


在产品可靠性研究中,高效的分析工具能够有效识别产品的潜在缺陷与失效隐患,可为产品可靠性提升和质量改进提供重要依据,从而增强企业竞争力和扩大利润空间。其中,失效预测作为可靠性分析的重要环节,能够在产品设计阶段提前发现潜在的失效风险,为后续的可靠性设计与优化提供有力支撑。
现代质量管理研究表明,产品质量首先源于设计,其次依托生产,而非取决于检测。使用预期失效分析(anticipatory failure determination, AFD)能在设计或制造阶段发现产品设计的不足和隐患[1]。在AFD领域,国内外研究已取得显著进展。例如:Visnepolschi等[2]对AFD进行了系统性介绍;侯智等[3]通过与传统失效分析方法进行对比,进一步阐明了AFD的特点与优越性。纵观现有的AFD研究,其发展主要呈现以下三大趋势。其一是AFD与其他方法的融合,如与物质-场模型结合[4-5]、引入发明问题解决理论(Teoriya Resheniya Izobreatatelskikh Zadatch, TRIZ)[6-7]、与FMEA(failure mode and effect analysis,失效模式与影响分析)结合[8]、融入FEA(finite element analysis,有限元分析)[9]以及与专利搜索联合应用[10]等。其二是构建新模型,例如事件模型[11]、属性模型[12]、逆向FBS(function-behavior-structure,功能-行为-结构)模型[13]以及绿色影响模型[14]等。其三是数学工具的深入应用,例如:Bai等[15]利用RPN(risk priority number,风险优先数)进行了失效排序;郭昆[16]采用贝叶斯网络计算失效概率;Sunday[17]运用DSM(design structure matrix,设计结构矩阵)来表征系统交互作用,并提出了AFD-3;Da Silva等[18]借助数理统计与问卷调查,比较了FMEA与AFD的特点与优势;张若愚[19]利用试验计划矩阵分析了不同失效场景。随着研究的不断深入,AFD方法早期的一些局限性,已通过引入新模型与新方法得到针对性改进。例如:通过引入物质-场模型等规范化流程,改善了AFD线性化差的不足;借助TRIZ工具库提升了利用资源消除失效诱因的效率;结合FMEA中的RPN值实现了失效问题的有效排序;借助FEA加强了对系统受载状态的全面考量。
然而,现有研究主要从宏观角度设定功能成功实现的情景,对产品功能实现的内在机理关注较少,难以得到产品失效的深层原因,这会导致失效预测不准确或遗漏关键失效模式。此外,之前学者们针对功能反转与标准解反转多为直接采用语义反转后形成失效情景,反转方式比较单一。为解决上述问题,本文提出了一种结合机理模型和TRIZ工具逆用的失效预测方法。
1 结合机理模型的AFD方法
1.1 AFD方法流程
产品零部件丧失既定功能的现象称为失效,具体表现为:因受各种因素影响,零部件能执行指定功能但可靠性降低,或所执行的功能达不到预期,甚至不能执行相应的功能。因此,为避免失效对产品的性能和可靠性造成不利影响,在产品设计和制造阶段开展失效分析具有重要意义。
图1

AFD方法是一种事前分析方法,其应用主要包括以下两方面:1)对已经发生的失效问题进行原因分析,称为AFD-l;2)对尚未发生失效的系统进行失效预测,称为AFD-2[2]。
表1 AFD-2模板
Table 1
| 步骤 | 内容 |
|---|---|
| 1. 明确表述初始问题 | 对系统进行命名,说明系统设计目的,描述系统已经发生的失效 |
| 2. 确定成功模式 | 按阶段列出想要实现的功能及其成功实现的结果 |
| 3. 确定失效模式 | 根据成功模式进行逆向提问,找出所有可能的失效模式 |
| 4. 阐明和放大逆向问题 | 转化为发明问题——询问“如何做某些事可使某些失效发生”,并在空间和时间上放大 |
| 5. 寻求解决方案 | 根据逆向问题,利用系统中和系统周围的资源搜索可能产生该问题的明显解 |
| 6. 明确表述解决方案并设计验证实验 | 根据解决方案,生成合理的改进措施,并设计可执行的结构以进行验证 |
| 7. 消除潜在失效 | 若已验证的方案能够消除潜在失效,则将其列为改进措施,并对原系统进行结构优化 |
1.2 结合产品功能的AFD方法改进
人们购买产品的目的是使用其功能,一旦功能丧失,即判定产品失效。AFD方法可通过反转理想解来预测产品失效,结合产品功能可更好地发挥AFD的作用,即通过反转产品总功能分解后的子功能来预测失效。将产品功能划分为核心功能、运行流程功能和辅助功能,不同类型的功能对应不同的失效查询方法,使得失效分析的重点与优先级更加明确。本文使用相互作用表(将相互作用矩阵中的内容改写为作用)来分解产品功能,在相互作用表中列出产品的全部构件,以保证不遗漏功能。结合产品功能的AFD方法如图2所示。
图2
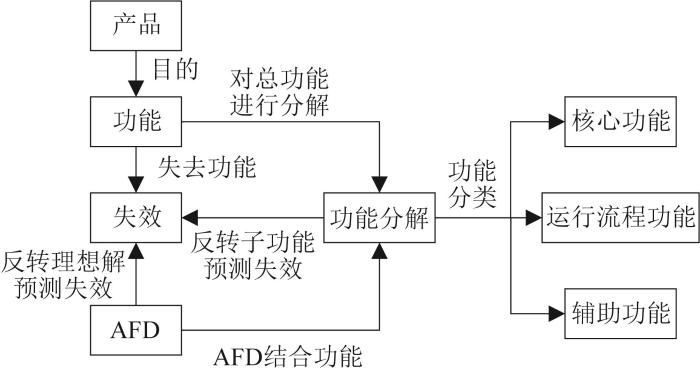
