


近年来,3D打印混凝土技术凭借人工成本低、建造效率高和可操作性强等优点迅速发展,逐渐成为行业热点。但由于混凝土材料具有较高的流动性,在实际打印过程中无法使结构悬垂部分一次成形,通常需要添加支撑来保证打印的连续性和完整性,这极大地增加了建造成本和施工工艺复杂度,阻碍了3D打印混凝土技术的进一步推广与应用。
为实现3D打印混凝土的无支撑或少支撑建造,蒋友宝等[1-2]开展了3D打印混凝土圆管、3D打印预制混凝土扭曲面模壳-现浇柱的工艺参数研究,明确了材料配合比、打印路径等关键参数对混凝土曲面构件3D打印成形质量的影响规律。林晓阳等[3]基于结构的悬垂约束提出了一种通过调整结构布局、优化几何形状来实现竖直桁架结构自支撑打印的方法,该方法可有效减小支撑结构的体积,但缺点是对壳状结构的优化效果不佳。周钰琛[4]提出了一种通过聚类划分点云模型以将原STL(stereolithography,立体光刻)模型拆分为类似金字塔结构的分解算法,实现了简单建筑结构的初步拆分,但该方法对于造型复杂、悬垂部分较多的建筑结构存在分解效果不佳、拆分精度有限的缺陷。王铮等[5]提出了一种基于五轴打印设备的支撑消减方案,通过调整打印方向和打印顺序来消除构件悬垂效应的影响,以减少对支撑结构的需求,但该方法对打印材料的要求较高,难以应用于混凝土结构的打印。Kontovourkis等[6-7]提出了一种利用拓扑优化来减少3D打印壳体结构支撑材料的方法,该方法根据悬链线的参数化设计对壳体结构表面进行布局,将三角面片分区域处理以降低打印应力,并通过拓扑优化来减少支撑材料的使用量,但仍未能完全实现真正意义上的无支撑打印建造。
为此,本文以常见的3D打印混凝土球壳结构为例,提出了一种可实现无支撑打印成形的结构拆分方法。该方法根据自支撑临界角约束将混凝土球壳结构拆分成若干个可自支撑打印的单元,并利用改进遗传算法和动态优化拆分策略,以寻求得到较为简便、可行的球壳结构拆分方案。最后,通过球壳结构的打印成形实验来验证所提出的拆分方法的合理性和可行性。
1 考虑悬垂约束的结构拆分策略
1.1 悬垂效应与自支撑临界角
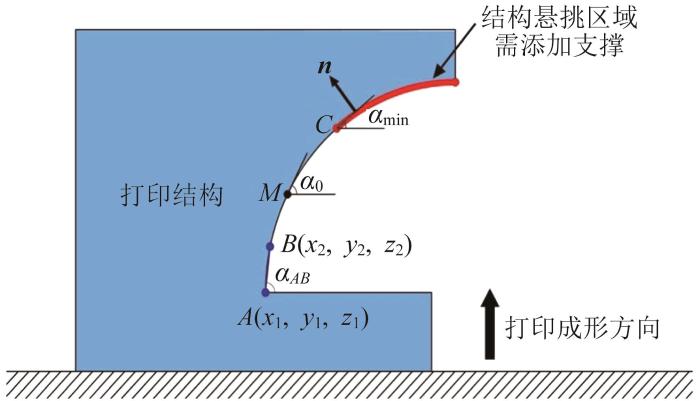
悬垂效应是指结构在自重作用下产生弯曲和形变后形成一条悬垂曲线的现象。3D打印混凝土技术的实质是通过将特殊混凝土材料层层堆积来实现结构的整体成形。对于打印结构中的部分悬挑区域,需重点考虑其悬垂角度(打印结构与水平面的夹角)对结构整体成形的影响。在自重作用下,随着悬垂角度的减小,结构成形的难度提高。当悬垂角度过小时,可能会导致已成形部分发生塌陷,从而无法继续打印工作。因此,为实现结构的一次打印成形,需建立结构悬垂效应约束模型[3]。
