


3D打印混凝土技术作为当今智能建造领域的核心技术,以快速异形建造的优势取代了传统工艺中支模、拆模等复杂操作流程,推动了建筑产业的智能化升级[1-3]。在打印过程中,流动度反映了混凝土浆料在外力作用下的流动能力,是确保混凝土能顺利通过打印喷嘴并形成预定形态的关键指标。由于混凝土在3D打印过程中会受到多种因素(如打印速度、挤出压力及材料组成等)的影响,其流动度在打印过程中会发生波动,即具有时变性,这对材料挤出后的成形精度控制提出了严格要求[4]。若无法实时稳定地控制混凝土的流动度,则会导致打印结构的外观形貌不均匀,出现孔隙、裂纹及层间薄弱等缺陷,严重削弱了打印结构整体的力学性能[5-6]。因此,研究3D打印混凝土流动度稳定控制策略,对提升挤出成形构件的打印精度和结构质量具有重要意义。
目前,用于提高混凝土3D打印精度的方法主要包括以下几种:材料特性优化、打印设备机械结构优化和打印工艺参数优化。在材料特性优化方面,Sanjayan等[7]通过添加不同数量的纳米颗粒改变了混凝土的流变参数,并基于振动流变主动控制改善了打印结构的力学性能;Roussel等[8]从屈服应力、黏度、弹性模量等方面探索了可打印混凝土的流动度要求,并分析了这些因素对打印稳定性和打印质量的影响。在打印设备机械结构优化方面,Tang等[9]提出了一种在轨3D打印设备,并结合热分析设计了模糊比例-积分控制方法,保证了打印设备的运行稳定性;Tao等[10]提出了一种“双管泵送”的内联混合策略,通过静态混合器与双泵的联合作用,实现了管道内混合物的高效均匀泵送,大幅提升了打印成品的形状稳定性。在打印工艺参数优化方面,Zhang等[11]利用无线通信网络调控打印参数,有效地提升了打印效率;Lu等[12]构建了两阶段沉积过程的分析模型,研究了打印参数对3D打印混凝土喷射过程中材料分布的影响,为确定合适的打印参数提供了理论指导;Zhang等[13]推导了混凝土挤出阻力随喷嘴参数变化的理论公式,并研究了喷嘴尺寸、打印参数与挤出条带尺寸之间的关系,提高了打印质量预测的准确性。但事实上,流动度不仅取决于材料本身的物理性能,还直接受到挤出过程中控制策略的影响,其中下料电机转速是最具代表性的控制量之一。下料电机运行稳定性决定了材料的挤出速率,而挤出速率波动会导致挤出压力不均匀,进而影响材料的剪切速率和流动性能。然而,目前针对混凝土这类流动度具有时变性的材料,从控制策略设计角度开展的流动度稳定控制研究仍较少。