在传统AFD的反向提问中,对功能仅采用简单的反转方式。比如:对于“锤子击打钉子”,将其反转为“如何使锤子不能击打钉子?”。这样虽能使锤子无法正常行使击打功能,但存在以下两方面问题:一是反转问题形式单一,如锤子也可以击坏钉子;二是缺乏明确的反转方向,主观性较强,不同设计人员会有不同的反转形式,导致潜在失效模式遗漏或分析结果统一性较差。因此,本文提出根据产品功能并结合物质-场模型给出功能反转形式,包括功能丧失、产生有害功能、功能不足和功能过剩。限于篇幅,仅展示功能丧失这一反转形式,如表2所示。
表2 功能反转形式
Table 2
| 名称 | 图形表达 | 解释 | 举例 | 反转描述 |
|---|---|---|---|---|
| 有效完整功能 | 该功能的3个元件均存在且有效,是设计人员所追求的作用 | 钉子S2利用(借助/依靠)机械场F钉入了木板S1 | 钉子钉入木板(功能载体、作用、功能对象) | |
| 功能丧失 | ① 元件缺少,导致无法行使功能 ② 元件性质损坏,导致无法行使功能 | ① 缺少机械场F,钉子S2不受力,无法钉入木板S1 ② 钉子S2尖锐部分受损,即使受到力也无法钉入木板S1 | 钉子无法钉入木板(功能载体、无法作用、功能对象) |
针对产品的核心功能,反转功能后可结合资源列表查询失效。针对产品的运行流程功能和辅助功能,可根据功能描述进行逆向思考,并结合资源进行失效查询。比如电源插头连接电源线,在功能丧失这一列,应思考如何让其功能丧失,即如何让电源插头无法连接电源线,则可找到对应的失效方法,如电源插头与电源线连接处断裂。相对于核心功能,运行流程功能和辅助功能对应的失效查询表更简单一些。
1.3 结合机理模型的AFD方法改进
数学作为科学的语言,是理解和描述世界的基础。以往的失效预测未在数学层面进行失效查询,也缺乏对产品运行机理的分析。因此,从产品运行原理出发开展失效查询具有必要性。
机理模型以多物理领域知识和科学定律为基础,以产品及其工业过程的传递机理为核心,凝练行业经验与总结技术规律。简而言之,机理模型体现了产品功能实现的原理,掌握机理模型即可掌握产品运行原理,并可据此开展失效查询。
针对产品功能分解后得到的各子功能,通过查询该功能运行所依靠的机理,得出对应的数学或物理公式。如图3所示,对于公式z=f1(x, y)(z为输出参数,x、y为输入参数),在得到输入参数后,将得到的输入参数x、y视为输出参数进行查询,重复上述步骤,将输入参数向下追溯,直至获得底层的物理量,即可挖掘出功能背后的潜在影响因素。例如:影响电流i输出的参数包括电阻r,则需要查询以电阻r为输出、其他参数为输入的公式,以查看这些参数是否影响电阻r的变化,由此得到影响电阻的参数为材料电阻率ρ、导体长度l和导体横截面积s。
图3
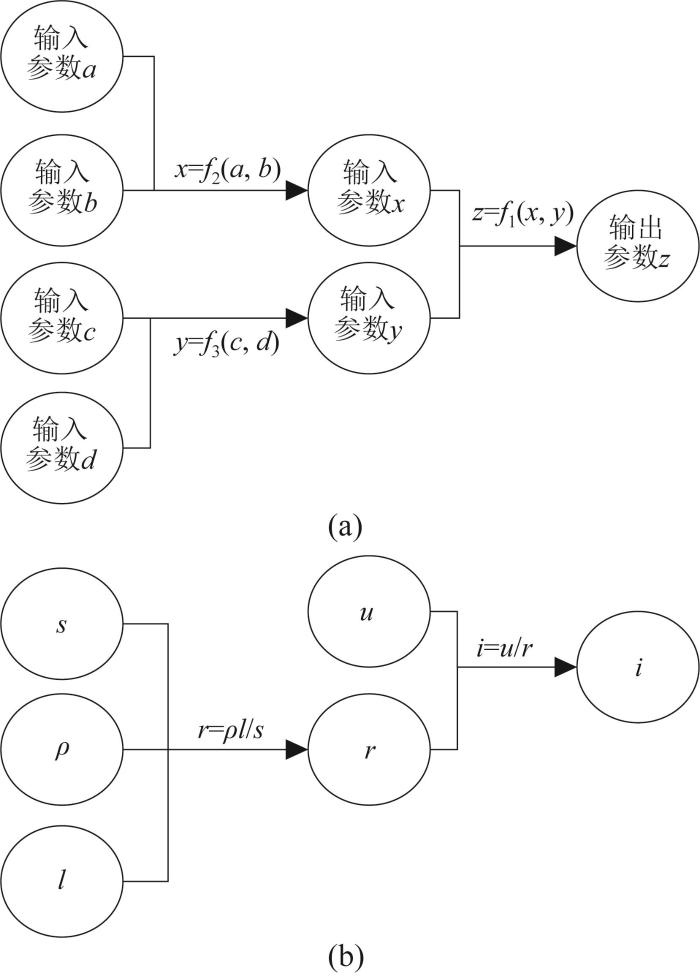
图3
基于机理模型的单一功能参数追溯
Fig.3
Parameter tracing for single function based on mechanism model
随后,整理各底层输入参数变化的主机理,以查询失效。例如:何种事件使输入参数不在正常范围内,进而导致输出参数超出合理范围。
进一步地,针对多个功能共同作用的情况,即多个功能可构成功能模型,其对应的公式组成整体机理模型,则可借助Simulink软件开展仿真,以查看功能之间的相互作用,从而使最终的输出合理化。基于整体机理模型查询失效包含以下2个方向:其一是通过调整底层输入参数的大小,查看机理模型的输出是否在合理范围内,找到影响输入参数变化的干扰因素,以此来查询失效;其二是在机理模型中引入其他参数,查看引入参数能否产生影响,以此来查询失效。
综上,从分析层面来看,功能列表失效查询侧重于直观、宏观层面的分析,而机理模型失效查询侧重于底层运行原理的分析。
2 基于TRIZ工具逆用的AFD方法
2.1 发明原理的反转与使用
针对发明原理,首先采取3种方法进行反转,即部分否定、全面否定和句意逆转。随后借助ChatGPT和豆包等AI(artificial intelligence,人工智能)工具对发明原理进行进一步反转,以获取不同角度的反转结果。最后总结并剔除不合理的反转结果。表3所示为发明原理——分割的反转情况。
表3 分割原理反转情况
Table 3
| 分割原理表述 | 反转表述 |
|---|---|
| 将一个系统或物体分解成相互独立的子系统或子部分 | 1)不将一个系统或物体分解成相互独立的子系统或子部分,而是维持整体、统一的状态 2)将相互独立的子系统或子部分重新组合成一个整体(若之前为分解状态),或将原本完整的系统或物体进一步合并或融合,使其内部结构更加紧密,以减少或消除原有的独立性特征 3)将一个系统或物体分解成相互影响的子系统或子部分 |
| 使一个系统和物体易于组装和拆卸 | 1)使系统和物体变得难以组装和拆卸 2)不使系统和物体易于组装和拆卸 |
| 增加物体相互独立部分的程度 | 1)不增加物体相互独立部分的程度,保持现有的关联紧密程度 2)降低物体相互独立部分的程度,使原本相对独立的部分相互连接更紧密或更具整体性 3)增加物体相互影响部分的程度 |
