


复合材料常以涂层涂覆的方式来提高基体的性能。相较于单一组分涂料,双组份复合涂料可以通过改变组份配比来调整涂层的性能,进而被广泛应用。双组份复合涂料的混合均匀度对涂层的性能有较大影响,提升搅拌螺杆对复合涂料的搅拌程度,可有效提高涂层的性能。因此,确定合适的搅拌螺杆参数是提高双组份复合涂料涂覆技术的关键。
目前,国内外学者针对搅拌螺杆的特性参数做了许多研究。例如:张凯杰等[1]采用离散元法模拟了不同转速下回转设备的运动,发现离散元法可用于定量研究颗粒在空间中的运动,且容易找到最佳转速。廖泽楚等[2]采用离散元法模拟混凝土在搅拌机中的搅拌过程,研究了双筒螺带式混凝土搅拌机的混合效率,发现转速较高时其混合效率较高。庾正伟等[3]选取2组形状和密度差异较大的颗粒,采用盘式混料机进行混合,系统地研究了颗粒润湿剂用量、混合时间、混合转速和料罐填充率对物料混合度的影响。Simons等[4]利用离散元法对工业搅拌器中固体的混合均匀性进行了分析和评价。Meysam等[5]采用混合度指数定量地评价了工业搅拌机的相关参数对搅拌均匀性的影响。陈渊召等[6]针对螺旋带叶片搅拌机的搅拌特性进行了研究。兰海鹏等[7]基于离散元法,以物料颗粒的运动轨迹为指标对混合机中物料颗粒的混合程度进行了评估,得到颗粒混合程度与混合机转子旋转圈数符合指数增长关系。但是,上述研究只对搅拌装置的搅拌速率进行了分析,并未分析其他影响复合涂料搅拌过程的因素。
为解决上述问题,笔者拟利用离散元法对双组份复合涂料的搅拌过程进行研究。以混合销钉式搅拌螺杆为对象,通过仿真分析不同螺杆参数对双组份复合涂料各组份的颗粒数量、体积分布和混合均匀度的影响,旨在为搅拌螺杆结构最优参数的确定提供技术指导。
1 搅拌螺杆三维模型及复合涂料性能评价指标
1.1 搅拌螺杆三维模型构建
