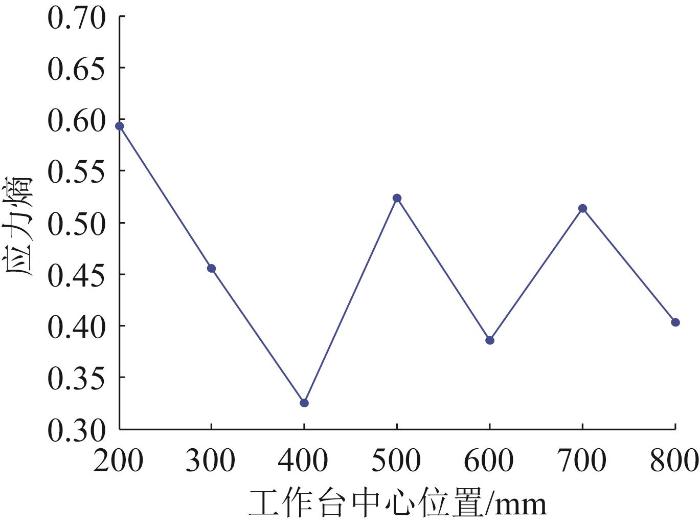
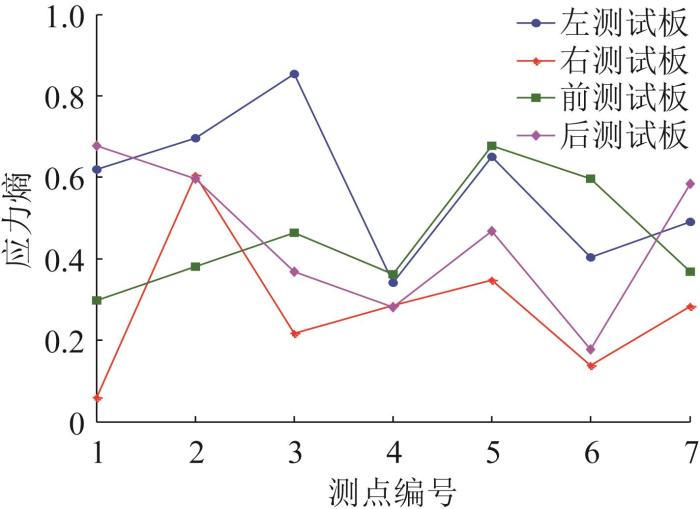
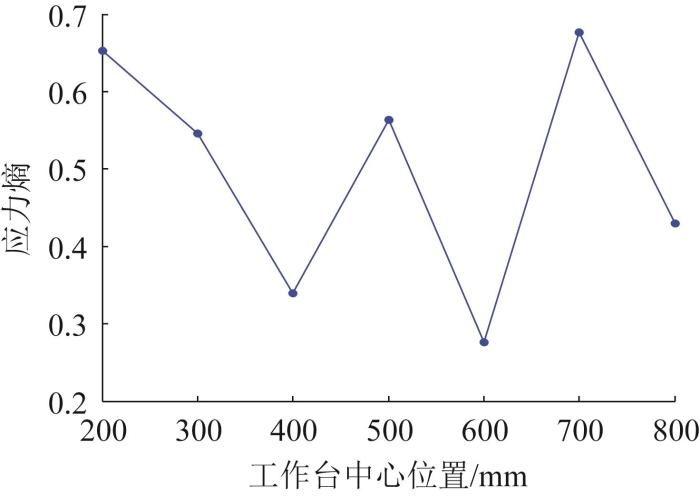
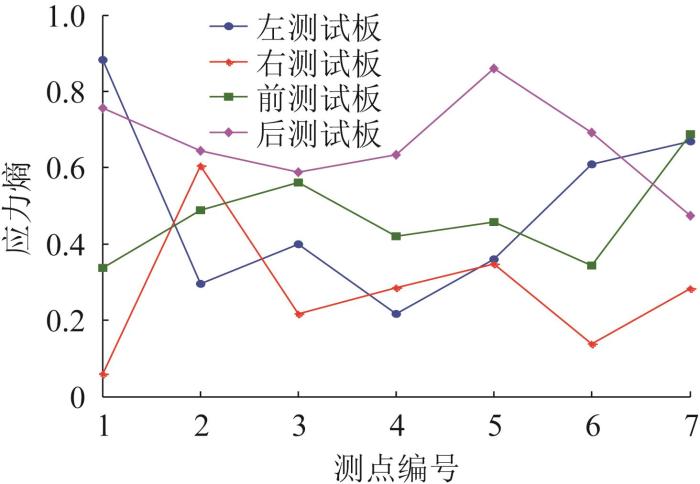
使用电阻应变片及应力应变测试仪测量得到第12组导轨几何误差形态下工作台和测试板表面的应力数据后,将其代入应力熵计算公式,求得该实验条件下工作台和测试板的应力熵,以评估应力分布状态,结果分别如图11 和图12 所示。
图11
图11
工作台应力熵(参考组)
Fig.11
Stress entropy of worktable (reference group)
图12
图12
测试板应力熵(参考组)
Fig.12
Stress entropy of test plate (reference group)
由图11 可知,在该实验条件下,工作台中心在进给行程上的应力熵在0.19~0.46之间波动,应力熵的最小值出现在350~400 mm位置,最大值出现在650~700 mm位置。观察图12 发现,左、右测试板各测点的应力熵互有高低,但右测试板的均值稍高,说明该导轨几何误差形态组合下左、右导轨的承载无明显区别,且工作台后部的应力集中现象明显。
在不添加任何额外塞尺、保留导轨自身原有的制造几何误差形态(包括直线度误差、平行度误差等)的条件下(原始组),对左、右导轨的直线度误差以及工作台、测试板特征区域的应力数据进行测量。该组作为工程实际基准,反映导轨几何误差形态未经优化时的初始性能。此时,实验室的实时温度为18.22 ℃,气压为101.702 kPa,相对湿度为48.72%,材料温度为19.61 ℃。
图13 所示为原始组中左导轨的x 、y 向直线度误差;图14 所示为原始组中右导轨的x 、y 向直线度误差。由图13 和图14 可知,在该实验条件下,左导轨的y 向直线度误差为80 μm,右导轨的y 向直线度误差为41 μm。
图13
图13
左导轨直线度误差(原始组)
Fig.13
Straightness error of left guideway (original group)
图14
图14
右导轨直线度误差(原始组)
Fig.14
Straightness error of right guideway (original group)
使用电阻应变片及应力应变测试仪测量得到原始导轨几何误差形态下工作台和测试板表面的应力数据后,将其代入应力熵计算公式,求得该实验条件下工作台和测试板的应力熵,以评估应力分布状态,结果分别如图15 和图16 所示。