对于一般结构,某点的悬垂角度可取该点法向切线与打印起点法线的夹角。在打印过程中,当结构悬垂部分处于坍塌临界状态时,坍塌临界点的悬垂角度即为自支撑临界角。如图1所示,打印结构截面上点M的悬垂角度为
式中:
图1
1.2 考虑悬垂效应的球壳结构拆分策略
针对球壳结构(考虑到结构对称性及实际工程中常见的混凝土壳体结构,以半球壳结构为研究对象),首先对其STL模型的所有三角面片进行初步判断,筛选出可常规打印的部分作为打印基座,并对其边缘进行优化处理[8]。对于模型剩余的上方部分结构,根据其中心轴,采用旋转分割面对其曲面进行划分,并沿打印高度方向进行约束。打印基座的初始高度区间可取[
图2
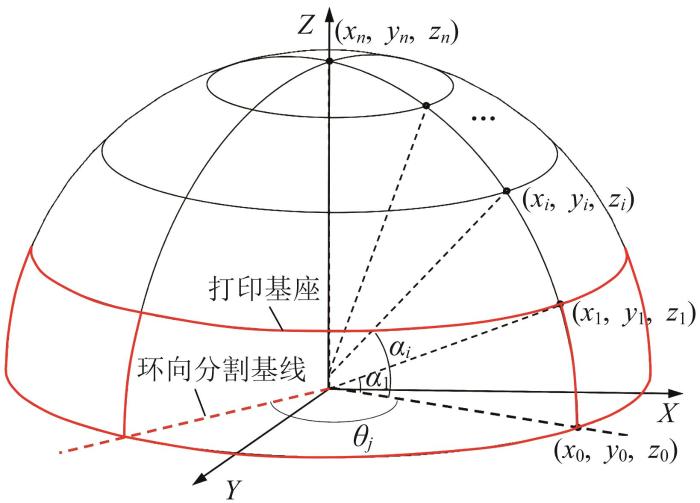
图3
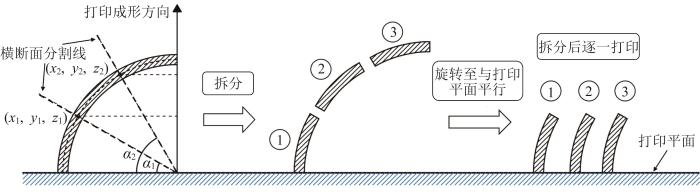
图3
球壳结构拆分打印过程
Fig.3
Splitting and printing process of spherical shell structure
2 球壳结构拆分方法
2.1 拆分问题的优化模型
混凝土材料的流动性较强,打印结构体积较小会增加后续结构整体拼接的难度,且拼接后难以保证结构的整体强度。因此,在对混凝土球壳结构进行拆分时,各拆分单元的体积不宜过大或过小,且拆分单元体积由底部向上逐级递减[10]。针对每一个拆分单元,通过调整分割平面倾斜角度来消除悬垂效应对其打印过程的影响。考虑到拆分方案的均匀性、整体性要求以及各拆分单元能否实现自支撑等因素,可将球壳结构STL模型的拆分问题转化为多目标优化问题。
其中:
式中:F为目标函数;
2.2 基于遗传算法的优化求解
本文采用遗传算法求解上文所构建的优化模型。遗传算法的主要步骤包括构造初始种群和变异操作等。在构造初始种群时,考虑到球壳结构拆分方案的均匀性要求,根据初始拆分层数和环向拆分次数,在初始种群中人为构造部分均匀性较强的个体来参与对后代的遗传和变异,以提高运行效率。在拆分过程中,当达到该层最大拆分高度后,即结束本次拆分,并将本次迭代过程中的最优种群遗传至下一次迭代过程中的初始种群,以降低种群构造的随机性,从而缩短算法收敛时间。
图4
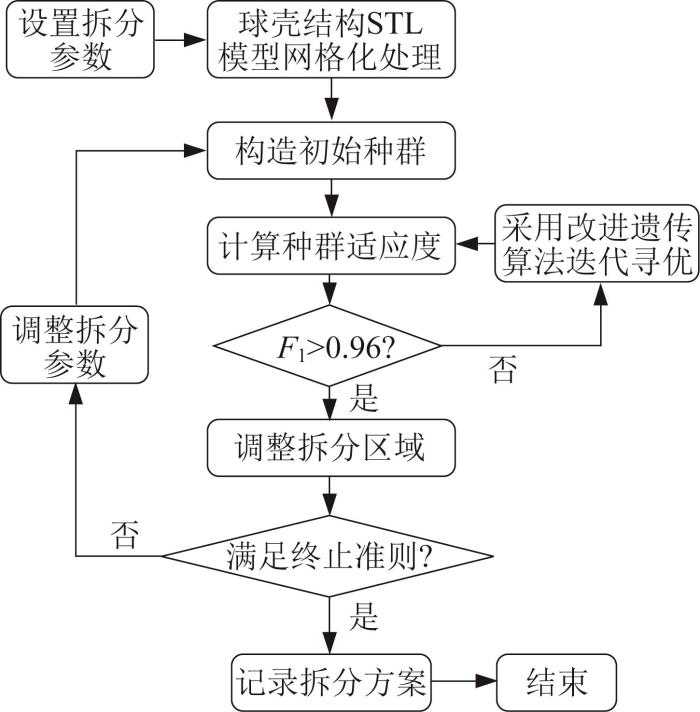
图4
基于改进遗传算法的球壳结构拆分流程
Fig.4
Splitting process of spherical shell structure based on improved genetic algorithm
球壳结构拆分的具体实施步骤如下:
步骤1:数据预处理。设置拆分参数以及遗传算法的相关参数,导入球壳结构的STL模型。
步骤2:初步筛选。根据悬垂约束条件,初步筛选出不满足悬垂效应的节点,记录其坐标及相邻节点的编号,并对剩余部分的边界进行优化处理,得到可常规打印的光滑连续基座。