反转后发明原理的使用包含以下2个思路:1)对于原功能(即期望功能),正向寻找发明原理,查询到发明原理后,使用反转后的发明原理进行潜在失效检索;2)对于反转后的功能,正向寻找发明原理,查询到对应的发明原理后,查看正向和逆向的发明原理,以此查询失效。
2.2 标准解的反转与使用
标准解是对5种物质-场模型变化规则的细化。如图4所示,以物质-场模型由左侧模型向右侧模型转换的过程为基础,提出4种反转方式,并以TRIZ标准解1(1.1.1)——完善具有不完整功能的系统为例进行说明。该标准解的原理为:当系统仅包含物质S1时,通过增加物质S2及场Ftype来实现系统功能的完善。
图4

4种反转方式如下:
1)右侧模型向左侧模型转换。减少现有系统的完整性:假如系统已经有物质S1、S2和场F(如机械场、电场等),移除物质S2或场F,使系统功能不再完整,导致其无法有效运行。
2)使无法从左侧模型转换到右侧模型。不完善具有不完整功能的系统:假如只有物质S1,不增加物质S2及场F,维持系统仅具有S1的不完整状态。
3)对左侧模型进行破坏。非但不对原始的左侧模型进行转换,还对其进行破坏,即从完善变为破坏:假如系统中只有物质S1,不但不增加物质S2和场F,还对S1进行削弱或改变,使系统功能进一步丧失,从而导致问题产生。
4)对右侧模型进行破坏。对左侧模型进行错误转换,即完善错误:增加错误的物质S2或场F,导致系统功能失效。
结合刘杰等提出的改变描述法(如将“有害作用”转变为“有用作用”)、杨伯军等提出的反转方式以及AI工具生成的反转结果,对标准解进行多角度反转。随后,对利用各方法得到的反转结果进行汇总、去重与筛选,形成最终的标准解反转方案。
对于反转标准解的使用,因标准解没有查询方法,故在76个标准解中筛选出常用的标准解来进行反转使用。常用的标准解为1、9、11、12。若时间充裕,则可针对所有标准解一一进行查询。
3 基于机理模型和TRIZ工具逆用的AFD流程
结合机理模型与TRIZ工具逆用,得到改进的AFD方法,其预测流程如图5所示。
图5
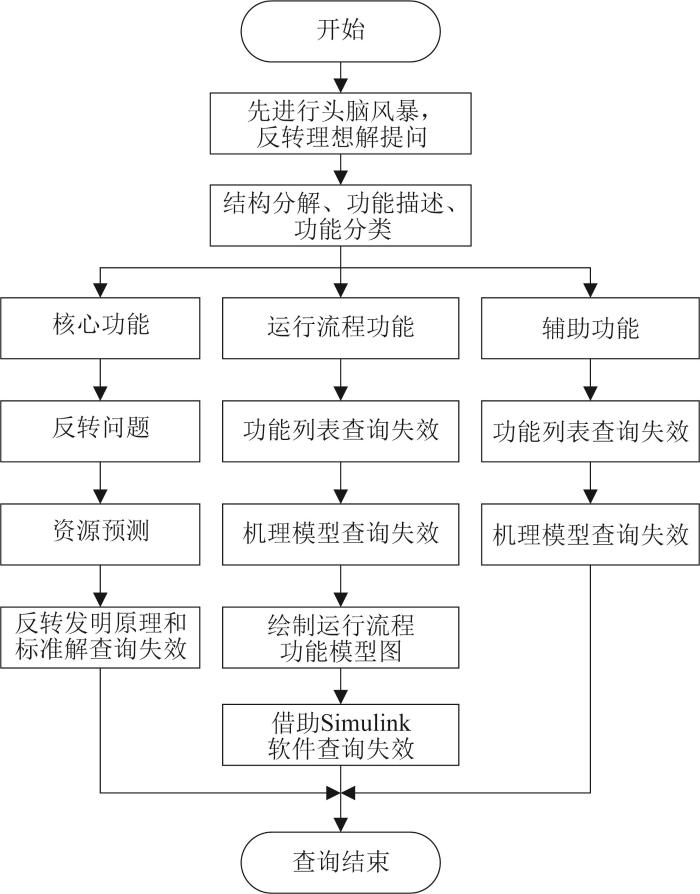
改进AFD的失效预测流程如下。
第1部分:明确产品及准备工作。
1)明确要分析的产品。明确产品的结构、功能、运行原理和使用过程,说明其主功能,并阐述理想解。
2)基于反转后的理想解开展头脑风暴。以反转后的理想解为目标,不受固定分析流程的束缚,依靠自身经验思考实现该状态的可能途径。
3)对产品构件进行结构分解和功能描述。借助相互作用表,列出产品全部构件的功能。
4)对产品功能进行分类。将产品功能分为核心功能、运行流程功能和辅助功能,为下一步操作做铺垫。
第2部分:针对产品核心功能的失效预测。
1)对核心功能进行问题反转。核心功能的反转形式包括功能丧失、产生有害功能、功能不足和功能过剩。
2)结合资源进行失效预测。
3)反转发明原理和标准解,以查询失效。
第3部分:针对产品运行流程功能的失效预测。
1)功能列表查询失效。结合资源与功能列表中的反转类型提示,开展失效查询。
2)机理模型查询失效。查询功能对应的数学或物理公式,整理出各个参数变化的主机理,以此查询失效。
3)绘制运行流程功能模型图。
4)将运行流程功能涉及的公式进行整合,并使用Simulink软件进行仿真,以查询失效。
第4部分:针对产品辅助功能的失效预测。
1)功能列表查询失效。
2)机理模型查询失效。
最后,失效查询结束。限于篇幅,本文未给出解决措施。
4 被动式动力减振镗杆失效预测案例
为验证本文所提出的基于机理模型与TRIZ工具逆用的AFD方法的有效性,选取被动式动力减振镗杆为研究对象开展失效预测分析。被动式动力减振镗杆的结构如图6所示。
图6
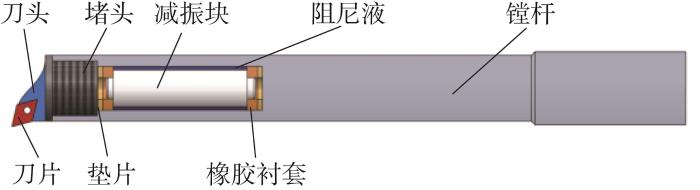
图6
被动式动力减振镗杆结构示意
Fig.6
Schematic diagram of passive power-damping boring bar structure
被动式动力减振镗杆的加工过程如下:首先,利用卡盘夹持工件,利用镗座夹持并固定镗杆;随后,机床主轴驱动工件高速旋转,进给机构推动镗杆沿轴向进给,实现刀具与工件的切削接触。在加工过程中,刀片镗削工件,产生周期性切削力,进而激发镗杆产生振动。镗杆内部的减振块在振动激励作用下产生相对运动,压缩橡胶衬套并推动阻尼液流动,通过弹性变形和黏滞阻尼共同作用实现能量耗散,从而有效降低系统振动。该减振镗杆的理想解为:镗削工件。
4.1 头脑风暴及反转理想解提问
反转上述理想解:不能镗削工件。由此得到如下失效情景:①刀片材质较差或使用时间较长,导致刀片损坏,无法镗削工件内孔;②在运行过程中,意外断电,工件无法旋转,进而无法镗削;③卡盘夹持工件时,夹持过松,旋转时工件脱离夹具;④镗杆材质差、使用时间长或长度过大,镗削时受力超出范围,镗杆折断;⑤工件内部存在高硬度物质,刀片镗削该区域时阻力骤增,可能导致镗杆折断或刀头损坏,失去镗削功能。
4.2 结构分解、功能描述及功能分类
元件:镗杆、橡胶衬套、垫片、减振块、阻尼液、堵头、刀头、刀片。
制品:工件。
超系统:卡盘、镗座、颤振、220 V电源、主轴、进给机构、冷却液、防护罩。
表4 减振镗杆各元件相互作用表(部分)