图15
图15
工作台应力熵(原始组)
Fig.15
Stress entropy of worktable (original group)
图16
图16
测试板应力熵(原始组)
Fig.16
Stress entropy of test plate (original group)
由图15 可知,工作台中心在进给行程上的应力熵在0.32~0.59之间波动,应力熵的最小值出现在350~400 mm位置,最大值出现在450~500 mm位置(起点位置不计入分析)。观察图16 发现,左测试板各测点的应力熵普遍高于右测试板,表明该导轨几何误差形态下左侧导轨的承载显著偏大,且工作台后部的应力集中现象同样明显。
通过垫加塞尺使左、右导轨几何误差形态满足第15组的最佳形态(导轨1的x 、y 方向几何误差形态分别为负弦形、正弦形,导轨2的x 、y 方向几何误差形态分别为负弦形、负拱形),分别测量左、右导轨的直线度误差以及工作台、测试板特征区域的应力数据。此时,实验室的实时温度为18.73 ℃,气压为101.377 kPa,相对湿度为49.38%,材料温度为20.29 ℃。
图17 所示为最佳组中左导轨的x 、y 向直线度误差;图18 所示为最佳组中右导轨的x 、y 向直线度误差。由图17 和图18 可得,在该实验条件下,左导轨的y 向直线度误差为57 μm,右导轨的y 向直线度误差为41 μm。
图17
图17
左导轨直线度误差(最佳组)
Fig.17
Straightness error of left guideway (optimal group)
图18
图18
右导轨直线度误差(最佳组)
Fig.18
Straightness error of right guideway (optimal group)
在双导轨施加对称拱形误差的条件下,使用电阻应变片及应力应变测试仪测量得到工作台和测试板表面的应力数据,将其代入应力熵计算公式,求得该实验条件下工作台和测试板的应力熵,以评估应力分布状态,结果分别如图19 和图20 所示。
图19
图19
工作台应力熵(最佳组)
Fig.19
Stress entropy of worktable (optimal group)
图20
图20
测试板应力熵(最佳组)
Fig.20
Stress entropy of test plate (optimal group)
由图19 可知,工作台中心在进给行程上的应力熵在0.28~0.69之间波动,应力熵的最小值出现在550~600 mm位置,最大值出现在650~700 mm位置。观察图20 发现,左测试板部分测点的应力熵略高于右测试板,但整体应力分布均匀性较优,表明该组几何误差形态下左、右导轨承载合理,工作台的应力集中现象得到有效缓解。