新型混合销钉式搅拌螺杆是一种可用于搅拌、混合双组份复合涂料的装置,其工作转速稳定,主要由筒体、螺杆、混合销钉、进料口和出料口组成。其中:螺杆中部螺旋部分被切割为周向均匀隔开的3个齿面,各齿面的角度为60°;断开的每2个齿面之间均设有1个混合销钉。混合销钉式搅拌螺杆的尺寸如下:筒体的长度为1 000 mm,内径为150 mm,外径为160 mm;进料口为80 mm
图1
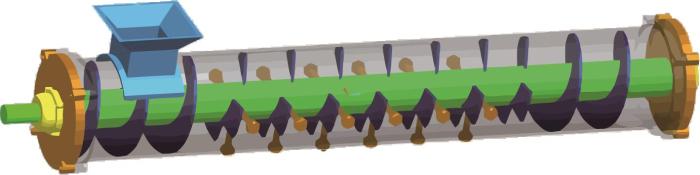
图1
混合销钉式搅拌螺杆三维模型
Fig.1
Three-dimensional model of mixed pin type stirring screw
1.2 复合涂料混合均匀度分析
本文采用数学模型[10]计算A组份颗粒的混合均匀度。取k组数据样本,样本i中A组份颗粒的数量为ni,总颗粒数为Ni,则该颗粒的离散系数为Cv为:
式中:
离散系数Cv反映了搅拌螺杆内颗粒的混合均匀度,其值越小说明搅拌效果越好[11]。
2 搅拌螺杆和复合涂料仿真参数设置
2.1 材料参数和接触参数
表1 螺杆和复合涂料颗粒的材料本征参数
Table 1
| 材料 | 泊松比 | 剪切模量/Pa | 密度/(kg/m3) |
|---|---|---|---|
| A组份 | 0.44 | 1.3×107 | 2 050 |
| B组份 | 0.30 | 1.0×106 | 1 200 |
| 螺杆 | 0.30 | 8.0×1010 | 7 850 |
表2 螺杆和复合涂料颗粒的接触参数
Table 2
| 接触关系 | 恢复 系数 | 静摩擦系数 | 动摩擦系数 | 表面能/ (J/m2) |
|---|---|---|---|---|
| A组份—A组份 | 0.10 | 0.8 | 0.01 | 5.0 |
| A组份—B组份 | 0.05 | 0.1 | 0.01 | 3.5 |
| B组份—B组份 | 0.01 | 0.6 | 0.01 | 2.0 |
