


本文链接:
随着汽车轻量化设计的不断发展,高强度钢和铝合金成为车身结构的常用材料[1-2]。但钢与铝合金的物理属性差异较大,使用传统的连接技术难以保证连接强度,甚至无法连接[3]。压印连接、胶接等新型连接技术可以弥补传统连接技术的不足,故得以推广使用。压印连接依靠被连接材料的塑性变形形成机械互锁结构[4],胶接利用胶黏剂与被粘界面之间的黏接力进行连接[5],这2种连接技术常被应用于汽车行业。目前,我国煤炭的生产和消费位居世界前列,部分工业发达地区大气中的SO2含量已超过环境容量的60%[6]。在实际工况中,压印接头易受到SO2等污染气体的腐蚀影响,致使连接可靠性降低。因此,对压印接头及压印-胶接复合接头(简称压-胶复合接头)的静力学性能进行分析,可为其后续的防腐工作提供一定的参考。
现阶段,国内外学者针对压印接头及压-胶复合接头开展了大量的试验研究。张山寅等[7]利用有限元模拟方法分析了铝/钢压印接头表面形貌的影响因素,结果表明,通过控制冲头半径、冲头圆角、凹模深度及摩擦系数可以获得成形质量良好的接头。雷蕾等[8]对比了铜/钢压-胶复合单搭接头和T形接头的静力学性能,发现铜/钢压-胶复合接头的抗剪切强度远优于抗剥离强度。邢保英等[9]对比分析了连接结构对压-胶复合接头力学性能的影响,发现选用强度较高的搭接片可有效提升接头的抗疲劳性能。庄蔚敏等[10]通过建立压-胶复合接头仿真模型,研究了胶层厚度对接头成形质量和实用性能的影响,结果表明,胶层厚度对接头的镶嵌量与颈部厚度产生了较大影响。Balawender等[11]对比了在胶黏剂固化前后进行压印连接的2种压-胶复合接头的强度,发现在胶黏剂固化前进行压印连接可得到强度更高的压-胶复合接头。Calabrese等[12]研究了盐性腐蚀环境下钢/铝压-胶复合接头的力学性能,发现该复合接头的失效形式随腐蚀时间的延长而改变,逐渐近似于单一压印接头的失效形式。Lebozec等[13]通过循环加速腐蚀试验探究了盐性环境下压印连接、胶接和压-胶复合连接的接头在腐蚀前后的力学性能变化情况,发现压-胶复合接头的耐腐蚀性能最佳。Gao等[14]通过建立解析模型研究了氧化腐蚀作用对SAE1004镀锌钢/AA6111铝合金压印接头强度的影响,结果表明,氧化腐蚀会增加压印接头的底部厚度。
综上,目前对铝合金和双相钢压印接头及压-胶复合接头静力学性能的研究较少。基于此,本文选择铝/铝、钢/铝压印接头及压-胶复合接头为研究对象,以探究胶黏剂对铝/铝、钢/铝压印接头静力学性能的影响。同时,选取静力学性能最优的压-胶复合接头进行腐蚀试验,以进一步探究腐蚀环境对其静力学性能的影响。