为此,本文拟从控制理论角度出发,设计一种3D打印混凝土流动度稳定控制策略,以提升打印构件的成形精度。经典PID(proportional-integral-derivative,比例-积分-微分)算法因结构简单、易实现、适用范围广而被广泛应用,但其控制性能依赖参数整定的准确性。传统的PID控制参数整定方法(理论计算整定法和工程整定法)[14]通常需要丰富的先验知识和经验,整定效率较低,难以应对混凝土流动度非线性和时变性的特点。近年来,智能优化算法的发展为PID控制参数的整定提供了新途径。PSO(particle swarm optimization,粒子群优化)算法即为最具代表性的智能优化算法之一,该算法通过全局搜索策略和易操作的速度、位置更新模型,在系统控制参数寻优方面展现出良好的效果[15-17]。从原理上看,PSO算法适用于处理3D打印混凝土流动度稳定控制问题。基于此,笔者提出了一种PSO-PID控制策略,通过控制下料电机转速来实现下料过程中混凝土流动度的稳定控制。同时,通过开展仿真分析和打印实验,并与传统PID、模糊PID控制策略进行对比,以验证所提出的PSO-PID控制策略的可行性与优越性。
1 3D打印混凝土流动度稳定控制系统结构
1.1 不同打印阶段的流动度分析
混凝土的3D打印过程包括2个关键阶段。
1)送料阶段。该阶段主要包括将混凝土浆料从供料设备输送至挤出机构的过程。在该过程中,混凝土的供料速率受到下料电机转速的影响,保持相对恒定的转速即可实现大部分情况下的稳定供料。仅在转弯、空走及其他复杂场景下,为配合打印头的运动轨迹或调整沉积速率,供料速率可能需要临时调整。总体而言,该阶段混凝土的供料稳定性较高,下料电机转速的波动对打印质量的直接影响较小。
2)挤出阶段。该阶段涉及混凝土浆料从挤出机构通过喷嘴按预设打印路径进行沉积的过程,是3D打印过程中直接影响构件成形精度和表面质量的关键环节。在该阶段,混凝土的流动度由自身的流变性能和挤出机构的驱动电机转速共同决定。若挤出速率未能与流动度有效匹配,则将直接导致沉积层厚度不均匀、边缘形貌失真以及层间结合性能下降等问题。因此,保证挤出阶段混凝土流动度的动态稳定性是提高打印精度和成形质量的核心挑战。
综上可知,相较于相对稳定的送料阶段,挤出阶段混凝土的动态行为复杂且变化迅速,故对该阶段的流动度稳定控制进行深入研究具有更重要的工程意义。基于此,本文将聚焦于3D打印挤出阶段混凝土的流动度稳定控制问题,通过控制下料电机转速来实现挤出速率与混凝土流动度的有效匹配,以保证流动度的动态稳定,进而避免因流动不稳定而引发的打印质量问题,确保打印构件的成形精度。
1.2 流动度对打印精度的影响分析
图1

图1
不同流动度下混凝土打印构件的形状
Fig.1
Shapes of concrete printed components under different flowability
众所周知,混凝土的配合比也会影响打印精度。本文中混凝土的配合比已按要求设定,可确保混凝土具有可打印性。在此基础上,本文重点探索控制策略的有效性。
1.3 流动度稳定控制系统结构设计