步骤3:优化求解。根据拆分均匀性要求,采用一半随机解、一半均匀解的方式构造初始种群,并采用改进遗传算法进行迭代寻优,最终得到目标模型的环向拆分区间及拆分层间高度。
步骤4:迭代分层。对步骤3中的环向拆分区间进行判断,实时调整拆分区域,得到当前模型的最大层间高度,重复步骤3直至所有节点均满足要求,记录拆分方案。
步骤5:根据悬垂约束条件及步骤4得到的拆分层间高度,对球壳结构旋转母线进行拆分操作,从而得到分割平面的倾斜角度
3 球壳结构拆分实例
采用所提出的拆分方法,对图5所示的直径为500 mm、厚度为35 mm的球壳结构进行建模,并求解其最优拆分方案。假定混凝土材料的自支撑临界角分别为60°、65°、70°、75°,在不同悬垂约束条件下开展拆分操作。
图5
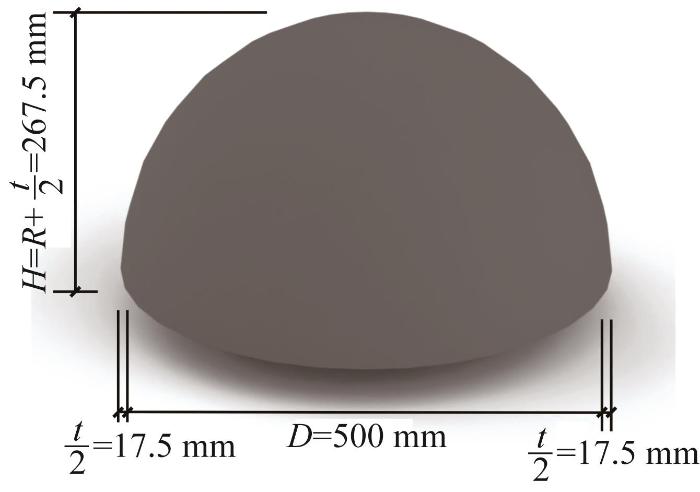
图6
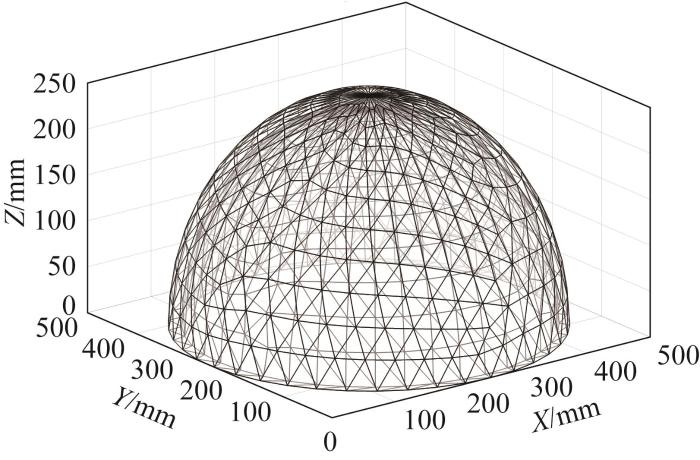
图7
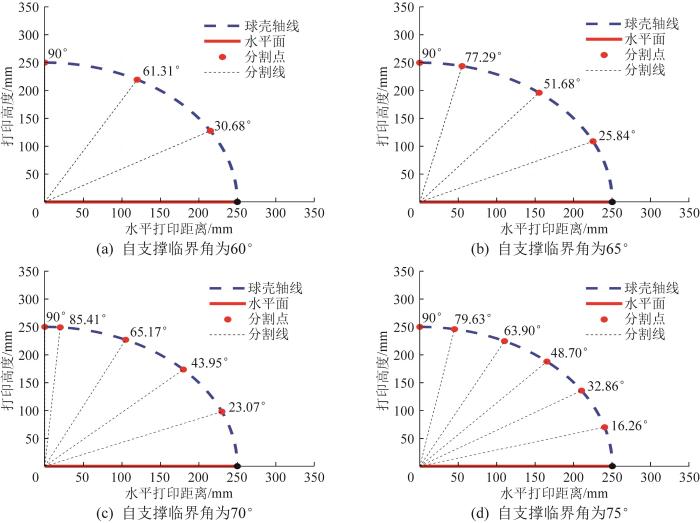
表1 不同环向拆分次数下球壳结构的拆分结果
Table 1
| 环向拆分数/次 | 拆分单元数量/个 | 连接处面积/cm2 |
|---|---|---|
| 3 | 12 | 1 232.4 |
| 4 | 16 | 1 358.1 |
| 5 | 20 | 1 483.8 |
| 6 | 24 | 1 609.5 |
图8
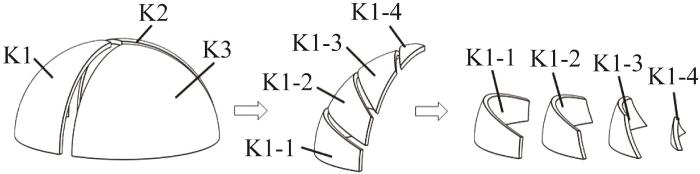
图8
自支撑临界角为65°时球壳结构的拆分过程
Fig.8
Splitting process of spherical shell structure with self-supporting critical angle of 65°
表2 自支撑临界角为65°时球壳结构的拆分方案
Table 2
| 分层序号 | 环向拆分数N/次 | 环向拆分角度 | 分割点①坐标( | 分割平面倾斜角度 | ||
|---|---|---|---|---|---|---|
| 1 | 3 | 60 | 180 | 300 | (225,108.97) | 25.84 |
| 2 | 60 | 180 | 300 | (155,196.15) | 51.68 | |
| 3 | 60 | 180 | 300 | (55,243.875) | 77.29 | |
| 4 | 60 | 180 | 300 | (0,250) | 90.00 | |
①分割点为球壳结构截面中心轴线上的点。
同理,运用上述方法可得到其他自支撑临界角条件下的球壳结构拆分方案。由此可知,当确定材料自支撑临界角以及环向拆分次数后,本文所提出的方法能自动计算得到球壳结构的拆分方案。随后,根据拆分单元并调整其分割平面倾斜角度,即可实现各单元的自支撑打印。最后,视各拆分单元的尺寸,选择采用高性能砂浆或环氧树脂建筑结构胶等进行拼接[17],以实现球壳结构的免支撑打印成形。