Table 4
| 元件 | 减振块 | 阻尼液 | 刀片 | 工件 | … |
|---|---|---|---|---|---|
| 减振块 | |||||
| 阻尼液 | |||||
| 刀头 | 固定 | ||||
| 刀片 | |||||
| 工件 | 振动 | ||||
| 卡盘 | |||||
| 主轴 | |||||
| … |
4.3 针对核心功能的失效查询
被动式动力减振镗杆的核心功能为刀片镗削工件。根据功能丧失得出反转形式:刀片无法镗削工件。其他反转形式为刀片损害工件、刀片镗削工件不足、刀片镗削工件过剩。限于篇幅,其他反转形式不再赘述。表5所示为常见资源分类。
表5 常见资源分类
Table 5
| 类别 | 资源内容 |
|---|---|
| 物质资源 | 系统及其所处环境中的物质(材料、介质、工艺过程及其产物,以及由设计与制造过程决定的结构形式、公差与配合、装配关系) |
| 场资源 | 系统及其所处环境中的场(力场、热场、电场、磁场) |
| 空间资源 | 系统内部及其所处环境中未被占用的空间(装配间隙、位置偏差、几何误差) |
| 时间资源 | 可被用来改善系统操作的时间区间(启动时间、运行时间、停机时间、响应时间) |
| 信息资源 | 描述系统、元件及其所处环境状态的所有信息(监测数据、状态参数、反馈信号) |
| 功能资源 | 系统及其所处环境执行额外功能的能力(冗余功能、潜在有害功能) |
在得到核心功能的反转形式后,针对反转后的理想状态提出可能实现该状态的假想方法;随后,结合系统内外可利用的资源,验证假想方法能否实现;在此基础上,分析失效原因并归纳得到潜在的失效模式。通过上述流程,可实现从核心功能反转到失效模式获取的系统化预测。刀片无法镗削工件的失效查询过程如表6所示。
表6 刀片无法镗削工件的失效查询过程
Table 6
| 达到反转理想状态的假想方法 | 运用可用资源验证每一种假想方法是否能实现 | 失效原因 | 得到潜在失效模式 |
|---|---|---|---|
| 刀片损坏 | 刀片材质性能不足; 工件材质过硬 | 刀片材质过差,使用时间过长未及时更换;未选择与工件硬度适配的刀片 | 刀片在运行中被磨损或折断,无法镗削工件 |
| 镗杆折断 | 镗杆材质脆弱; 镗杆过长 | 镗杆使用时间过长;镗杆生产制造存在缺陷 | 在镗削过程中,镗杆因受力过大而折断,无法进行镗削 |
| … | … | … | … |
4.3.1 反转发明原理查询失效
减振镗杆的主要功能如下:①刀片(正常)镗削工件。反向提问:②刀片无法镗削工件;③刀片无法正常镗削工件。
表7 冲突矩阵1
Table 7
| 改进参数 | 恶化参数 | 得到的发明原理 |
|---|---|---|
13 结构稳定性。减振镗杆部件间结构稳定,不易损坏 14 强度。刀片具有强大的抵抗外界变化的能力 21 功率。提高能量的输出效率 27 可靠性。减振镗杆的耐久性 | 32 可制造性。高效稳定的减振镗杆不易制造 | 35、19、11、3、10、32、26、34 |
表8 基于反转发明原理的失效查询1(核心功能)
Table 8
| 发明原理 | 正向 | 逆向 | 失效预测 |
|---|---|---|---|
| 35 参数变化 | 改变物体的物理状态(如气态、液态或固态); 改变物体的浓度、黏度、柔性、温度、压力及其他参数 | 改变物体的物理状态,使其处于不适合的状态,例如将固态转变为气态或液态,或使其状态变得不稳定,从而使物体失去原本的功能或引发不可预见的问题 | 运用逆向。刀片切削过程中未及时降温,工件因温度升高而局部熔化,导致镗削误差增大,甚至无法完成镗削加工 |
| 19 周期性动作 | 将连续的作用替换为周期性的或脉冲的作用 | 将连续的作用替换为非周期性的或非脉冲的作用 | 运用逆向。机床供电不稳定导致工件旋转不均匀,刀片在镗削过程中出现间歇性切削,导致工件加工尺寸或表面精度不均 |
| 11 预补偿 | 采用预先准备好的应急措施补偿物体相对较低的可靠性 | 采用预先准备好的措施降低物体相对较高的可靠性 | 运用逆向。冷却液流量过大或冲刷不均,导致刀片切削过程不平稳,可能影响加工精度或工件表面质量 |
| 3 局部质量 | 将物体或系统的均匀结构变为不均匀结构 | 将已经变为不均匀结构的物体或系统恢复为均匀结构 | 运用逆向。锋利刀片在长期切削过程中磨损,致使刀刃趋于均匀(不锋利),从而导致镗削精度下降或加工误差增大 |
| ... | ... | ... | ... |
表9 冲突矩阵2
Table 9
| 改进参数 | 恶化参数 | 得到的发明原理 |
|---|---|---|
| 23 物质损失。刀片不进行镗削,不会磨损刀片 | 21 功率。不会产生功率 | 28、27、18、38 |
表10 基于反转发明原理的失效查询2(核心功能)
Table 10
| 发明原理 | 正向 | 逆向 | 失效预测 |
|---|---|---|---|