本文所提出的3D打印混凝土流动度稳定控制系统的结构如图2所示,主要由电源电压模块、模拟驱动模块、数字控制模块、采样检测模块、通信模块和下料电机模块组成。
图2
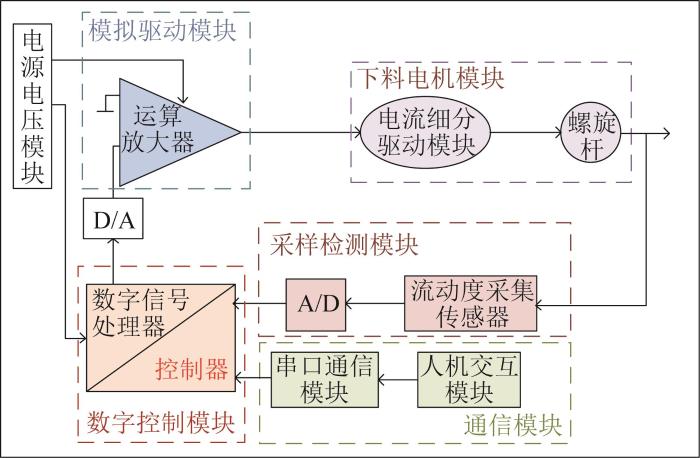
图2
3D打印混凝土流动度稳定控制系统结构
Fig.2
Flow stability control system structure for 3D printed concrete
在3D打印混凝土流动度稳定控制系统中,先由模拟驱动模块读取打印机发出的控制指令,并将其翻译为有效的打印信息;随后,将下料电机螺旋杆的转速信息传输到电流细分驱动模块,通过电流细分驱动的方式来改善电机运行时的振荡特性,以保证电机螺旋杆转动的稳定性;最后,由流动度采集传感器实时采集打印过程中的实际流动度,并利用芯片内部配置的双通道A/D(analog to digital,模-数)转换程序实现模拟量与数字量的转换,同时将实时采集的数据误差作为控制系统的反馈,通过数字控制模块控制下料电机螺旋杆转速,以保证下料过程中混凝土流动度保持在最佳打印阈值范围内,进而提升打印构件的成形精度。在打印过程中,通过通信模块实时获取打印参数的变化情况。
本文重点关注上述结构模块中控制器的设计,旨在通过控制下料电机转速来使混凝土流动度在打印过程中保持稳定。由于混凝土3D打印系统的打印参数具有时变性和非线性的特点,且打印环境产生的不确定因素较多,传统PID算法对此类控制系统的适应性较差,故需要设计更适合3D打印混凝土流动度稳定控制的策略。
2 基于PSO-PID的3D打印混凝土流动度稳定控制策略设计
本文提出了一种基于PSO-PID的3D打印混凝土流动度稳定控制策略,其中PSO算法可实现PID控制参数的实时在线多次优化,从而使混凝土3D打印系统的控制性能得到有效提升。
2.1 PSO-PID控制算法原理
基于PSO-PID的3D打印混凝土流动度稳定控制系统框图如图3所示。首先,将混凝土流动度的期望信号输入PID控制器,以得到流动度的控制输出,并计算流动度的控制误差;然后,基于流动度控制误差反馈值,利用PSO算法对PID控制器的3个控制参数进行调整,并利用ITAE(integrated time absolute error,积分时间绝对误差)来评估调整后控制参数的优劣;最后,控制系统通过调整下料电机转速,使得混凝土流动度的控制误差尽可能降低,以提高混凝土流动度的稳定控制精度。
图3
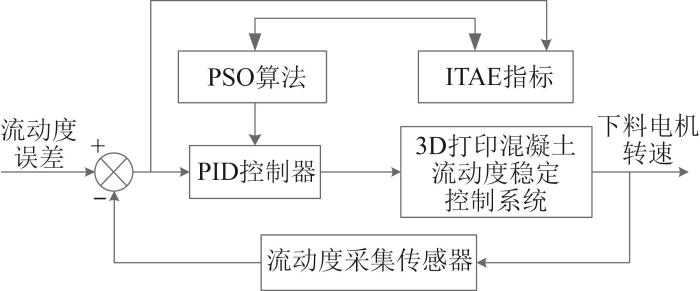
图3
基于PSO-PID的3D打印混凝土流动度稳定控制系统框图
Fig.3
Flow stability control system block diagram for 3D printed concrete based on PSO-PID