1 接头试件制备与试验方法
1.1 试件制备
表1 金属板材的力学性能参数
Table 1
| 材料 | 弹性模量/GPa | 抗拉强度/MPa | 屈服强度/MPa | 延伸率/% |
|---|---|---|---|---|
| AA5052铝合金 | 68 | 231 | 209 | 17.5 |
| DP590双相钢 | 219 | 480 | 575 | 18.0 |
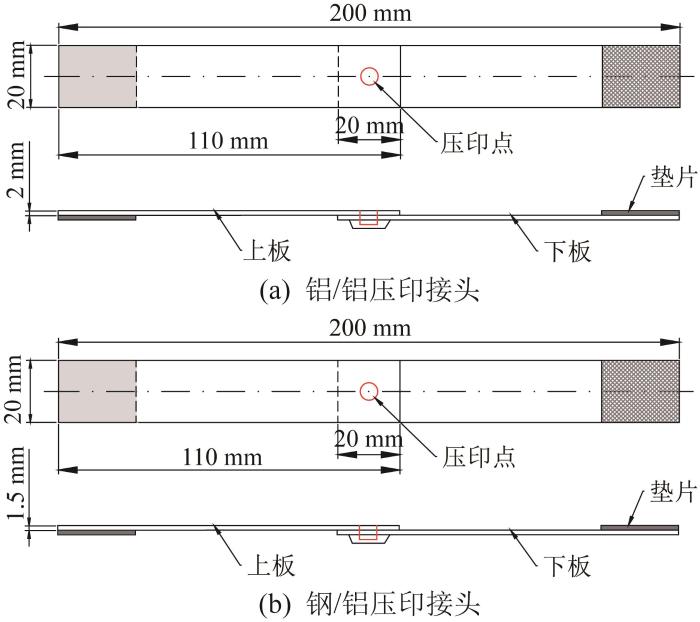
图1
压-胶复合接头的连接过程如图2所示。先用无水乙醇对表面打磨过的金属板材进行脱脂处理并在室温环境下进行干燥,然后于板材搭接区均匀涂抹胶层以进行粘接,最后进行压印连接。
图2

以0.2 mm厚的3M-DP460环氧树脂胶为胶黏剂。采用TCEU15-01型气液冲压设备分别制备铝/铝、钢/铝压印接头及压-胶复合接头,各组接头试件的组成如表2所示。每组接头均制备5个试件,并将制备好的试件放置在25 ℃的恒温箱中保温24 h。
表2 各组接头的组成
Table 2
| 组号 | 上板 | 胶黏剂 | 下板 |
|---|---|---|---|
| AA | AA5052铝合金 | 无 | AA5052铝合金 |
| DA | DP590双相钢 | 无 | AA5052铝合金 |
| JAA | AA5052铝合金 | 有 | AA5052铝合金 |
| JDA | DP590双相钢 | 有 | AA5052铝合金 |
1.2 拉伸试验
采用MTS Landmark 100型电液伺服材料试验机对各组接头试件开展拉伸试验,拉伸速率为5 mm/min。在拉伸接头试件前,各组试件的末端均夹持对应尺寸的垫片,如图1所示。
1.3 腐蚀试验
在完成拉伸试验后,选取静力学性能较优的压-胶复合接头试件开展腐蚀试验,以探究其腐蚀后的静力学性能。参照《金属和合金的腐蚀 盐溶液周浸试验》GB/T 19746—2018[15],制备0.02 mol/L的NaHSO3溶液作为腐蚀介质。试验箱温度控制在(25±2) ℃,以60 min为一个循环(浸没10 min,干燥50 min);试验总时长为1 080 h,每隔360 h取一次接头试件。
2 接头静力学试验结果分析
2.1 失效形式分析
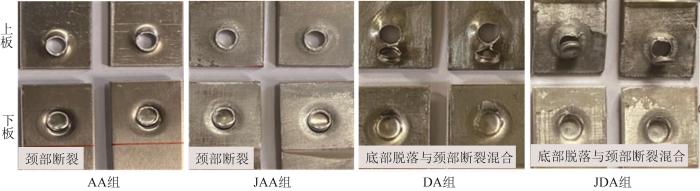