| 28 机械系统的替代 | 利用视觉、听觉、嗅觉、触觉或味觉的方式代替部分机械系统 | 不利用视觉、听觉、嗅觉、触觉或味觉等方式,而是完全依赖机械系统来完成任务,这可能会导致系统更加复杂、笨重且容易出现故障,缺乏感官反馈的系统可能变得不灵敏或无法适应环境变化 | 运用逆向。不利用视觉或听觉辅助操作,例如操作人员在加工过程中离开现场,可能会导致机械故障无法及时被发现和处理,从而引发失效或安全事故 |
| 27 用低成本、不耐用的物体代替昂贵、耐用的物体 | 用一些廉价、不耐用的物体代替昂贵、耐用的物体 | 用昂贵、耐用的物体代替廉价、不耐用的物体,增加成本和资源的投入 | 运用正向。使用劣质刀片,导致镗削精度下降,造成工件浪费;使用劣质镗杆,减振效果差,导致镗削精度降低 运用逆向。使用昂贵的冷却液或过度耐用的刀片,导致成本增加或资源浪费 |
| ... | ... | ... | ... |
表11 冲突矩阵3
Table 11
| 改进参数 | 恶化参数 | 得到的发明原理 |
|---|---|---|
| 32 可制造性。减振镗杆质量较差,容易制造 | 39 生产率。无法正常镗削工件,镗削不足或过剩,致使生产出的符合标准的工件减少,降低了生产率 | 35、1、10、28 |
表12 基于反转发明原理的失效查询3(核心功能)
Table 12
| 发明原理 | 正向 | 逆向 | 失效预测 |
|---|---|---|---|
35 参数 变化 | 改变物体的物理状态、浓度、黏度、柔性、温度、压力及其他参数 | 不改变或逆向改变 | 运用正向。①改变减振镗杆参数(如阻尼液的阻尼系数),导致减振效果下降,无法正常镗削工件;②改变其他参数(如旋转速度过慢),导致镗削不均匀或加工误差增大 |
| 1 分割 | 使系统和物体易于组装和拆卸 | 使系统和物体难以组装和拆卸 | 运用逆向。因制造问题,镗杆与刀头难以组装和拆卸,更换困难,影响加工效率 |
| 10 预操作 | 在操作开始前,使物体局部或全部产生所需的变化 | 在操作开始后,使物体局部或全部产生所需的变化 | 运用逆向。在移动刀具后才开始旋转工件,导致部分镗削不均匀或加工误差增大 |
| ... | ... | ... | ... |
4.3.2 反转标准解查询失效
对刀片镗削工件过程建立如下物质-场模型:
物质S2:刀片;物质S1:工件;场F:机械场。
对刀片镗削工件这一功能进行基于反转标准解的失效查询,结果如表13所示。
表13 基于反转标准解的失效查询(核心功能)
Table 13
| 标准解 | 反转描述 | 失效预测 |
|---|---|---|
| No.1 完善具有不完整功能的系统。假如只有物质S1,增加物质S2及场F | 减少现有系统的完整性。假如系统已有物质S1、S2和场F,去除S2或F,使系统功能不再完整,导致其无法有效运行 | ①在刀头或刀片未正确安装时,系统无法实现镗削功能;②工件或减振镗杆安装不牢固,导致镗削过程中出现松动,造成镗削精度下降 |
| No.9 在一个系统中有用及有害作用同时存在。物质S1与S2不必直接接触,引入物质S3消除有害效应 | 在一个系统中有用及有害作用同时存在。去除吸收有害作用的物质S3,物质S1与S2直接接触,引发失效; 在一个系统中只存在有用作用。物质S1与S2不必直接接触,引入物质S3阻挡有益效应,产生失效 | 有用:工件 有害:切屑 物质S3:防护罩 若去除防护罩或忘记关闭防护罩,则切屑可能会飞溅并烫伤操作人员 |
| No.11 有害作用是由一种场引起的。引入物质S3吸收有害作用 | 有害作用是由一种场引起的,去除吸收有害作用的物质S3,使场产生有害作用; 有用作用是由一种物质引起的,引入场F吸收有用作用 | 有害:镗削时的高温 物质S3:冷却液 若冷却液喷洒不当或未及时喷洒,则工件和刀具均会过热,导致镗削精度下降,刀片磨损加剧甚至失效 |
| No.12 在一个系统中有用及有害作用同时存在,但物质S1与S2必须处于接触状态。增加场F2,以抵消场F1的影响,或得到附加的有用作用 | 在一个系统中有用及有害作用同时存在,但物质S1与S2必须处于接触状态。去除抵消场F1的场F2,使其既产生有用作用又产生有害作用; 在一个系统中只存在有用作用,但物质S1与S2必须处于接触状态。去除场F2,以降低有用作用 | 场F2:热场 去除热场,即去除冷却液。热量无法及时排出,导致刀具过热,镗削精度下降,刀片磨损加剧甚至发生早期失效 |
4.4 针对运行流程功能的失效查询
4.4.1 功能列表查询失效
针对被动式动力减振镗杆的运行流程功能,使用功能列表法查询潜在失效模式。根据反转思想,考虑功能丧失、产生有害功能、功能不足以及功能过剩情况,主要从功能载体、作用和功能对象三个方面对运行流程功能进行分析,以识别潜在失效模式,如表14所示。
表14 基于功能列表的失效查询(运行流程功能)
Table 14
| 功能描述 | 功能丧失 | 产生有害功能 | 功能不足、过剩 |
|---|---|---|---|
| 220 V电源供能主轴 | 未及时了解供电情况,镗削时断电 | 供给电压过大(如错误连接到380 V电源),导致机床损坏 | 供电中断,主轴失去能量,导致加工中断 |