本文所设计的控制器采用增量式数字PID控制,控制方程可表示为:
式中:
由于混凝土流动度控制信号为数字信号,需将
由此可知,只要调整
PSO算法通过一组粒子在搜索空间中动态迁移来寻求最优解,其中每个粒子根据个体的最优历史位置Pid 和粒子群的最优历史位置Pgd 来调整自身位置。
粒子的速度、位置更新公式如下:
式中:
惯性权重
式中:ωmax、ωmin分别为惯性权重的最大、最小值,nmax为最大迭代次数。
利用PSO算法的自学习特性,不断地对PID控制参数进行寻优处理,以确保下料电机转速能够实时调整,进而使混凝土流动度在打印过程中稳定保持在一定的阈值范围内。
2.2 PSO-PID控制算法流程
PSO-PID控制是在PID控制器的基础上,引入PSO算法对PID控制参数进行寻优。PSO-PID控制算法的优势为在提高PID控制器性能的同时,缩短了PID控制器的寻优周期[18]。
PSO-PID控制算法的具体流程如下:
1)初始化粒子群。
打印开始后,首先对PID控制器中的3个控制参数以及PSO算法中的学习因子和惯性权重进行初始化。
2)PID控制参数寻优。
PID控制参数寻优是关键步骤,将PID控制算法的参数总量设为N,其中
3)PID控制参数整定。
根据目标函数计算每个粒子的适应度,并根据适应度更新每个粒子的最优位置和粒子群的最优位置。本文采用误差绝对值与时间乘积的积分叠加超调量来构建适应度函数:
式中:J为适应度函数,
4)判断迭代是否终止。
判断当前状态是否达到最大迭代次数或全局最优位置是否满足要求,若满足条件,则停止迭代;若不满足,则重复执行步骤2与步骤3,直至满足终止条件。
基于PSO-PID的3D打印混凝土流动度稳定控制流程如图4所示。
图4
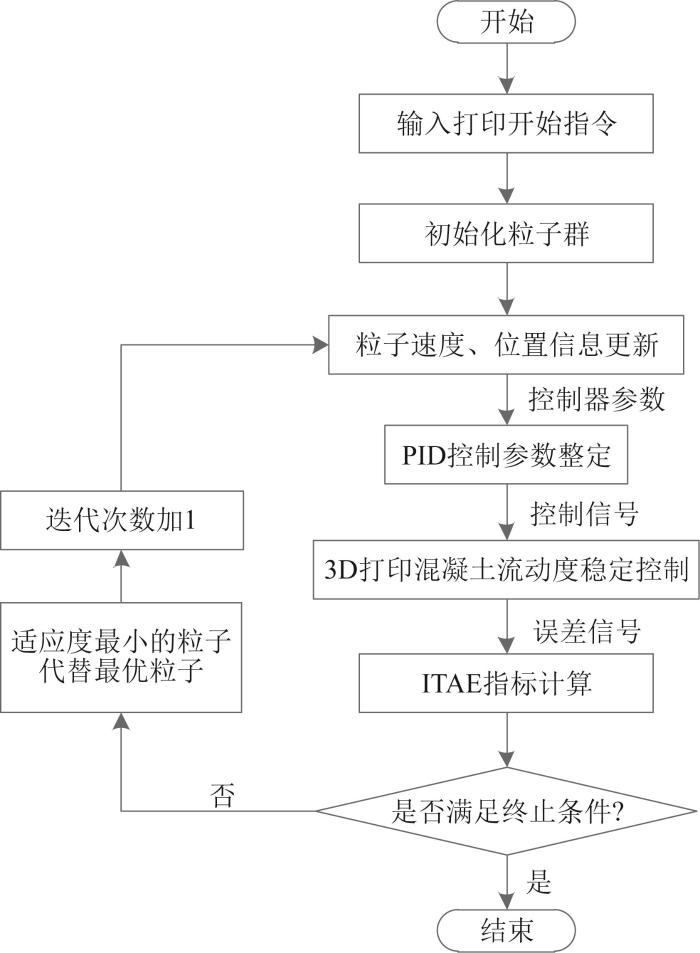
图4
基于PSO-PID的3D打印混凝土流动度稳定控制流程
Fig.4
Flow stability control process for 3D printed concrete based on PSO-PID
3 仿真与实验验证
3.1 仿真验证
3.1.1 PSO-PID控制算法有效性验证
为了验证PSO-PID控制算法在3D打印混凝土流动度稳定控制系统中应用的有效性,在MATLAB/Simulink环境中搭建了图5所示的仿真模型,以开展相应的仿真测试。
图5
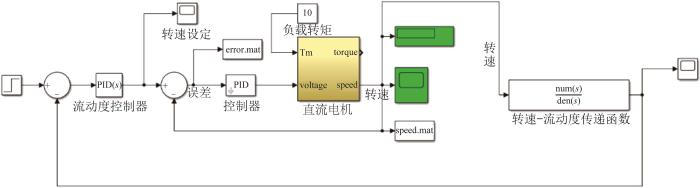
图5
3D打印混凝土流动度稳定控制系统仿真模型
Fig.5
Simulation model of flow stability control system for 3D printed concrete
图6
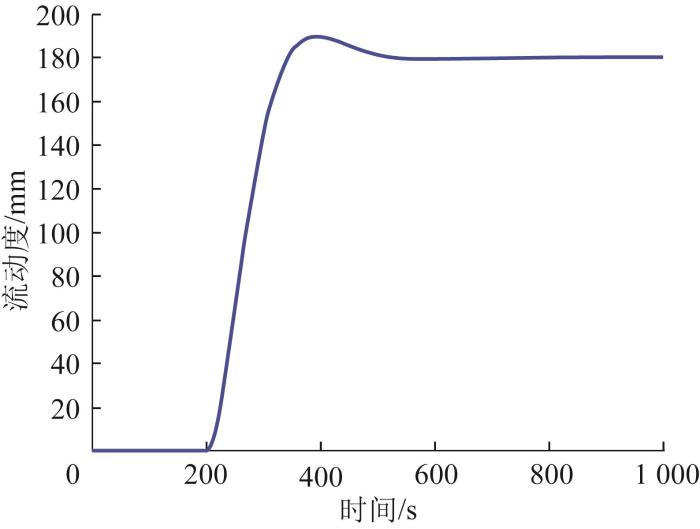