通过对比3组实验结果可知,当导轨几何误差形态满足导轨1在x 方向上为负弦形、导轨1在y 方向上为正弦形、导轨2在x 方向上为负弦形、导轨2在y 方向上为负拱形时,工作台的应力熵相较于其他导轨几何误差形态组合显著提升,说明在该导轨几何误差形态组合下,工作台的装配应力均匀性得到有效提升。实验结果与理论结果一致,验证了第15组导轨几何误差形态组合为最佳组合。
4 结 论
本文以双导轨四滑块直线进给系统为研究对象,通过理论建模分析和实验验证相结合的手段,探究了导轨几何误差形态匹配对进给系统位姿误差和装配应力的影响机理,所得结论如下。
1)通过理论分析获得了不同导轨几何误差形态组合下工作台的位姿误差,并运用CRITIC赋权法对不同导轨几何误差形态组合下的工作台位姿误差进行了综合评价,获得了工作台位姿误差评价结果较优的3组导轨几何误差形态组合。
2)基于信息熵理论计算了不同导轨几何误差形态组合下滚柱接触面的应力熵,筛选出装配应力分布较均匀(即滚柱应力熵较大)的若干组导轨几何误差形态组合。
3)进一步筛选得到同时满足工作台位姿误差评价结果最优与装配应力分布最均匀的导轨几何误差形态组合,从而获得考虑进给系统位姿误差与装配应力的导轨几何误差形态的最佳匹配。
本文链接: https://www.zjujournals.com/gcsjxb/CN/10.3785/j.issn.1006-754X.2026.05.178
参考文献
View Option
[1]
姜晓飞 , 张冠伟 , 胡永秀 , 等 数控机床整机动态特性评价方法
[J]. 工程设计学报 , 2020 , 27 (2 ): 135 -145 .
[本文引用: 1]
JIANG X F ZHANG G W HU Y X et al Evaluation method of dynamic characteristics of whole NC machine tool
[J]. Chinese Journal of Engineering Design , 2020 , 27 (2 ): 135 -145 .
[本文引用: 1]
[2]
[本文引用: 1]
YANG Z J HE J L LIU Z F et al Recent progress in reliability technology of CNC machine tools
[J]. Journal of Mechanical Engineering , 2023 , 59 (19 ): 152 -163 .