| 主轴旋转工件 | 电源中断或电压不足导致主轴无法驱动 | 机床主轴老化,未及时添加润滑油,导致摩擦耗能过多 | 电源电压或频率超标,主轴转速或扭矩超过工艺要求 |
| 卡盘夹持工件 | 工件尺寸或形状超出卡盘的可夹范围 | 卡盘力度过大,损害工件 | 机床卡盘老化,夹持效果不足,易产生振动 |
| 进给机构驱动镗杆 | 机床进给机构卡住切屑或其他物质,无法进给 | 人工操作失误或编程失误,导致移动量不在预定范围内 | 机床进给机构老化,移动效果差,容易导致操作失误,如移动距离过大导致镗削错误 |
| 刀片镗削工件 | 镗杆切割时断裂,无法进行镗削 | 刀片破损或飞屑高速喷出,损伤工件、夹具或操作人员 | ①刀片磨损,镗削精度下降;②操作人员未及时更换特定的刀头,导致生产出不符合标准的工件 |
| 刀片挤压刀头 | 紧固螺钉紧固不足,镗削时刀片和刀头分离 | 挤压力过大,使刀头变形或产生裂纹 | 紧固螺钉紧固不足,镗削时刀片与刀头的相对位置改变,导致镗削效果变差 |
| ... | ... | ... | ... |
4.4.2 机理模型查询失效
针对被动式动力减振镗杆的运行流程功能,利用对应的机理模型分析参数变化对系统运行流程的影响并预测潜在失效,结果如表15所示。
表15 基于单个机理模型的失效查询(运行流程功能)
Table 15
| 功能描述 | 公式 | 参数 | 参数变化主机理 | 引起的失效 |
|---|---|---|---|---|
| 刀片镗削工件 | 切削力: 周期性激励力: 注:Fr引发弯曲振动,影响大;Ft引发扭转振动,影响不大,可忽略 | 主切削力Ft、主切削力系数Kc、切削深度ap、进给量f、典型经验系数α(约为0.3)、经验系数β(约为0.2)、进给力Ff、径向力Fr、工件转动角速度ω | Kc(材料性质)、ap(加工参数设定)、f(人工设定)、ω(人工设定) | ①工件材料变化导致主切削力系数过大,或设置的切削深度和进给量过大,使主切削力显著增大,从而导致刀具崩刃或设备过载停机;②主切削力增大导致径向力增大,造成镗杆弯曲振动增强,进而产生颤振,降低加工精度和工件表面质量;③人工设置的激励频率与系统固有频率接近,产生共振,导致振动加剧及刀具寿命急剧下降 |
| 减振块挤压橡胶衬套 | 相对位移: 弹性力: 弹性能量: 刚度: | 相对位移 | ①外部激励过大,使得相对位移长期过大,导致橡胶疲劳、开裂、永久变形,失去缓冲功能;②安装时减振块过度挤压橡胶衬套,导致其无法产生相对位移,失去减振功能;③生产制造时A偏小或h偏大导致刚度降低,致使弹性变形量增大,进而引发结构接触或摩擦;④生产制造时A偏大或h偏小导致刚度过高,失去减振作用;⑤随着使用时间的增加,橡胶材料老化,弹性力过大,导致失去减振缓冲作用,振动和冲击直接传递到结构;⑥高温环境导致橡胶材料软化,致使弹性模量和刚度下降,造成结构支撑不足和位移增大,影响加工精度 | |
| 阻尼液摩擦减振块 | 相对速度: 黏滞阻尼力: 耗散功率: 阻尼系数: | 相对速度v、镗杆速度 | v(外部激振)、η(温度)、R(生产制造)、L(生产制造)、d(生产制造) | ①未及时冷却,致使阻尼液温度过高,黏度降低,进而使阻尼系数下降,导致振动能量耗散不足、振动幅值增大,并加剧结构疲劳;②生产制造时R或L偏小导致阻尼不足,振动控制失效;③生产制造时d过大,阻尼系数下降,失去减振效果 |
将被动式动力减振镗杆的运行流程功能绘制成对应的功能模型图,如图7所示。
图7
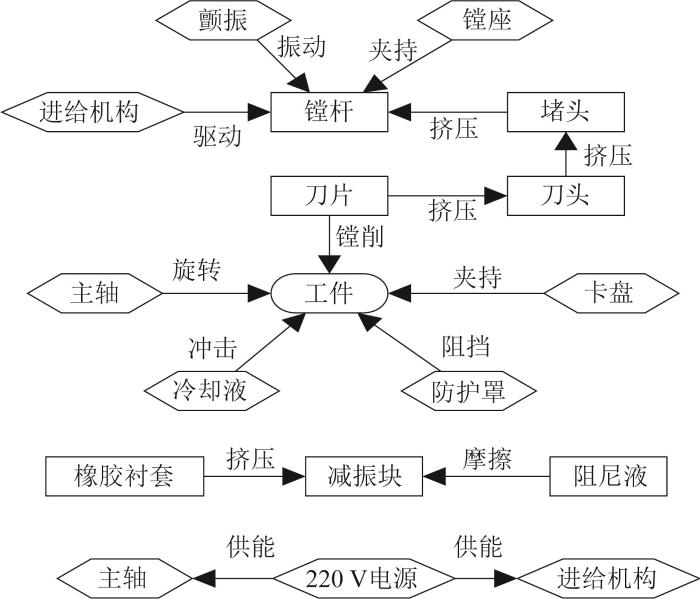
将图7所示的运行流程功能所涉及的公式进行拼接,得到核心公式并将其作为减振模块的机理模型,具体如下:
式中:t为时间;
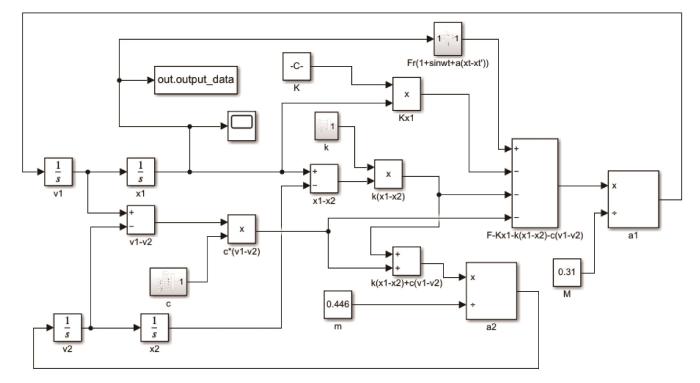
完成参数设置后,利用MATLAB软件中的Simulink模块进行仿真,以开展失效预测。减振镗杆的Simulink仿真模型如图8所示。
图8
为验证所构建的机理模型的准确性,先建立减振镗杆的三维模型,再将三维模型导入ANSYS软件以开展模态分析,提取结构模态参数并生成柔性体文件,以表征减振镗杆的实际振动特性。完成柔性化处理后,将柔性体模型导入ADAMS软件以建立减振镗杆的刚柔耦合动力学模型,并施加与机理模型相同的激励条件进行仿真分析。为便于结果对比,利用ADAMS与Simulink软件进行联合仿真。其中:ADAMS用于计算减振镗杆的动力学响应,Simulink用于求解所建立的机理模型。在相同的参数设置和边界条件下,分别获取机理模型和刚柔耦合动力学模型的响应数据,并将仿真结果导出至MATLAB软件进行后处理与绘图分析。通过设置不同的激励工况,对2种模型的减振镗杆位移响应进行对比,其中ω=1 100 rad/s,Fr=30 N工况下的对比结果如图9所示。由仿真结果可知,在不同激励工况下,基于机理模型与刚柔耦合动力学模型得到的减振镗杆位移响应曲线的变化趋势基本一致,相对误差较小,表明所建立的机理模型能够较准确地反映减振镗杆的动态特性,验证了机理模型的合理性和有效性。
图9
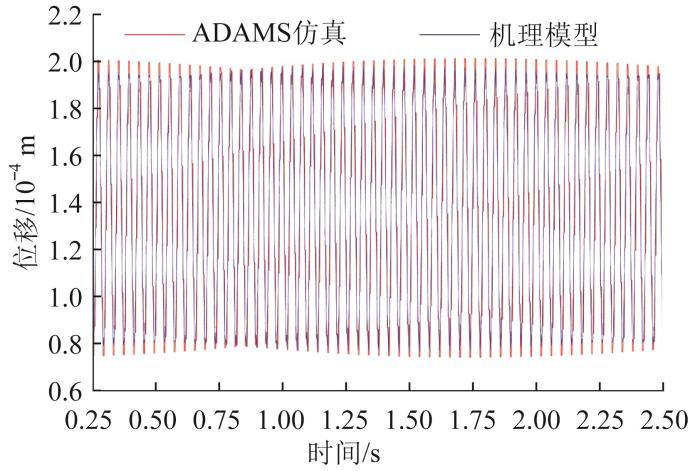