图6
基于PSO-PID的流动度稳定控制仿真结果
Fig.6
Simulation results of flow stability control based on PSO-PID
3.1.2 PSO-PID控制算法优越性验证
为了验证PSO-PID控制算法的优越性,将其与传统PID控制算法、模糊PID控制算法进行对比[19-20]。其中,PSO算法的参数设定如下:学习因子
图7
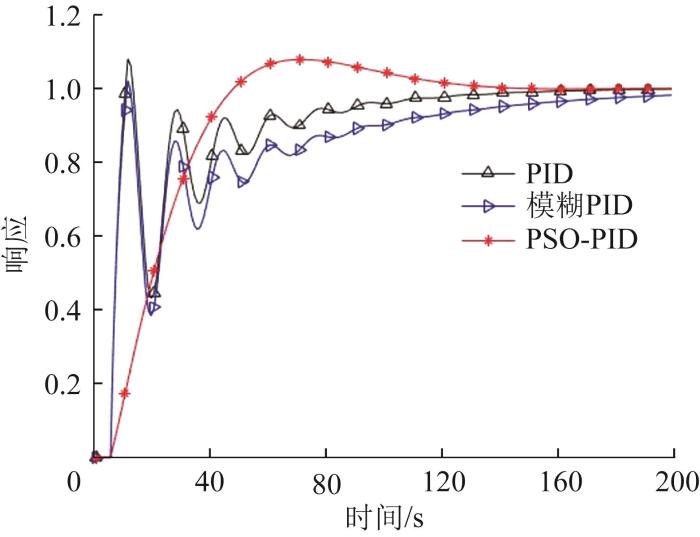
图7
基于不同算法的流动度稳定控制系统响应曲线
Fig.7
Response curve of flow stability control system based on different algorithms
由图7可以看出:
1)在传统PID控制下,系统经过17 s后达到最大偏差值,超调量为9.7%;经过160 s后,系统达到稳定状态。由此可以看出,PID控制下系统的振荡次数过多,不够稳定。
2)在模糊PID控制下,系统经过16 s后达到最大偏差值,经过140 s后达到稳定状态。由此可以看出,模糊PID控制下系统的动态性能并未得到明显提升。
3)在PSO-PID控制下,系统经过42 s后达到最大偏差值,超调量为4.8%,经过78 s后达到稳定状态。此外,PSO-PID控制下系统的响应波动最小且调节速度快,可达到提升3D打印过程中混凝土流动度稳定性的目的。
综上,相比于传统PID控制算法、模糊PID控制算法,PSO-PID控制算法的动态性能最优。
3.2 实验验证
3.2.1 实验流程
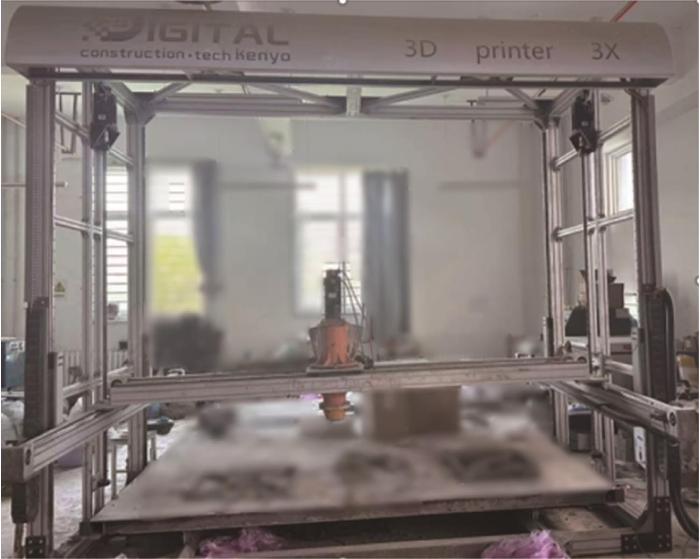
本文采用DDCS V3.1桁架式混凝土3D打印机来开展流动度稳定控制验证实验,如图8所示。具体实验流程如下:开机后,打印机的主控模块读取打印参数并初始化控制模块参数;随后,打印机开始打印,传感器实时采集混凝土流动度数据并反馈至控制器进行处理,控制器根据接收到的反馈信号精准地输出相应的控制指令,以调节下料电机螺旋杆的动作,直至打印完成。
图8
3.2.2 实验方案
由仿真结果可知,PSO-PID控制器的综合性能最好,其在MATLAB/Simulink环境中可实现对混凝土流动度期望阈值的控制,而模糊PID控制器的性能相较于传统PID控制器并没有太大提升,故在打印实验中仅采用传统PID控制器和PSO-PID控制器进行对比,以验证PSO-PID控制策略对提高打印构件成形精度的有效性。
实验1:流动度对打印质量影响实验。
为了验证混凝土3D打印过程中流动度对打印质量的影响,分别在下料电机转速为80、110、140、170、200、230 r/min的条件下开展打印实验,并观察打印构件的成形结果。其中:料筒直径为30 mm,层厚为10 mm,最大扫描速度为100 mm/s;每次实验的混凝土配合比相同。