通过拉伸试验获得各组接头的失效形式,如图3所示。由图3可知,AA组和JAA组接头的失效形式均为颈部断裂,DA组和JDA组接头的失效形式均为底部脱落与颈部断裂混合,说明胶黏剂的使用对铝/铝、钢/铝压印接头的失效形式均未产生影响。通过对比4组接头,发现钢/铝压印接头及压-胶复合接头的失效形式均不同于铝/铝压印接头及压-胶复合接头。分析原因在于:铝/铝压印接头与钢/铝压印接头的上板材料强度不同,在拉伸过程中,铝/铝压印接头因上板强度较低而导致内锁结构的颈部成为剪力传递的最薄弱环节,率先发生断裂[16-17];而钢/铝压印接头及压-胶复合接头的上板强度较高,其颈部厚度和镶嵌量均接近平衡值,内锁结构的成形质量优于铝/铝压印接头及压-胶复合接头。由此可得,在进行压印连接时,使用强度和刚度较高的板材作为上板可提高压印接头内锁结构的成形质量,从而优化接头的失效形式。
图3
2.2 载荷—位移曲线及失效机理分析
图4
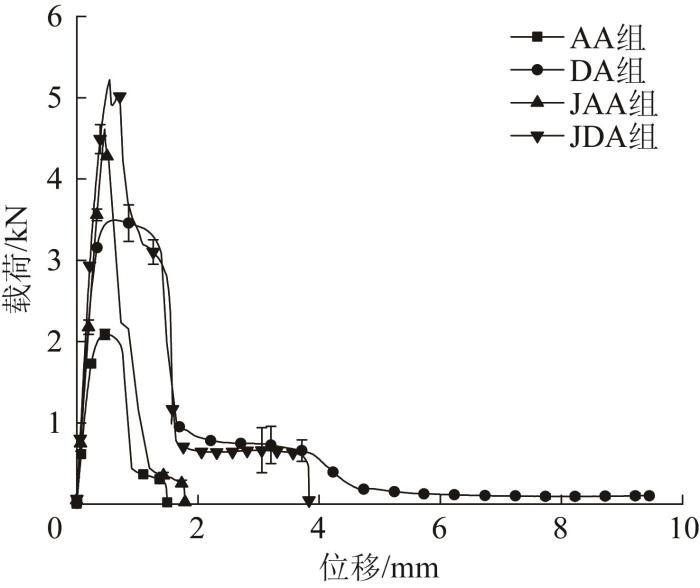
从图4中还可以看出,AA组和DA组接头在整个拉伸阶段均有2次载荷下降的过程。分析原因在于:在外载荷的作用下,压印接头压印点处的部分颈部会先发生断裂,此时为载荷的第1次下降;随着位移持续增大,颈部的裂纹会不断扩张,当颈部完全断裂时,载荷出现第2次下降。对比4组接头的载荷—位移曲线可知,添加胶黏剂的JAA组和JDA组接头的峰值载荷均高于未添加胶黏剂的AA组和DA组接头,且JDA组接头的失效位移较DA组接头有所减小。这主要是因为压-胶复合接头的峰值载荷受胶层的黏合力和内锁结构的共同影响[1],当胶层失效时,过大的峰值载荷会对内锁结构造成微弱损伤,导致失效位移减小。结果表明,使用胶黏剂可显著提高压印接头的静强度,同时会使钢/铝压印接头的失效位移减小。
图5
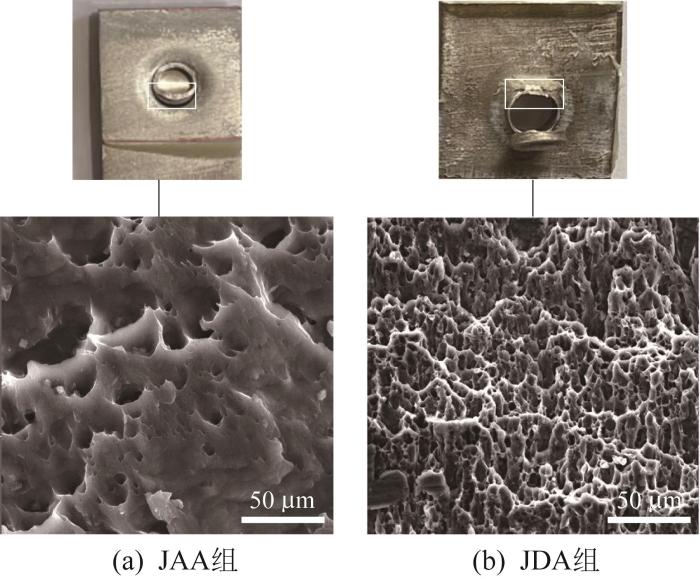
图5
2组压-胶复合接头的断口形貌
Fig.5
Fracture morphology of two groups of clinch-bonded composite joints
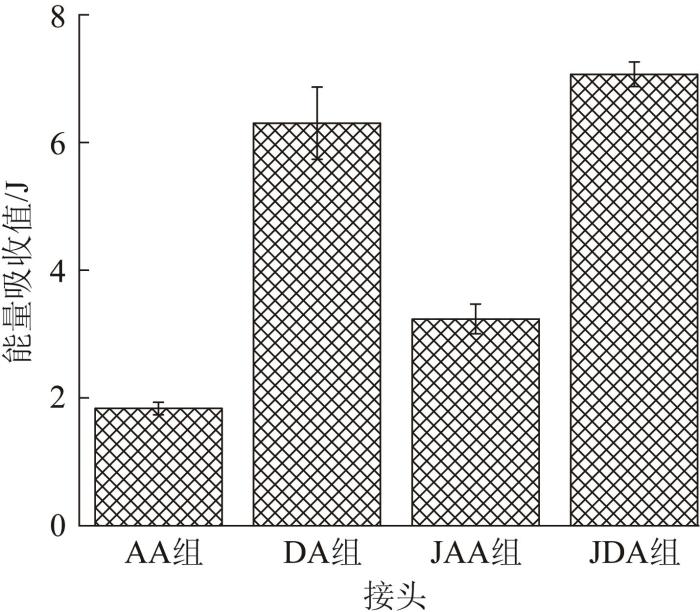
2.3 能量吸收值分析
能量吸收值的大小等于载荷—位移曲线所围成的面积。通常情况下,接头的能量吸收值越大,表明其抗冲击能力越强[20]。通过对图4所示的载荷—位移曲线进行积分计算,得到各组接头的能量吸收值,结果如图6所示。由图6可知,DA组接头的能量吸收值较AA组提升了243%,这是因为将钢板作为上板能够提升压印接头的峰值载荷和失效位移。因此,在进行压印连接时,选用强度较高的板材作为上板,不仅可以提高接头的静强度,还可以提高接头的能量吸收值。对比压印接头和压-胶复合接头的能量吸收值可知,JAA组接头的能量吸收值较AA组提高了76%,JDA组接头的能量吸收值较DA组提高了12%,表明使用胶黏剂可以提高压印接头的能量吸收值,这主要是因为使用胶黏剂可提升接头的峰值载荷,从而扩大了载荷—位移曲线所围成的面积。