4 实验验证
4.1 自支撑临界角测定实验
表3 混凝土材料各组成部分的质量分数
Table 3
| 材料 | 质量分数/% |
|---|---|
| 细砂 | 38.30 |
| 普通硅酸盐水泥 | 34.10 |
| 水 | 13.60 |
| 偏高岭土 | 4.80 |
| 粉煤灰 | 4.80 |
| 硅灰 | 2.40 |
| 快硬水泥 | 1.80 |
| 纤维 | 0.08 |
| 减水剂 | 0.01 |
| 消泡剂 | 0.09 |
| 纤维素醚 | 0.02 |
为测定混凝土材料的自支撑临界角,将半径为R的标准球壳结构(见图9)作为测试对象进行连续打印,打印过程中不设置任何支撑结构,该球壳结构的悬垂角度在0°~90°间均匀变化。在球壳结构首次出现明显塌陷的情况下记录对应的打印高度H,从而计算得到混凝土材料的自支撑临界角
图9
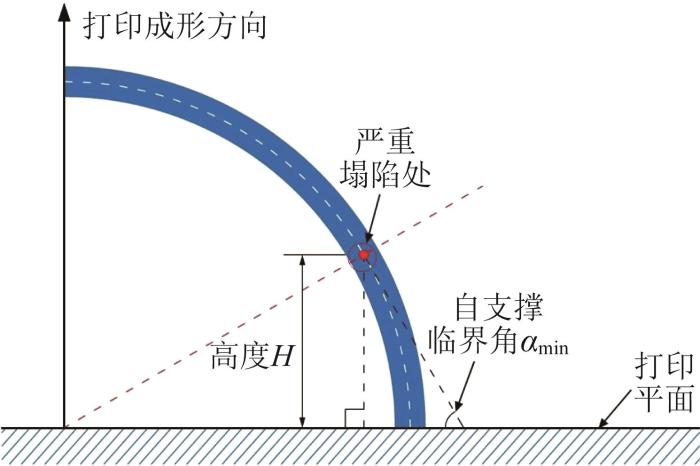
图9
混凝土材料自支撑临界角测定原理
Fig.9
Measuring principle of self-supporting critical angle of concrete material
本实例中,混凝土打印条带宽度为15 mm,条带厚度为10 mm,室内温度为21 ℃,待打印球壳结构的直径为500 mm。混凝土材料自支撑临界角的测定现场如图10所示。多次打印实验结果显示:混凝土材料的自支撑临界角为62.76°,当打印结构的悬垂角度大于该值时,混凝土条带会出现明显的塌陷。
图10
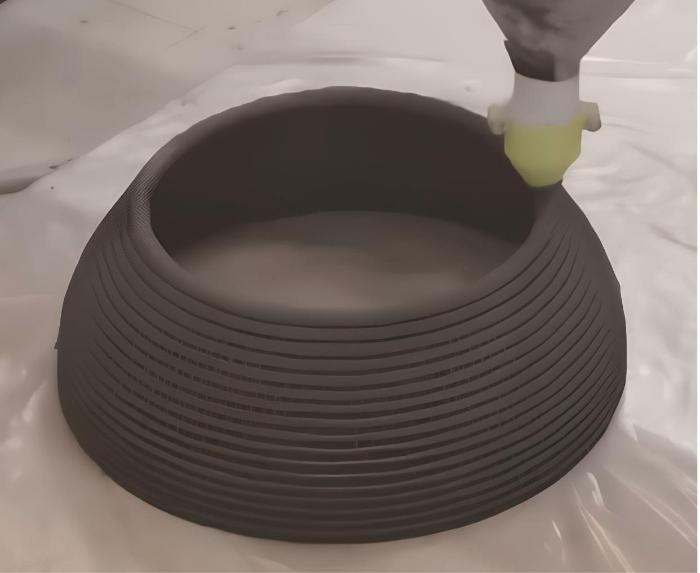
图10
混凝土材料自支撑临界角测定现场
Fig.10
Measuring site of self-supporting critical angle of concrete material
4.2 拆分打印和拼接
为保证球壳结构打印过程顺利进行,偏保守取65°作为混凝土材料的自支撑临界角。由上文分析可知,当环向拆分次数较多时,混凝土条带连接处面积较大,不利于结构的整体性能;此外,拆分单元数量较多,会极大延长最后的拼接时间。因此,本文采用环向拆分次数N=3的拆分方案进行后续实验。
图11

图12
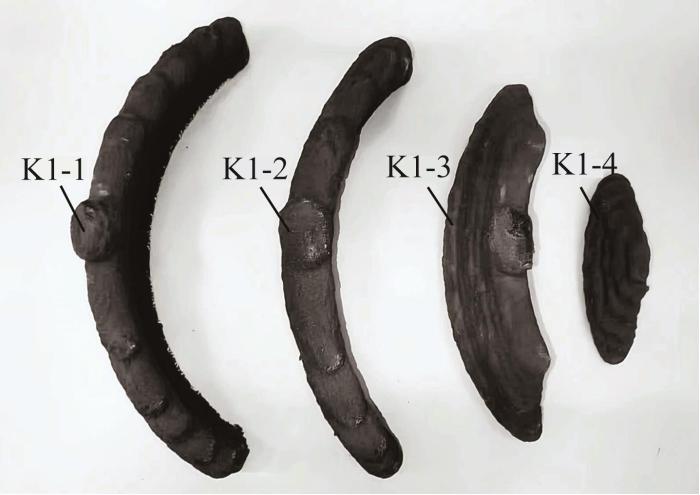
图13
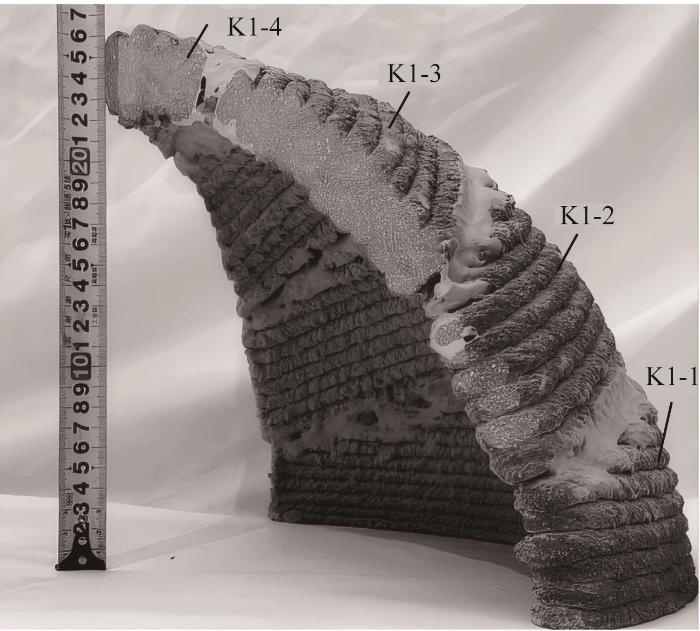
图14

5 结 论
本文考虑结构的悬垂约束条件,根据与打印材料有关的自支撑临界角对目标结构进行拆分,提出了一种适用于球壳结构无支撑打印成形的拆分方法,并通过数值计算和打印成形实验验证了所提出方法的有效性。主要结论如下:
1)将球壳结构拆分问题转化为综合拆分次数和均匀度的单目标优化问题,并通过改进遗传算法和动态优化拆分策略寻求得到合理可行的拆分方案,具有较高的效率。
2)对于混凝土球壳结构,随着材料自支撑临界角的增大,拆分单元数量增多。为降低拆分单元数量过多对结构后续连接及整体性能的不利影响,建议选取的自支撑临界角不宜过大。
3)考虑自支撑临界角的球壳结构拆分方法免除了打印过程中的支模操作。现场成形实验结果表明,所提出的拆分方案合理、可行。
参考文献
起始点逐层等角度移动时3D打印混凝土圆管可连续打印高度
[J].
Continuous printed height of 3D printing concrete circular tube with equiangular movements of starting point
[J].
3D打印预制混凝土扭曲面模壳-现浇柱节段成形试验研究
[J].
Experimental study on segmental forming of 3D printing prefabricated concrete twisted formwork-cast-in-situ concrete column
[J].
考虑悬垂约束的3D打印结构优化方法及实验研究
[J/OL].
Optimization method and experimental study of 3D printed structures considering overhang constraints
[J/OL].
无支撑建筑3D打印技术应用研究
[D].
Research on the application of support-free 3D printing technology for architectures
[D].
FDM五轴3D打印支撑消减算法研究
[J].
Study on elimination-reduction algorithm of support in five-axis 3D printing
[J].
Multi-axis 3D printing of material reduced shell structures on a reconfigurable supporting system using topology optimization principles
[J].
Digital to physical development of a reconfigurable modular formwork for concrete casting and assembling of a shell structure
[J].