实验2:控制策略对打印质量影响实验。
为了验证在混凝土3D打印过程中控制策略对打印质量的影响,分别基于PID控制策略和PSO-PID控制策略打印2个相同的构件,并观察其表面质量和侧面形貌。其中:构件1和构件2的长、宽、高分别为500、750、48 mm,共4层;构件3和构件4的长、宽、高分别为600、600、48 mm,共4层。料筒直径等打印工艺参数的设置与实验1一致,且每次实验的混凝土配合比也相同。
3.2.3 实验结果分析
1)流动度对打印质量影响的结果分析。
图9所示为不同下料电机转速下的混凝土打印构件对比。由图9可以看出,当电机转速为80 r/min时,打印构件发生明显断裂。这是因为下料电机螺旋杆低速旋转时,混凝土搅拌得不够均匀,各组分未充分混合,导致其流动度较低,在挤出成形时出现了下料不连续的现象。当电机转速为110~200 r/min时,打印构件的表面质量明显提高,但110 r/min条件下的打印宽度略小于140 r/min和170 r/min条件下的。这是因为110 r/min的电机转速还不能使混凝土流动度处于最佳水平,混凝土的挤出量偏小,进而导致打印宽度较小。当电机转速为200 r/min时,打印构件的宽度又略大,这是因为电机转速过快使得混凝土流动度变大,增大了挤出量。当电机转速为230 r/min时,混凝土流动度已超过最佳阈值,混凝土挤出速率过大,致使相同时间内挤出的混凝土体积过大,从而导致最终的打印精度明显降低。
图9
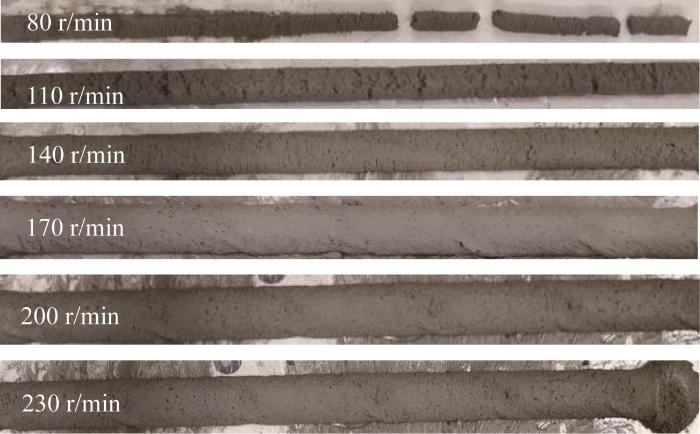
图9
不同下料电机转速下的混凝土打印构件对比
Fig. 9
Comparison of concrete printed components under different discharge motor speeds
2)控制策略对打印质量影响的结果分析。
图10所示为基于不同控制策略的混凝土打印构件对比。其中,构件1和构件3为基于传统PID控制策略的打印结果,构件2和构件4为基于PSO-PID控制策略的打印结果。
图10
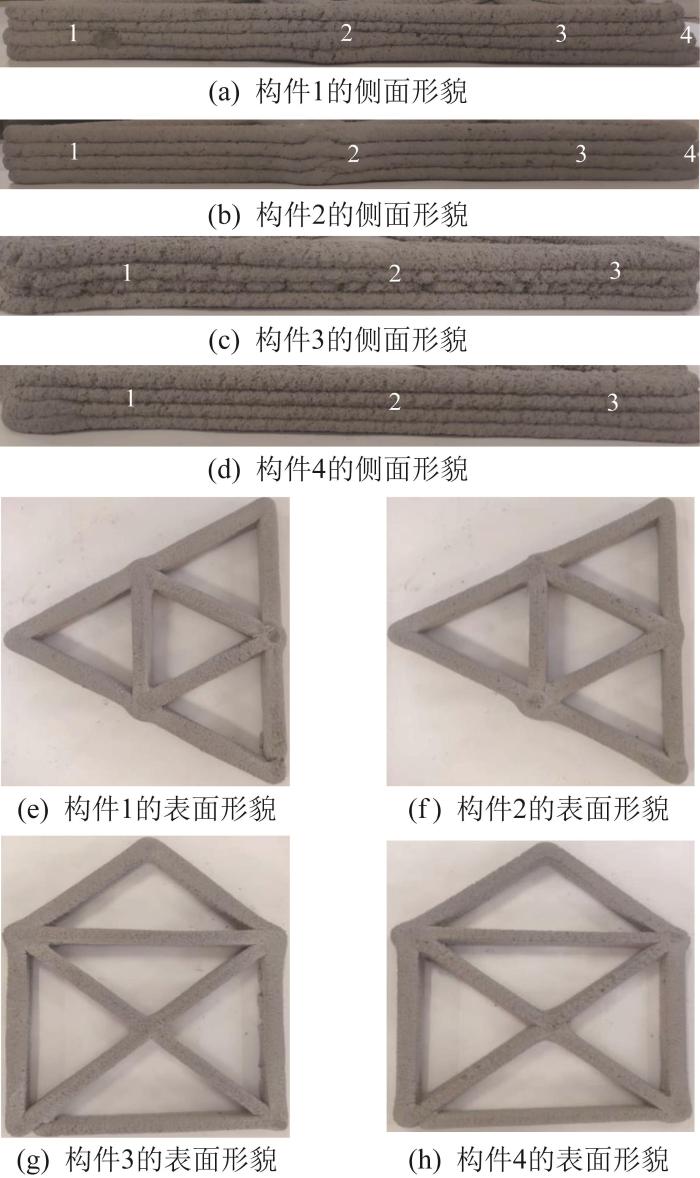
图10
基于不同控制策略的混凝土打印构件对比
Fig. 10
Comparison of concrete printed components based on different control strategies
综上可知,传统PID控制策略具备一定的混凝土流动度稳定控制能力,但响应速度较慢,且调节时间长,导致混凝土下料不连续,构件表面的打印缺陷较多。相对而言,PSO-PID控制策略对混凝土流动度稳定控制的作用较为明显,其调节速度快且能明显改善下料电机的振荡问题,最终打印出的混凝土构件的表面形貌和侧面形貌均较为平整,没有明显的打印缺陷。实验结果表明,采用PSO-PID控制策略可有效提高打印构件的表面质量和成形精度。