图9
基于机理模型和ADAMS仿真的减振镗杆位移对比( ω=1 100 rad/s, Fr=30 N)
Fig.9
Comparison of damping boring bar displacement based on mechanism model and ADAMS simulation (ω=1 100 rad/s, Fr=30 N)
根据机理模型的仿真结果,可得正常工况下减振镗杆的位移峰值约为0.000 20 m。为避免正常波动引起误判,本文将减振镗杆位移峰值达到正常工况下振幅的1.5倍作为失效判据,并预留一定安全裕度。按照该失效判据进行计算,对应的失效位移峰值约为0.000 23 m。
对机理模型进行封装,得到一个含14个输入参数、1个输出参数的机理模型。对封装后的机理模型进行Sobol指数全局敏感性分析。结果表明,敏感性最高的前5个参数为主切削力系数Kc、经验系数β、切削深度ap、进给量f、工件转动角速度ω。这5个参数变化可能会引发多种失效。限于篇幅,本文仅以主切削力系数Kc变化引起的失效为例进行分析。将机理模型中主切削力系数Kc的基准值设为1 800 N/mm2,在保持其他参数不变的条件下,逐步增大Kc并观察减振镗杆位移响应的变化规律,结果如图10所示。
图10
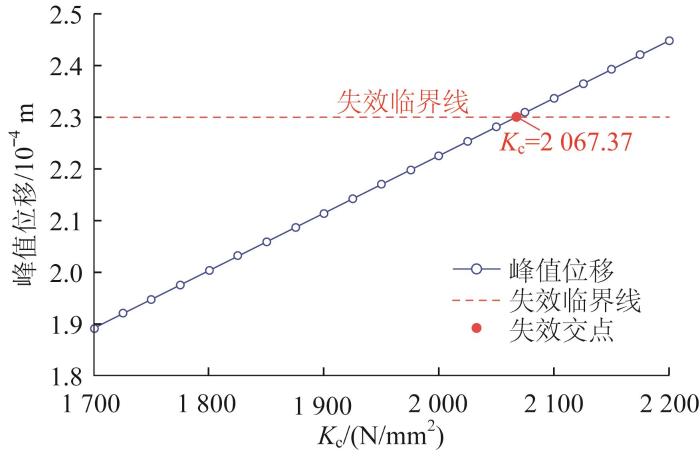
图10
不同主切削力系数下减振镗杆的位移响应对比
Fig.10
Comparison of displacement response of damping boring bar under different main cutting force coefficients
由图10可知,当主切削力系数Kc增大至2 067.37 N/mm2时,在切削深度和进给量保持不变的条件下,由机理模型计算可得,主切削力Ft较初始工况增大了约14.85%。切削力增大将导致系统激振力增大,减振镗杆振动变得更加剧烈,最终导致振动位移峰值增大至失效临界值,从而发生失效。
通过分析可知,主切削力系数Kc增大的主要原因如下:1)工件材质变化,将工件材料更换为高强度或硬脆性材料(如不锈钢)后,工件的抗剪强度和变形抗力提高,切削阻力增大,从而导致Kc增大;2)刀具磨损导致刀刃圆弧半径增大或表面涂层脱落,增大了刀具与工件之间的摩擦,从而导致Kc增大;3)冷却不足导致切削温度升高,造成切削接触界面的摩擦增大以及剪切角减小,从而导致Kc增大。
4.5 针对辅助功能的失效查询
表16 基于功能列表的失效查询(辅助功能)
Table 16
| 功能描述 | 功能丧失 | 产生有害功能 | 功能不足、过剩 |
|---|---|---|---|
镗杆固定 橡胶衬套 | 镗杆中间部分尺寸过小,无法 放入橡胶衬套 | 温度过高,橡胶衬套熔化,粘住镗杆,导致下一次更换橡胶衬套时不方便 | 镗杆内部的孔不平整,导致橡胶衬套无法竖直,存在一定倾斜,致使部件安装不牢固 |
表17 基于单个机理模型的失效查询(辅助功能)
Table 17
| 功能描述 | 公式 | 参数 | 参数变化主机理 | 引起的失效 |
|---|---|---|---|---|
镗杆固定 橡胶衬套 | 简单的位置固定 | 橡胶硬度(邵氏A)、压装量(干涉量)、橡胶衬套厚度、预紧力 | 橡胶硬度(温度、使用时间)、压装量(装配工艺、使用时间)、橡胶衬套厚度(使用时间)、预紧力(装配、时间) | ①因老化或高温而导致橡胶硬化、开裂或性退化能,橡胶衬套失去固定能力;②装配不当或长期振动导致预紧力减小甚至丧失,影响固定稳定性;③装配时压装量不足或橡胶衬套发生变形,导致橡胶衬套定位松动,造成镗杆与减振块运动异常,从而降低减振性能 |
5 结 论
本研究提出了结合机理模型和TRIZ工具逆用的失效预测方法。在提取机理模型的基础上,通过查询功能成功实现所依据的数学或物理公式来进行失效预测,并将各类功能的机理模型组合成产品的整体机理模型,借助Simulink进行仿真分析以剖析运行原理层面的潜在失效,从而发现传统方法难以识别的失效模式。在TRIZ工具逆用上,基于反转后的发明原理和标准解,系统地扩展了失效预测的覆盖范围。但是,本文方法的预测效果对机理模型准确性的依赖度较高,而对于复杂系统,需要考虑的因素繁多且因素间耦合性强,精确机理模型的建立较为困难。因此,后续应在建立常用基础机理模型库的基础上,进一步探究复杂系统机理模型的构建方法。此外,TRIZ中标准解较多,逐一尝试其反转形式的效率较低,故需要进一步研究标准解的选择方法或对标准解进行整合后反转。

本文链接:https://www.zjujournals.com/gcsjxb/CN/10.3785/j.issn.1006-754X.2026.05.224
参考文献
基于TRIZ/AFD/FMEA的机械产品改进设计过程模型及应用研究
[D].
The improving design process model of mechanical product based on TRIZ/AFD/FMEA and the application research
[D].
基于AFD的产品失效分析方法研究