图6
3 钢/铝压-胶复合接头腐蚀试验结果分析
3.1 腐蚀后的失效形式分析
通过上文分析可知,静力学性能最优的为钢/铝压-胶复合接头(JDA组),故选取该组接头进行周浸加速腐蚀试验。选取不同腐蚀周期下的JDA组接头试件开展拉伸试验,获得其失效形式,结果如图7所示。由图7可知,当腐蚀周期为0 h时,接头的失效形式为底部脱落与颈部断裂混合;当腐蚀周期为360 h时,少部分接头开始出现颈部断裂失效;当腐蚀周期为720 h时,接头的失效形式未发生变化,表现为底部脱落与颈部断裂混合失效和颈部断裂失效。随着接头继续腐蚀老化,即当腐蚀周期为1 080 h时,接头的失效形式为颈部断裂。这是因为在腐蚀初期,接头上板压印点处发生点蚀,导致压印点处颈部变薄,成为内锁结构中最薄弱的环节,从而发生断裂。随着腐蚀的进行,大量不可溶的腐蚀物附着在压印点表面,阻断了板材表面与腐蚀介质的直接接触,减弱了腐蚀老化作用,故720 h时的失效形式与360 h时的类似。随着腐蚀时间的延长,即到1 080 h时,附着在压印点表面的腐蚀物渐渐脱落,板材表面再一次与腐蚀介质直接接触,腐蚀速率加快,导致颈部逐渐变得更薄,最终断裂失效。
图7
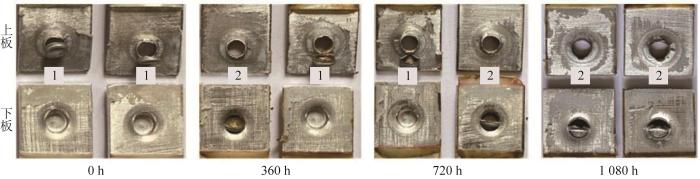
图7
不同腐蚀周期下钢/铝压-胶复合接头的失效形式
1—底部脱落与颈部断裂混合;2—颈部断裂。
Fig.7
Failure modes of steel/aluminum clinch-bonded composite joints under different corrosion cycles
3.2 腐蚀后的载荷—位移曲线及能量吸收值分析
不同腐蚀周期下钢/铝压-胶复合接头的典型载荷—位移曲线和能量吸收值如图8所示。由图8(a)可知,不同腐蚀周期下接头的载荷—位移曲线的变化趋势大致相同:随着腐蚀时间的延长,接头的峰值载荷呈递减趋势;腐蚀周期为0,360,720 h时接头的载荷—位移曲线顶端均有波谷出现。由图8(b)可知,接头的能量吸收值在腐蚀初期和腐蚀后期下降得最为明显,在腐蚀中期出现微小的回升,整个过程呈现“台阶”式下降趋势。进一步分析图8(a)和图8(b)可知,当腐蚀周期为360 h时,接头的峰值载荷与失效位移的减小幅度最大,此时接头的能量吸收值下降了0.82 J,下降速率最快。