4 结 论
1)本文基于控制理论研究了混凝土3D打印精度的提升方法。针对混凝土这类流动度具有时变性和非线性的材料,设计了基于PSO-PID的流动度稳定控制策略,有效地提高了打印精度。
2)仿真结果表明,本文所提出的PSO-PID控制策略具有调节速度快、稳定性强等特点,可实现对3D打印混凝土流动度的稳定控制,符合混凝土3D打印过程中对材料动态性能的要求。
3)实验结果表明,在3D打印过程中,混凝土流动度随时间和下料电机转速的变化而变化,采用所提出的PSO-PID控制策略可保证混凝土挤出过程的连续性和均匀性,有效地提高了最终的成形精度。
参考文献
中国3D打印混凝土技术应用历程与趋势
[J].
Application and development of 3D printed concrete technology in China
[J].
建筑3D打印技术及材料的研究进展
[J].
Research progress in 3D printing construction technology and materials
[J].
3D打印混凝土技术在异形建筑设计中的应用
[J].
Application of 3D printed concrete technology in special-shaped building design
[J].
Mix design concepts for 3D printable concrete: a review
[J].
Extrusion rheometer for 3D concrete printing
[J].
Computer vision for real-time extrusion quality monitoring and control in robotic construction
[J].
Vibration induced active rheology control for 3D concrete printing
[J].
Rheological requirements for printable concretes
[J].
Extrusion and thermal control design of an on-orbit 3D printing platform
[J].
Twin-pipe pumping strategy for stiffening control of 3D printable concrete: from transportation to fabrication