| A组份—螺杆 | 0.15 | 0.5 | 0.01 | 5.0 |
| B组份—螺杆 | 0.03 | 0.4 | 0.01 | 2.0 |
2.2 复合涂料颗粒属性
3 复合涂料搅拌过程仿真分析
影响混合销钉式搅拌螺杆对双组份复合涂料搅拌效果的因素有很多,其中主要因素有螺杆的转速、螺距以及长径比。本文通过采用单因素控制法,研究在不同螺杆参数下复合涂料的搅拌效果。在EDEM软件中,通过颗粒工厂来控制两组份的进料速度,实现两组份颗粒以质量分数5∶1的比例均匀进料。将A组份颗粒着色为蓝色,B组份颗粒着色为绿色,以便观察2种组份颗粒搅拌情况。
为了对比不同螺杆参数对复合涂料混合均匀度的影响,在搅拌螺杆出料口的上方区域划分5×5×2个网格,总体尺寸设置为150 mm×150 mm×50 mm并导出数据,同时运用MATLAB软件剔除颗粒数量少于10的网格,以降低误差,而后利用
3.1 螺杆转速对混合均匀度的影响
图2
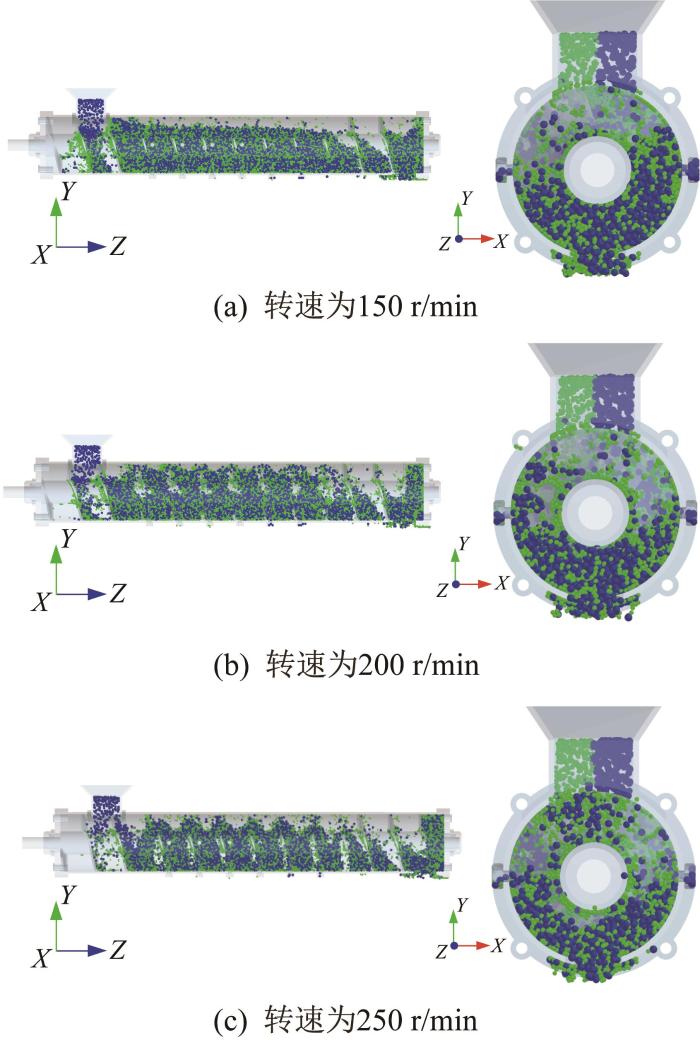
图2
不同螺杆转速下两组份颗粒的混合状态
Fig.2
Mixing state of two component particles at different screw rotation speeds
图3
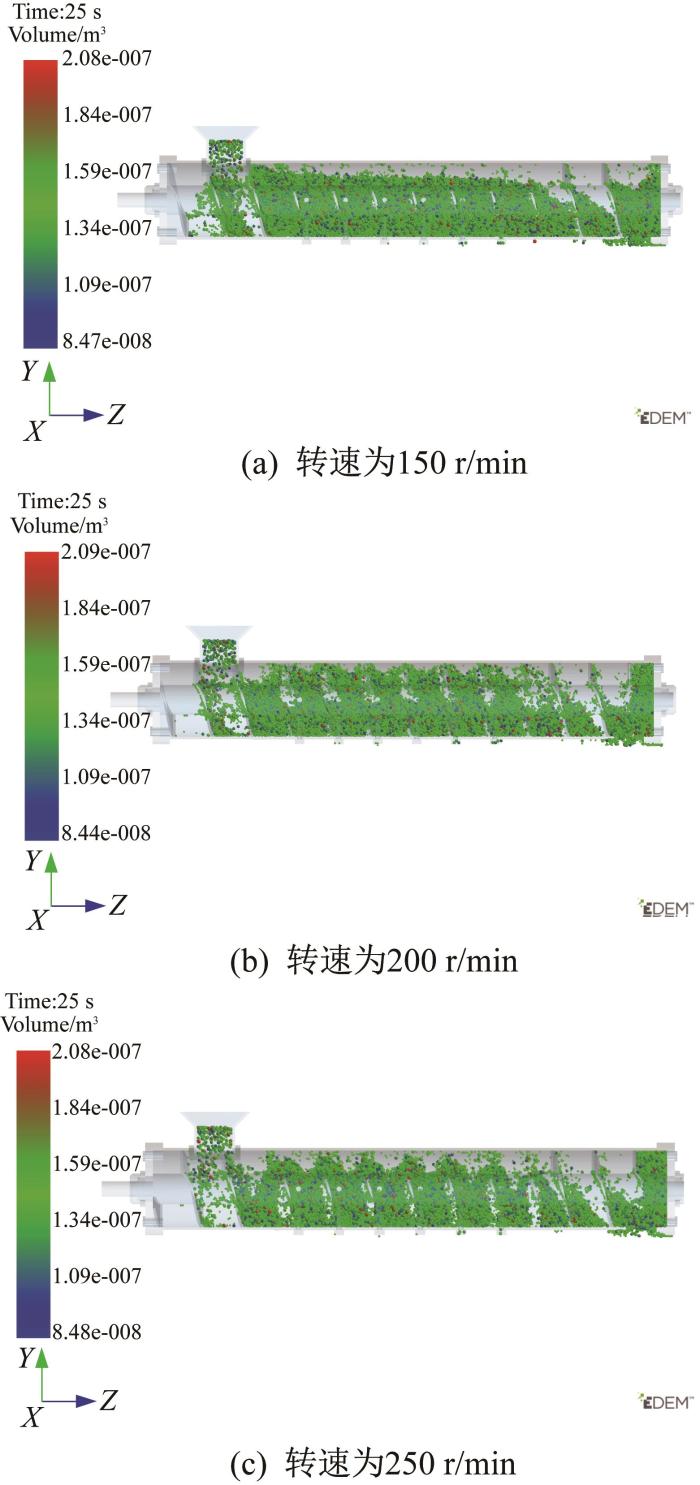
图3
不同螺杆转速下A组份的体积分布
Fig. 3
Volume distribution of component A at different screw rotation speeds
图4
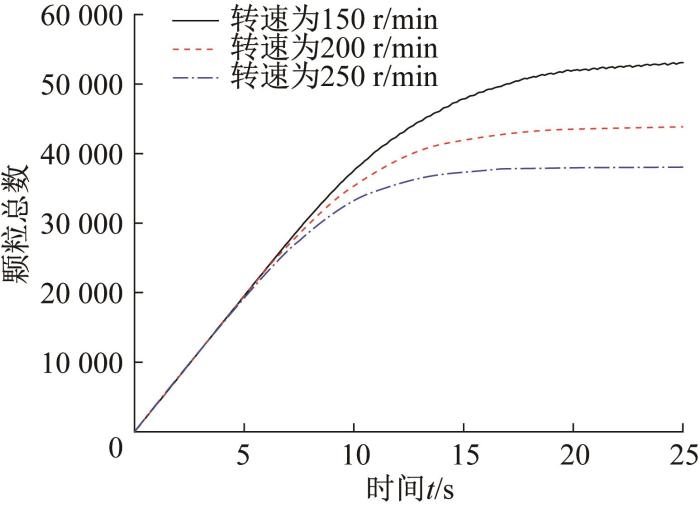
图4
不同螺杆转速下两组份颗粒总数量随时间的变化曲线
Fig.4
Variation curve of total number of two component particles with time at different screw rotation speeds