DOI:10.3901/jme.2023.19.152
[本文引用: 1]
[4]
KHIM G PARK C H SHAMOTO E et al Prediction and compensation of motion accuracy in a linear motion bearing table
[J]. Precision Engineering , 2011 , 35 (3 ): 393 -399 .
[本文引用: 1]
[5]
KIM G H HAN J A LEE S K Motion error estimation of slide table on the consideration of guide parallelism and pad deflection
[J]. International Journal of Precision Engineering and Manufacturing , 2014 , 15 (9 ): 1935 -1946 .
[本文引用: 1]
[6]
XUE F ZHAO W H CHEN Y L et al Research on error averaging effect of hydrostatic guideways
[J]. Precision Engineering , 2012 , 36 (1 ): 84 -90 .
[本文引用: 1]
[7]
WU J WANG J S WANG L P et al Study on the stiffness of a 5-DOF hybrid machine tool with actuation redundancy
[J]. Mechanism and Machine Theory , 2009 , 44 (2 ): 289 -305 .
[本文引用: 1]
[8]
SHAMOTO E PARK C H MORIWAKI T Analysis and improvement of motion accuracy of hydrostatic feed table
[J]. CIRP Annals , 2001 , 50 (1 ): 285 -290 .
[本文引用: 1]
[9]
SUN W KONG X X WANG B et al Statics modeling and analysis of linear rolling guideway considering rolling balls contact
[J]. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science , 2015 , 229 (1 ): 168 -179 .
[本文引用: 1]
[10]
孙光明 , 张大卫 , 孙铭泽 , 等 精密机床直线进给系统误差均化机理研究
[J]. 工程设计学报 , 2023 , 30 (2 ): 200 -211 .
[本文引用: 1]
SUN G M ZHANG D W SUN M Z et al Research on error averaging mechanism of linear feed system for precision machine tools
[J]. Chinese Journal of Engineering Design , 2023 , 30 (2 ): 200 -211 .
[本文引用: 1]
[11]
SUN G M CHEN S Q SUN M Z et al Research on the error averaging effect of linear feed systems for precision machine tool
[J]. Ain Shams Engineering Journal , 2024 , 15 (12 ): 103101 .
[本文引用: 1]
[12]
PARK C H OH Y J LEE C H et al Theoretical verification on the motion error analysis method of hydrostatic bearing tables using a transfer function
[J]. International Journal of Precision Engineering and Manufacturing , 2003 , 4 (2 ): 64 -70 .
[本文引用: 1]
[13]
NI Y B ZHOU H Y SHAO C Y et al Research on the error averaging effect in a rolling guide pair
[J]. Chinese Journal of Mechanical Engineering , 2019 , 32 (1 ): 72 .
[本文引用: 1]
[14]
HWANG J PARK C H GAO W et al A three-probe system for measuring the parallelism and straightness of a pair of rails for ultra-precision guideways
[J]. International Journal of Machine Tools and Manufacture , 2007 , 47 (7/8 ): 1053 -1058 .
[本文引用: 1]
[15]
MAJDA P Relation between kinematic straightness errors and angular errors of machine tool
[J]. Advances in Manufacturing Science and Technology , 2012 , 36 : 47 -53 .
[本文引用: 1]
[16]
MAJDA P Modeling of geometric errors of linear guideway and their influence on joint kinematic error in machine tools
[J]. Precision Engineering , 2012 , 36 (3 ): 369 -378 .
[本文引用: 1]
[17]
郭龙真 精密卧式加工中心精度设计及装配误差控制方法研究
[D]. 天津 : 天津大学 , 2018 .
[本文引用: 1]
GUO L Z Investigation into accuracy design and assembly error control of high-precision horizontal machining centers
[D]. Tianjin : Tianjin University , 2018 .
[本文引用: 1]
[18]
EKINCI T O MAYER J R R CLOUTIER G M Investigation of accuracy of aerostatic guideways
[J]. International Journal of Machine Tools and Manufacture , 2009 , 49 (6 ): 478 -487 .