[J].
Intelligent automatic 3D printing machine based on wireless network communication
[J].
Effect of printing parameters on material distribution in spray-based 3D concrete printing (S-3DCP)
[J].
Extrusion nozzle design and print parameter selections for 3D concrete printing
[J].
典型工业过程鲁棒PID控制器的整定
[J].
Tuning of robust PID controllers for typical industrial processes
[J].
基于改进PSO-PID控制器的核电站汽轮机转速控制
[J].
Turbine speed control in nuclear power plant based on improved PSO-PID controller
[J].
Particle swarm optimization aided PID gait controller design for a humanoid robot
[J].
基于PID控制理论的改进粒子群优化算法
[J].
The improved particle swarm optimization algorithm based on PID control theory
[J].
基于连续顶点分区的混凝土3D打印路径规划算法
[J].
Path planning algorithm for concrete 3D printing based on continuous vertex partitioning
[J].
磁悬浮球系统模糊PID参数自调整控制方法
[J].
Parameter self-adjusting control method of fuzzy PID for magnetic levitation ball system
[J].
变论域模糊PID控制微流挤出型3D打印机的挤压力研究
[J].
Research on extrusion force of micro-flow extrusion 3D printer controlled by variable universe fuzzy PID
[J].DOI:10.3785/j.issn.1006-754X.2022.00.075 [本文引用: 1]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}