图5
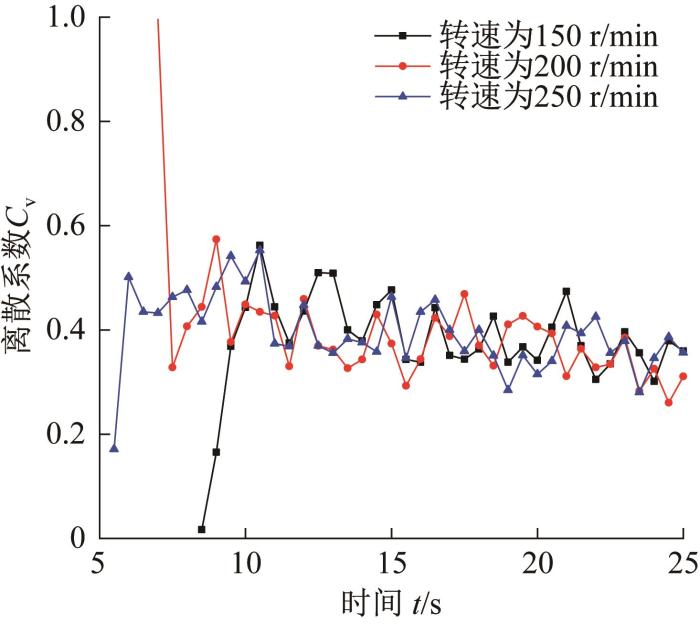
图5
不同螺杆转速下A组份颗粒离散系数随时间的变化曲线
Fig.5
Variation curve of particle dispersion coefficient of component A with time at different screw rotation speeds
3.2 螺杆螺距对混合均匀度的影响
图6
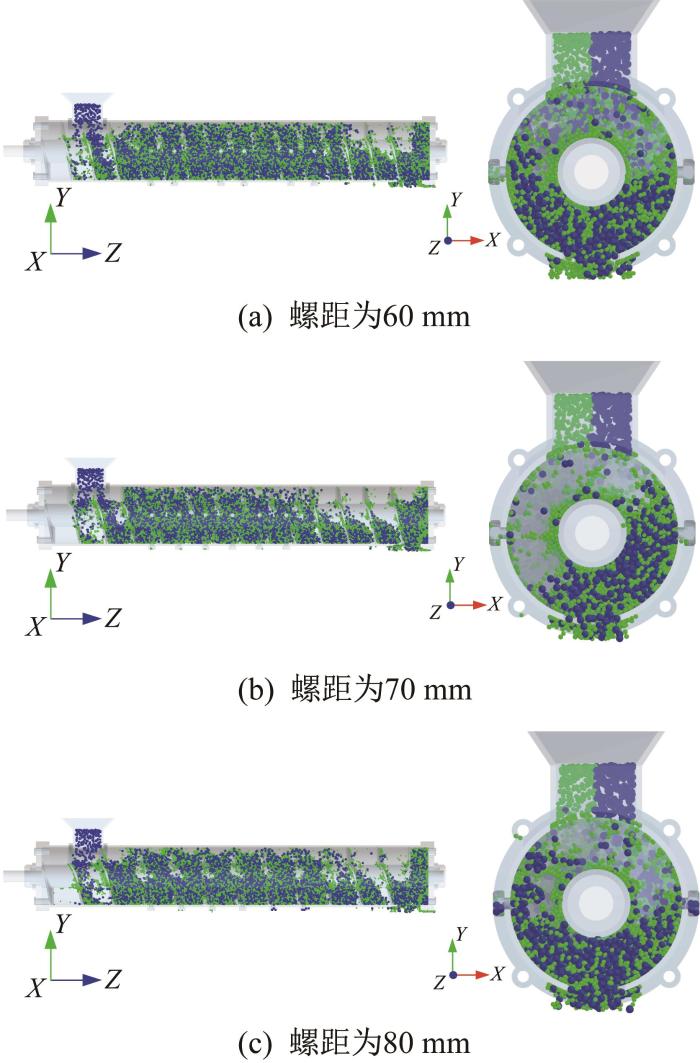
图6
不同螺杆螺距下两组份颗粒的混合状态
Fig.6
Mixing state of two component particles under different screw pitches
图7
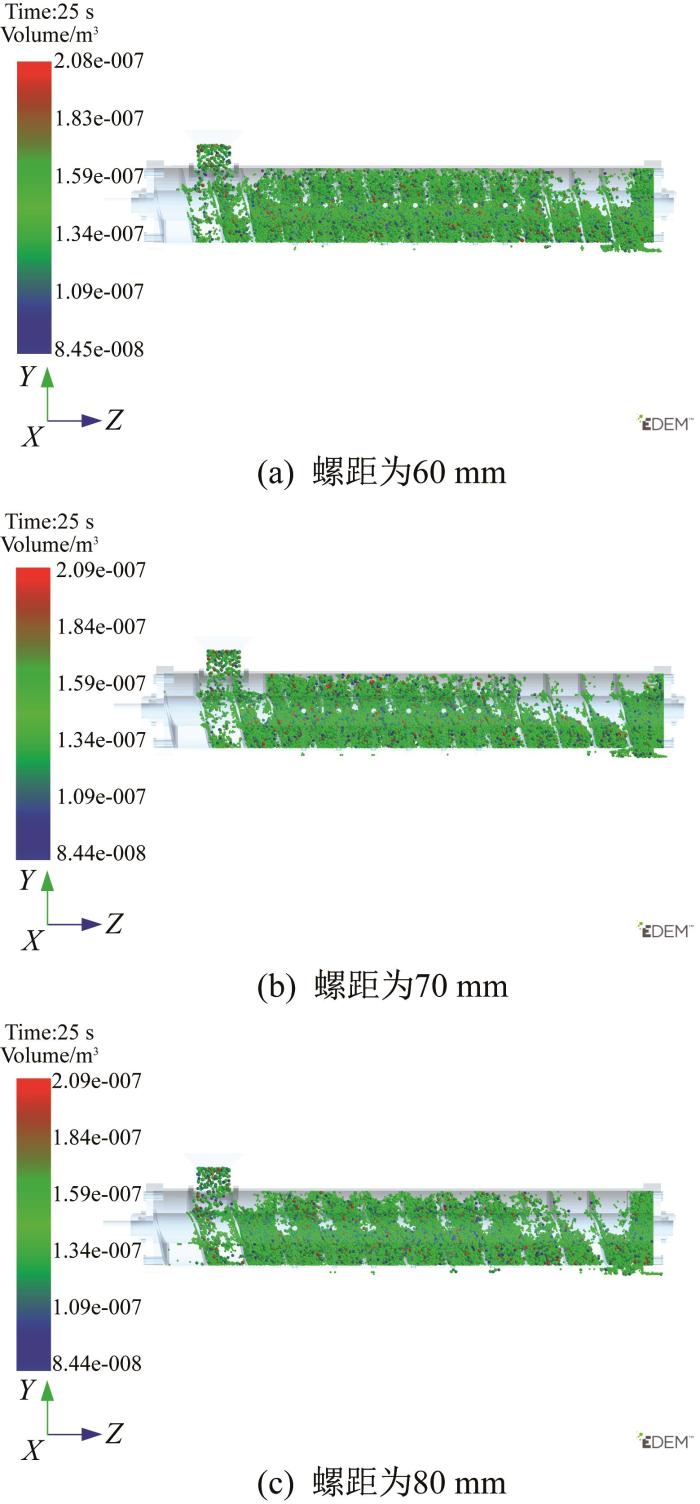
图7
不同螺杆螺距下A组份的体积分布
Fig. 7
Volume distribution of component A under different screw pitches
图8
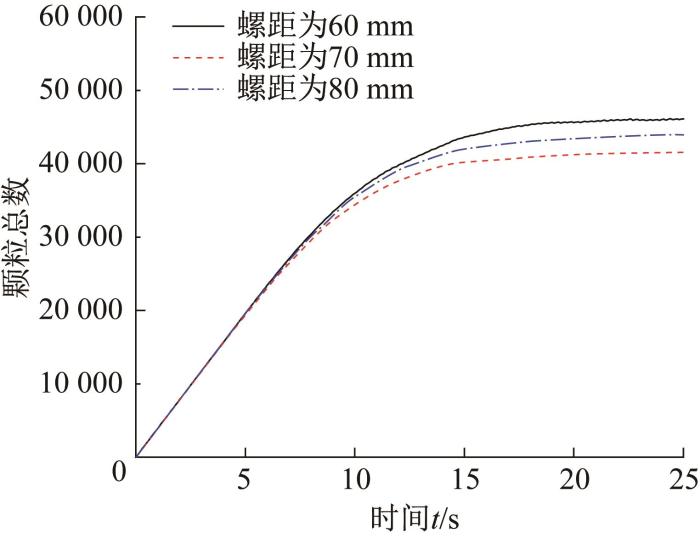
图8
不同螺杆螺距下两组份颗粒总数量随时间的变化曲线
Fig.8
Variation curve of total number of two component particles with time under different screw pitches
图9

图9
不同螺杆螺距下A组份颗粒离散系数随时间的变化曲线
Fig.9
Variation curve of particle dispersion coefficient of component A with time under different screw pitches