[本文引用: 1]
[19]
KHAN A W CHEN W Y Correlation between linear and angular kinematic errors in prismatic joint of machine tools
[C]//2009 International Conference on Optical Instruments and Technology: Optoelectronic Measurement Technology and Systems . Shanghai, Oct . 19 -22 , 2009 .
[本文引用: 1]
[20]
WU Y WANG Z DONG H M et al A novel accuracy model for the intrinsic kinematic property of a prismatic pair
[J]. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science , 2018 , 232 (15 ): 2697 -2710 .
[本文引用: 1]
[21]
HE G Y HUANG C GUO L Z et al Identification and adjustment of guide rail geometric errors based on BP neural network
[J]. Measurement Science Review , 2017 , 17 (3 ): 135 -144 .
[本文引用: 1]
[22]
KHIM G OH J S PARK C H Analysis of 5-DOF motion errors influenced by the guide rails of an aerostatic linear motion stage
[J]. International Journal of Precision Engineering and Manufacturing , 2014 , 15 (2 ): 283 -290 .
[本文引用: 1]
[23]
HWANG J PARK C H KIM S W Estimation method for errors of an aerostatic planar XY stage based on measured profiles errors
[J]. The International Journal of Advanced Manufacturing Technology , 2010 , 46 (9 ): 877 -883 .
[本文引用: 1]
数控机床整机动态特性评价方法
1
2020
... 精密机床作为工业母机,既是现代制造业的核心装备,又是衡量国家工业现代化水平与先进制造能力的战略标杆[1 -2 ] .在机床关键功能部件中,导轨系统承担着运动承载与轨迹导向的双重功能,其几何精度对机床进给系统有重要影响.导轨的多种几何误差形态对进给系统的定位精度与轨迹跟踪平稳性具有显著影响[3 ] ,但不同几何误差形态组合对进给系统工作台的位姿误差与装配应力均匀性的影响机理尚不明确,导致机床精度与动态性能受限. ...
数控机床整机动态特性评价方法
1
2020
... 精密机床作为工业母机,既是现代制造业的核心装备,又是衡量国家工业现代化水平与先进制造能力的战略标杆[1 -2 ] .在机床关键功能部件中,导轨系统承担着运动承载与轨迹导向的双重功能,其几何精度对机床进给系统有重要影响.导轨的多种几何误差形态对进给系统的定位精度与轨迹跟踪平稳性具有显著影响[3 ] ,但不同几何误差形态组合对进给系统工作台的位姿误差与装配应力均匀性的影响机理尚不明确,导致机床精度与动态性能受限. ...
数控机床可靠性技术新进展
1
2023
... 精密机床作为工业母机,既是现代制造业的核心装备,又是衡量国家工业现代化水平与先进制造能力的战略标杆[1 -2 ] .在机床关键功能部件中,导轨系统承担着运动承载与轨迹导向的双重功能,其几何精度对机床进给系统有重要影响.导轨的多种几何误差形态对进给系统的定位精度与轨迹跟踪平稳性具有显著影响[3 ] ,但不同几何误差形态组合对进给系统工作台的位姿误差与装配应力均匀性的影响机理尚不明确,导致机床精度与动态性能受限. ...
数控机床可靠性技术新进展
1
2023
... 精密机床作为工业母机,既是现代制造业的核心装备,又是衡量国家工业现代化水平与先进制造能力的战略标杆[1 -2 ] .在机床关键功能部件中,导轨系统承担着运动承载与轨迹导向的双重功能,其几何精度对机床进给系统有重要影响.导轨的多种几何误差形态对进给系统的定位精度与轨迹跟踪平稳性具有显著影响[3 ] ,但不同几何误差形态组合对进给系统工作台的位姿误差与装配应力均匀性的影响机理尚不明确,导致机床精度与动态性能受限. ...