分析原因在于:在腐蚀初期,压印点处板材与腐蚀介质发生化学反应,导致金属表面出现细小的点蚀坑,蚀坑内表面未钝化的金属处于“鲜活”状态,蚀坑内外因存在电位差而形成腐蚀原电池[21],加速了腐蚀,导致接头的承载能力变弱,故峰值载荷和失效位移减小。在腐蚀周期为360—720 h阶段,接头峰值载荷的下降幅度最小且失效位移有所增大,致使能量吸收值变化平缓。主要原因是腐蚀产生的大量铁的氧化物和硫酸盐堆积于板材表面形成屏障,抑制了腐蚀作用,导致腐蚀速率减小。另外,腐蚀导致胶层的承载能力不断减小,胶层失效时产生的冲击载荷对接头内锁结构的损伤较轻,使得接头拉伸失效的时间延长,失效位移增大。当腐蚀周期为1 080 h时,接头峰值载荷与失效位移的减小幅度较小,能量吸收值较720 h时下降了0.45 J,下降幅度较大,主要原因是随着腐蚀时间的延长,附着在压印点表面的腐蚀物脱落,接头内锁结构再次受到腐蚀作用,导致腐蚀后期接头颈部逐渐变得更薄,承载能力持续降低。另外,长期腐蚀导致搭接区胶层的黏合力下降,加上胶层失效瞬间冲击载荷对颈部的损伤,导致接头的失效位移减小。
图8
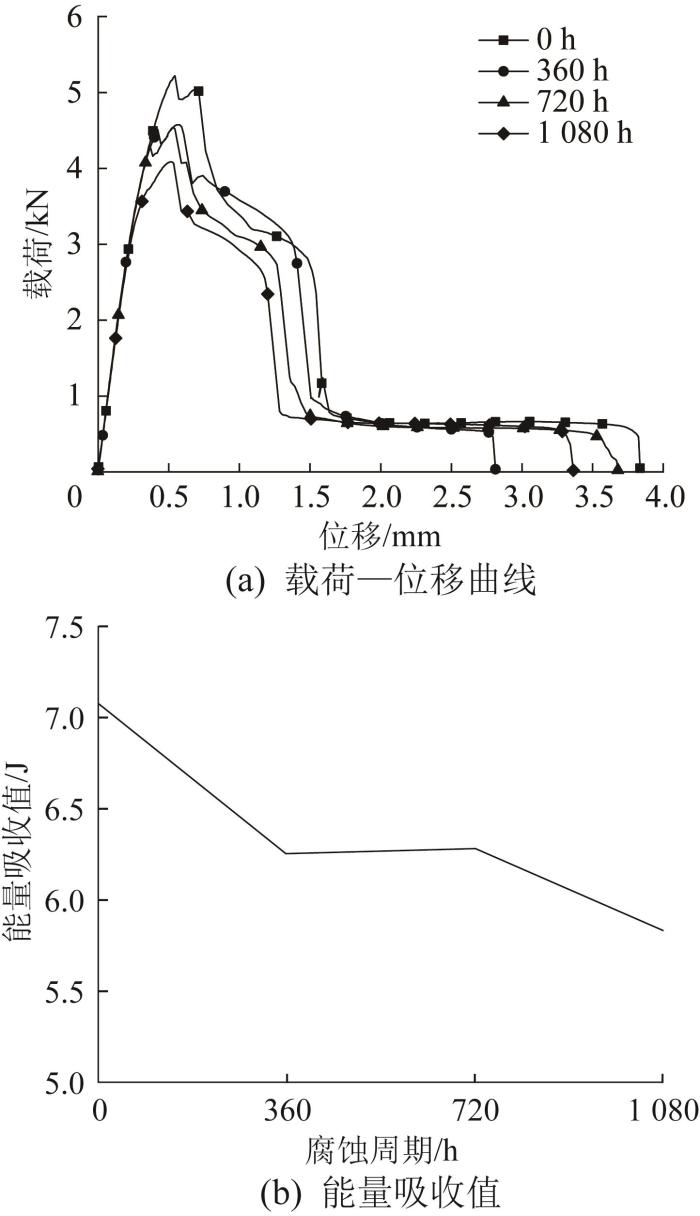
图8
不同腐蚀周期下钢/铝压-胶复合接头的载荷—位移曲线和能量吸收值
Fig.8
Load-displacement curves and energy absorption values of steel/aluminum clinch-bonded composite joints under different corrosion cycles
4 结 论
本文先对铝/铝、钢/铝压印接头及压-胶复合接头进行了静力学分析,然后以0.02 mol/L的NaHSO3溶液作为腐蚀介质,对钢/铝压-胶复合接头开展周浸加速腐蚀试验并分析,揭示了其在腐蚀环境中的老化规律,得出的主要结论如下:
1)在进行压印连接时,上板选用强度较高的板材有利于提高压印接头的静强度,优化压印接头的失效形式,以及提升压印接头的能量吸收能力。
2)使用胶黏剂可有效提高压印接头的峰值载荷,但对压印接头的失效形式无显著影响,同时会减小钢/铝压印接头的失效位移。
3)在酸性腐蚀环境中,腐蚀老化使得钢/铝压-胶复合接头上板的颈部逐渐变薄,成为剪力传递过程中的薄弱环节,从而导致其失效形式由底部脱落与颈部断裂混合逐渐变为颈部断裂。
4)在腐蚀过程中,钢/铝压-胶复合接头的峰值载荷呈递减趋势,在腐蚀周期为360—720 h阶段,腐蚀物形成保护屏障,使得接头峰值载荷和能量吸收值的下降幅度最小,这可为实际服役过程中压-胶复合接头静力学性能退化规律的研究提供参考。
参考文献
钢铝压-胶复合连接接头力学行为与失效机理研究
[J].