3.3 螺杆长径比对混合均匀度的影响
图10
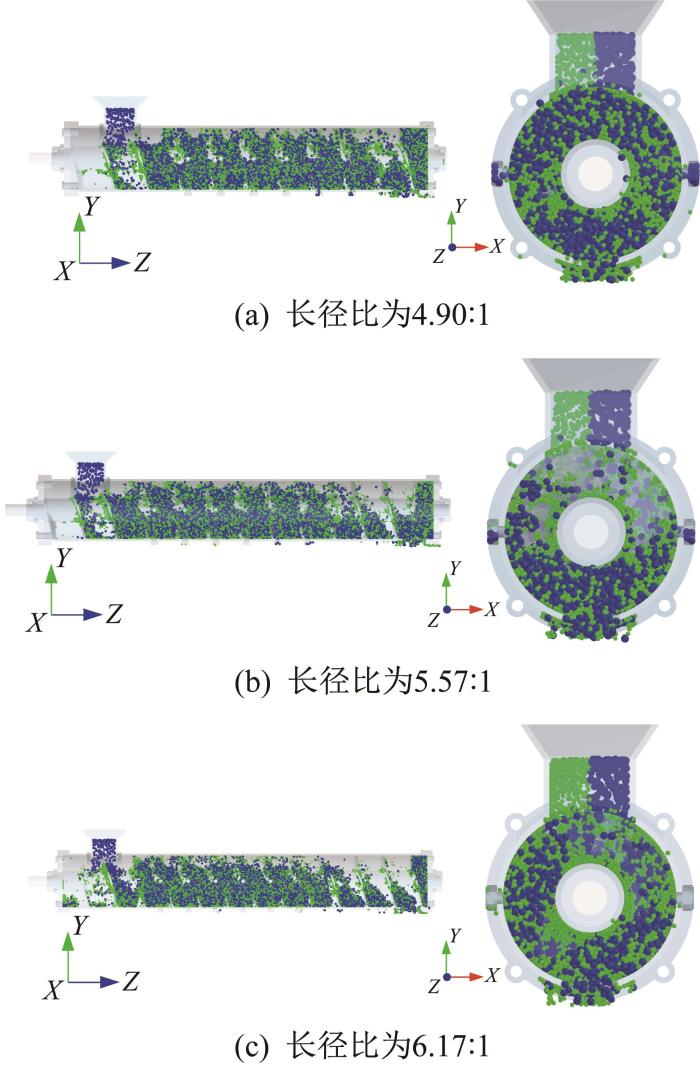
图10
不同螺杆长径比下两组份颗粒的混合状态
Fig.10
Mixing state of two component particles under different screw aspect ratios
图11

图11
不同螺杆长径比下A组份的体积分布
Fig.11
Volume distribution of component A under different screw aspect ratios
图12
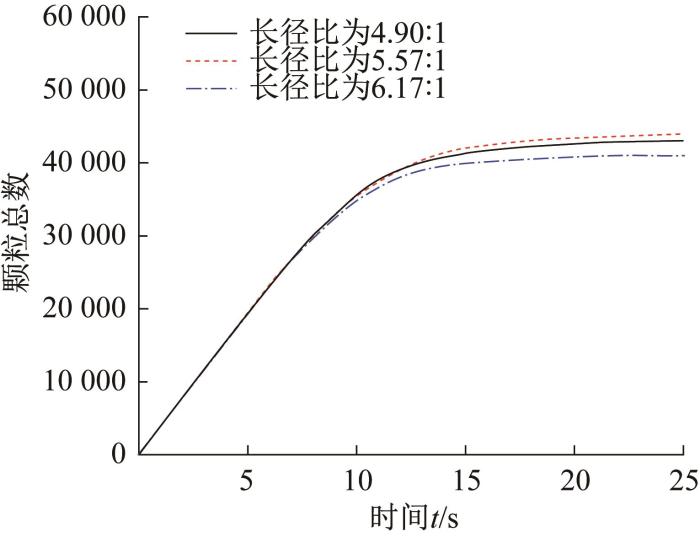
图12
不同螺杆长径比下两组份颗粒总数量随时间的变化曲线
Fig.12
Variation curve of total number of two component particles with time under different screw aspect ratios
图13
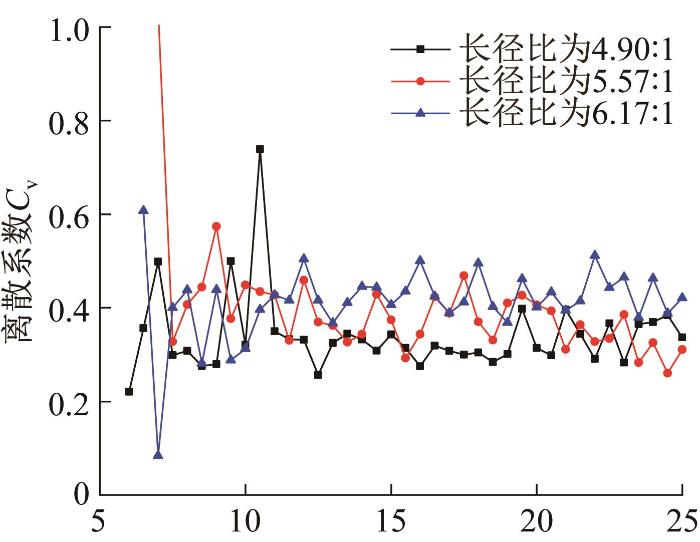
图13
不同螺杆长径比下A组份颗粒离散系数随时间的变化曲线
Fig.13
Variation curve of particle dispersion coefficient of component A with time under different screw aspect ratios
3.4 实验验证
图14
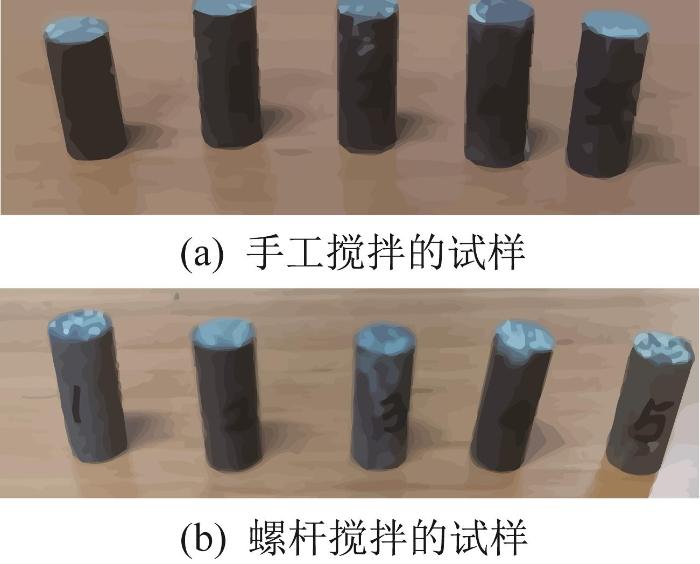
图14
单轴压缩实验的复合涂料试样
Fig.14
Composite coating specimen for uniaxial compression test