基于几何误差不确定性的滚动导轨运动误差研究
1
2019
... 精密机床作为工业母机,既是现代制造业的核心装备,又是衡量国家工业现代化水平与先进制造能力的战略标杆[1 -2 ] .在机床关键功能部件中,导轨系统承担着运动承载与轨迹导向的双重功能,其几何精度对机床进给系统有重要影响.导轨的多种几何误差形态对进给系统的定位精度与轨迹跟踪平稳性具有显著影响[3 ] ,但不同几何误差形态组合对进给系统工作台的位姿误差与装配应力均匀性的影响机理尚不明确,导致机床精度与动态性能受限. ...
基于几何误差不确定性的滚动导轨运动误差研究
1
2019
... 精密机床作为工业母机,既是现代制造业的核心装备,又是衡量国家工业现代化水平与先进制造能力的战略标杆[1 -2 ] .在机床关键功能部件中,导轨系统承担着运动承载与轨迹导向的双重功能,其几何精度对机床进给系统有重要影响.导轨的多种几何误差形态对进给系统的定位精度与轨迹跟踪平稳性具有显著影响[3 ] ,但不同几何误差形态组合对进给系统工作台的位姿误差与装配应力均匀性的影响机理尚不明确,导致机床精度与动态性能受限. ...
Prediction and compensation of motion accuracy in a linear motion bearing table
1
2011
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
Motion error estimation of slide table on the consideration of guide parallelism and pad deflection
1
2014
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
Research on error averaging effect of hydrostatic guideways
1
2012
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
Study on the stiffness of a 5-DOF hybrid machine tool with actuation redundancy
1
2009
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
Analysis and improvement of motion accuracy of hydrostatic feed table
1
2001
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
Statics modeling and analysis of linear rolling guideway considering rolling balls contact
1
2015
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
精密机床直线进给系统误差均化机理研究
1
2023
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
精密机床直线进给系统误差均化机理研究
1
2023
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
Research on the error averaging effect of linear feed systems for precision machine tool
1
2024
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
Theoretical verification on the motion error analysis method of hydrostatic bearing tables using a transfer function
1
2003
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
Research on the error averaging effect in a rolling guide pair
1
2019
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
A three-probe system for measuring the parallelism and straightness of a pair of rails for ultra-precision guideways
1
2007
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
Relation between kinematic straightness errors and angular errors of machine tool
1
2012
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
Modeling of geometric errors of linear guideway and their influence on joint kinematic error in machine tools
1
2012
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
精密卧式加工中心精度设计及装配误差控制方法研究
1
2018
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
精密卧式加工中心精度设计及装配误差控制方法研究
1
2018
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
Investigation of accuracy of aerostatic guideways
1
2009
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
Correlation between linear and angular kinematic errors in prismatic joint of machine tools
1
2009
... 针对导轨几何误差对工作台位姿误差的影响,国内外学者已开展大量研究.Khim等[4 ] 、Kim等[5 ] 运用静力平衡法构建了工作台运动误差与导轨几何误差之间的映射关系,揭示了导轨几何误差对工作台运动误差的影响规律.Xue等[6 ] 通过静力平衡法建立了静压导轨运动误差的定量分析模型,并构建了导轨几何误差与工作台位姿误差之间的数学模型.Wu等[7 ] 以双导轨四滑块直线进给系统为研究对象,分析了不同导轨几何误差对工作台位姿误差的影响.Shamoto等[8 ] 通过实验测量了导轨的几何误差,进而分析工作台的位姿误差.上述研究主要聚焦于导轨几何误差幅值,鲜有涉及其形态的影响.针对这一问题,Sun等[9 -10 ] 基于等效刚度法揭示了导轨几何误差形态对直线进给系统位姿误差影响的内在机理.在此基础上,Sun等[11 ] 提出了一种系统的机床导轨几何误差形态建模方法,指出导轨几何误差形态是影响工作台位姿误差的关键因素.Park等[12 ] 结合基于传递函数的等效刚度法和静力学模型,证明了导轨几何误差的形态和幅值对工作台运动误差影响显著.Ni等[13 ] 建立了导轨直线度误差与工作台位姿误差之间的映射模型.Hwang等[14 ] 采用等效刚度法揭示了导轨几何误差形态与工作台运动误差的内在映射关系.Majda[15 -16 ] 通过有限元法分析了多种导轨几何误差形态下的工作台转角误差.然而,上述研究局限于导轨几何误差的单一形态,并未考虑多种形态组合对工作台位姿误差的影响.为此,郭龙真[17 ] 建立了直线导轨-滑块系统的有限元模型,深入探讨了多种导轨几何误差形态组合下的工作台位姿误差.Ekinci等[18 ] 基于静力平衡法建立了导轨直线度误差与工作台角度误差的映射关系.Khan等[19 ] 通过积分建模法描述了导轨几何误差形态组合与工作台姿态偏差的关联性. ...