Study on mechanical behavior and failure mechanism of steel-aluminum clinch-bonded hybrid joint
[J].
铝/钢异种材料搅拌摩擦焊研究进展
[J].
Research progress of dissimilar friction stir welding between aluminium and steel
[J].
轿车车身轻量化及其对连接技术的挑战
[J].
Lightweighting of car body and its challenges to joining technologies
[J].DOI:10.3901/JME.2012.18.044 [本文引用: 1]
Mechanical properties of extensible die clinched joints in titanium sheet materials
[J].
轻量化材料新型连接工艺与应用现状
[J].
New connection technology and application status of lightweight materials
[J].
资源型地区自然资源对经济增长影响的实证分析: 基于2000—2016年中国重点煤炭城市样本
[J].
Empirical analysis of the influence of natural resources on regional economic growth: based on the sample of key coal cities in China from 2000 to 2016
[J].DOI:10.31497/zrzyxb.20191201 [本文引用: 1]
铝/钢薄板无铆连接接头成形过程及形貌控制
[J].
Forming process and morphology control of mechanical clinch joint of steel/aluminum sheet
[J].
铜钢板压印-粘接复合连接的静力学性能及失效机理分析
[J].
Mechanical properties and fracture mechanism of clinch-bonded hybrid joints on copper alloy and galvanized steel sheets
[J].
连接结构对压印及压-粘复合接头力学性能的影响
[J].
Effect of connection structure on mechanical properties of clinched and clinch-bonded hybrid joints
[J].
钢铝异质无铆钉粘铆复合连接胶层厚度分布
[J].
Thickness distribution of adhesive layer in dissimilar clinch-adhesive hybrid joint with steel and aluminum alloy
[J].
Numerical analysis and experiments of the clinch-bonded joint subjected to uniaxial tension
[J].
Durability of hybrid clinch-bonded steel/aluminum joints in salt spray environment
[J].
Corrosion performance and mechanical properties of joined automotive materials
[J].
Effect of aging on the strength of clinching galvanized SAE1004 steel-to-aluminum AA6111 joints
[J].
Effect of corrosion degradation on failure mechanisms of aluminium/steel clinched joints
[J].
腐蚀环境下自冲铆接头竞争失效机制及力学性能分析
[J].
Analysis of competitive failure mechanisms and mechanical properties of self-piercing riveted joints in corrosive environments
[J].
退火时间对Ti-6.0Al-3.0Zr-0.5Sn-1.0Mo-1.5Nb-1.0V钛合金组织及力学性能的影响
[J].
Effect of annealing time on microstructure and mechanical properties of Ti-6.0Al-3.0Zr-0.5Sn-1.0Mo-1.5Nb-1.0V titanium alloy
[J].
压印接头混合失效形式的静态失效机理分析
[J].
Analysis on static failure mechanism of mixed failure mode of clinched joints
[J].
Effect of galvanic corrosion on durability of aluminium/steel self-piercing rivet joints
[J].
SPFC440钢/5052铝自冲铆接头与胶铆复合接头腐蚀性能对比
[J].
Comparison of corrosion properties of SPFC440 steel/5052 aluminum self-piercing riveting joints and adhesive bond-riveted hybrid joints
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}