Computing interior support-free structure via hollow-to-fill construction
[J].
Efficient slicing procedure based on adaptive layer depth normal image
[J].
Toward support-free 3D printing: a skeletal approach for partitioning models
[J].
基于遗传算法的钢筋混凝土框架-剪力墙结构失效模式多目标优化
[J].
Multi-objective optimization of genetic algorithm-based failure mode for reinforced concrete frame-shear wall structures
[J].
自由曲面结构多目标形态优化
[J].
Multi-objective shape optimization of free-form surface structures
[J].
基于遗传算法的结构损伤诊断研究
[J].
Damage diagnosis of structures by genetic algorithms
[J].
Curve skeleton extraction from 3D point clouds through hybrid feature point shifting and clustering
[J].
激光选区熔化成形低角度无支撑结构的方法与工艺研究(特邀)
[J].
Method and process of selective laser melting forming low-angle support-free structures(invited)
[J].
基于连续顶点分区的混凝土3D打印路径规划算法
[J].
Path planning algorithm for concrete 3D printing based on continuous vertex partitioning
[J].
加固用高性能聚合物改性砂浆研究
[J].
Study on the high performance polymer modified mortar for structural strengthening
[J].
3D打印连续微筋混凝土梁受弯承载力试验研究
[J].
Experimental study on the bending capacity of 3D printed continuous micro-reinforcement reinforced concrete beams
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}