A novel accuracy model for the intrinsic kinematic property of a prismatic pair
1
2018
... 研究表明,导轨几何误差形态除了影响进给系统位姿误差外,对装配应力也有显著影响.Wu等[20 ] 分析了导轨几何误差对工作台运动误差的影响,并通过优化装配工艺降低了工作台运动误差.He等[21 ] 围绕滚动导轨的低应力装配技术,分析了不同导轨几何误差形态组合对进给系统内部应力的影响.但上述研究大多局限于导轨几何误差形态对进给系统位姿误差的影响,或仅关注对装配应力的单一作用,未综合考虑位姿误差和装配应力,亦未揭示可同时使位姿误差与装配应力达到最优的导轨几何误差形态组合.这一关键机理的缺失,是当前制约机床精度提升的重要因素. ...
Identification and adjustment of guide rail geometric errors based on BP neural network
1
2017
... 研究表明,导轨几何误差形态除了影响进给系统位姿误差外,对装配应力也有显著影响.Wu等[20 ] 分析了导轨几何误差对工作台运动误差的影响,并通过优化装配工艺降低了工作台运动误差.He等[21 ] 围绕滚动导轨的低应力装配技术,分析了不同导轨几何误差形态组合对进给系统内部应力的影响.但上述研究大多局限于导轨几何误差形态对进给系统位姿误差的影响,或仅关注对装配应力的单一作用,未综合考虑位姿误差和装配应力,亦未揭示可同时使位姿误差与装配应力达到最优的导轨几何误差形态组合.这一关键机理的缺失,是当前制约机床精度提升的重要因素. ...
Analysis of 5-DOF motion errors influenced by the guide rails of an aerostatic linear motion stage
1
2014
... 在现有研究中,许多学者通过傅里叶变换将导轨几何误差转化为正弦/余弦函数形式[22 -23 ] .基于此,本文以正弦函数作为导轨几何误差的基础函数,分析了以弦形误差、拱形误差(半周期正弦)为代表的几何误差形态,如图3 所示.这些形态能够充分涵盖导轨几何误差的主要特征,具有良好的完备性与合理性.本研究旨在揭示弦形误差与拱形误差的不同组合形式对滚动导轨进给系统位姿误差的影响机理. ...
Estimation method for errors of an aerostatic planar XY stage based on measured profiles errors
1
2010
... 在现有研究中,许多学者通过傅里叶变换将导轨几何误差转化为正弦/余弦函数形式[22 -23 ] .基于此,本文以正弦函数作为导轨几何误差的基础函数,分析了以弦形误差、拱形误差(半周期正弦)为代表的几何误差形态,如图3 所示.这些形态能够充分涵盖导轨几何误差的主要特征,具有良好的完备性与合理性.本研究旨在揭示弦形误差与拱形误差的不同组合形式对滚动导轨进给系统位姿误差的影响机理. ...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}