在室温(25 ℃)环境下,以2 mm/min的加载速度对复合涂料试样进行单轴压缩实验。试样平均应力随应变的变化曲线如图15所示,可知搅拌螺杆自动搅拌挤出的试样固化后压缩应力高于手工搅拌的试样,故参数优化后搅拌螺杆自动搅拌挤出的复合涂料的力学性能满足使用需求。
图15
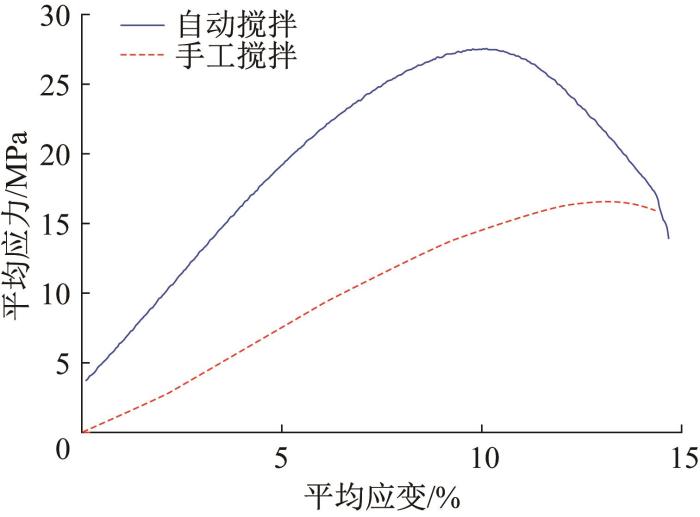
图15
不同搅拌方法下复合涂料试样平均应力的变化曲线
Fig.15
Variation curve of average stress of composite coating specimen with different stirring methods
4 结 论
利用Pro/E三维软件建立了混合销钉式搅拌螺杆的三维模型并导入EDEM软件,然后基于离散元法对双组份复合涂料在不同螺杆参数下的搅拌过程进行了仿真分析,并运用MATLAB软件求解了A组份颗粒离散系数的变化趋势,考察了螺杆转速、螺距和长径比对复合涂料混合均匀度的影响,所得结论如下:
1)螺杆转速通过改变颗粒抛撒速度来影响复合涂料的混合均匀度;螺距通过改变螺旋叶片间隙来影响颗粒的抛撒距离,从而影响复合涂料的混合均匀度;长径比通过改变螺杆长度来影响复合涂料的混合均匀度;当稳定出料后,在螺杆转速为200 r/min、螺距为80 mm以及长径比为5.57∶1时,A组份颗粒的离散系数最小,复合涂料的搅拌效果最好。
2)对通过手工搅拌和搅拌螺杆自动搅拌方式制备的双组份复合涂料试样进行单轴压缩实验。结果表明,螺杆参数优化后混合销钉式搅拌螺杆所搅拌的复合涂料的力学性能满足使用需求,且优于手工搅拌方式所制备的。

参考文献
基于三维离散法翻转混合设备颗粒的运动行为模拟研究
[J].
Particle mixed behavior research based on DEM
[J].
螺带式混凝土搅拌机混合特性及DEM模拟
[J].