[J].
Research on the method of product failure analysis based on AFD
[J].
基于物场分析逆用的产品失效预测方法研究
[J].
Research on method of product failure anticipation based on reverse substance-field analysis
[J].
基于物质-场分析方法的产品失效预测研究
[J].
Research on failure prediction based on substance-field analysis
[J].
基于冲突解决理论的失效分析方法(AFD-1)模板研究
[J].
Research of failure analysis (AFD-1) template based on TRIZ conflict resolution theory
[J].
基于TRIZ的AFD失效分析方法在新型立体车库中的应用
[J].
Application of AFD failure analysis method in new-style stereo garage based on TRIZ
[J].DOI:10.4028/www.scientific.net/amr.335-336.69 [本文引用: 1]
Using TRIZ to invent failures: concept and application to go beyond traditional FMEA
[J].
基于AFD和FEA的钻杆接头潜在失效模式分析与优化
[D].
Analysis and optimization of the potential failure mode of drill rod joints based on AFD and FEA
[D].
Scenario-based anticipatory failure determination and patent technology inspiration for product innovation design
[J].
Failure prediction for subsea plug and abandonment using a method based on anticipatory failure determination
[D].
Research on product failure prediction based on TRIZ theory
[J].
基于FBS场景构建的产品预期失效分析方法
[J].
Product anticipatory failure determination method based on FBS scenario construction
[J].
Anticipatory non-green-phenomena determination for designing eco-design products
[J].
Cognitive reliability and error analysis based on anticipatory failure determination
[J].
面向破坏性创新产品的失效预测方法研究
[D].
Research on anticipatory failure detemination method for desruptive innovation products
[D].
Extension and modification of anticipatory failure determination approach based on I-TRIZ
[D].
Anticipatory failure determination (AFD) for product reliability analysis: a comparison between AFD and failure mode and effects analysis (FMEA) for identifying potential failure modes
[M]//
基于预期失效分析与试验设计的产品创新设计研究
[D].
Research on product innovation design based on expected failure analysis and experimental design
[D].
基于TRIZ的AFD失效分析方法
[J].
Research on AFD failure analysis method based on TRIZ
[J].
Strengths and weaknesses of anticipatory failure determination in identifying black swan type of events
[D].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}