Mixing efficiency of a concrete ribbon mixer and DEM simulation
[J].DOI:10.12034/j.issn.1009-606X.218307 [本文引用: 1]
形状和密度差异大的两组元颗粒混合工艺研究
[J].
Study on the mixing process of two-component particles with big variance in shapes and densities
[J].DOI:10.13228/j.boyuan.issn1006-6543.20160099 [本文引用: 1]
Characterization of granular mixing in a helical ribbon blade blender
[J].
Analysis of the mixing of solid particles in a plowshare mixer via discrete element method (DEM)
[J].
基于离散元法的橡胶颗粒沥青混合料细观结构分析
[J].
Meso-structure of crumb rubber asphalt mixture based on discrete element method
[J].DOI:10.11918/j.issn.0367-6234.2013.04.021 [本文引用: 1]
双轴桨叶式混合机内椭球颗粒混合特性模拟
[J].
Simulation on mixing characteristic for ellipsoid particles in twin-shaft paddle mixer
[J].DOI:10.3969/j.issn.1003-188X.2017.06.015 [本文引用: 1]
Developments in the theory of particle mixing
[J].
油页岩与固体热载体在回转干馏炉内混合特性的冷态实验
[J].
Cold experiments on mixing performance of oil shale particle and solid heat carrier in rotary retorting
[J].
基于EDEM的连续性立式搅拌机混合特性研究
[J].
A study of the mixing characteristics in the continuous vertical blender based on EDEM
[J].DOI:10.3969/j.issn.1006-9348.2018.12.044 [本文引用: 1]
回转装置内三组元颗粒径向混合评价方法分析
[J].
Analysis of three-component radial mixing evaluation methods in rotary retorting
[J].
基于离散元法的沥青养护车搅拌筒立式叶片优化设计
[J].
Optimum design for the vertical blades of the mixing drum of the asphalt maintenance truck base on discrete element method
[J].DOI:10.3969/j.issn.1672-5581.2016.01.011 [本文引用: 1]
Surface energy and the contact of elastic solids
[J].
DOI:10.3969/j.issn.1000-0836.2007.02.006 [本文引用: 1]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}