近年来,我国工业制造的蓬勃发展推动了焊接技术的发展。随着智能制造的不断推进,对焊接自动化技术提出了更高的要求。在焊接过程中,金属焊件局部产生的残余应力是评判整体焊接质量的重要依据之一[1 ] 。消除焊后残余应力的主要方法有自然时效法、热时效法、振动时效法和超声冲击处理法等。其中,超声冲击处理法是一种利用超声冲击设备高速撞击工件表面来使其产生塑性变形,从而消除残余应力的技术,被认为是最有效的焊后残余应力处理技术之一[2 ] 。
从20世纪30年代至今,国内外科研人员针对焊后残余应力处理质量检测方法做了许多研究,总体上以机械手段和物理手段为主。例如:江长友等[3 ] 采用X射线衍射法测量了铝合金弹壳外表面的残余应力,检测效果较好,但该方法对待测工件表面粗糙度等的要求很高,且测量周期很长。何京波[4 ] 提出了基于超声波法的钢结构构件内部残余应力检测方法,相比于传统的检测方法,该方法的操作更方便且结果更准确。盲孔法是目前应用最广、公认测量结果最准的一种残余应力测量方法,其基本原理为:在被测工件表面粘贴应变片,并在应变片中心钻一小孔,小孔周围区域释放应力,产生应变,通过测量应变量来计算钻孔深度方向的平均残余应力[5 ] 。但是,关于现有检测方法的研究大多集中在通过仿真或实验来验证选定参数对残余应力消除率的影响方面,未从外部信号出发建立焊后残余应力处理质量检测模型,难以实际应用于工业现场[6 ] 。随着自动化焊接的发展,对焊接效率和质量的要求越来越高,进而对焊后残余应力处理质量检测的要求也逐步提高[7 ] 。因此,应提出一种非接触式的焊后残余应力处理质量的高效检测方法,以实现焊前、焊中、焊后的一体化操作[8 ] 。
基于此,笔者提出一种基于声信号识别的焊后残余应力处理质量检测方法。以Q235钢板为研究对象,首先,搭建超声冲击实验平台,并采集焊后残余应力处理过程中的声信号;然后,结合短时平均过零率(short-term average zero-crossing rate, SAZR)和梅尔频率倒谱系数(Mel-scale frequency cepstral coefficient, MFCC)这2种可定量描述声信号的指标,提取所采集声信号的特征;最后,构建基于多权值神经网络的检测模型,并根据所提取的声信号特征来识别焊后残余应力处理质量。
1 超声冲击实验与残余应力处理质量判定
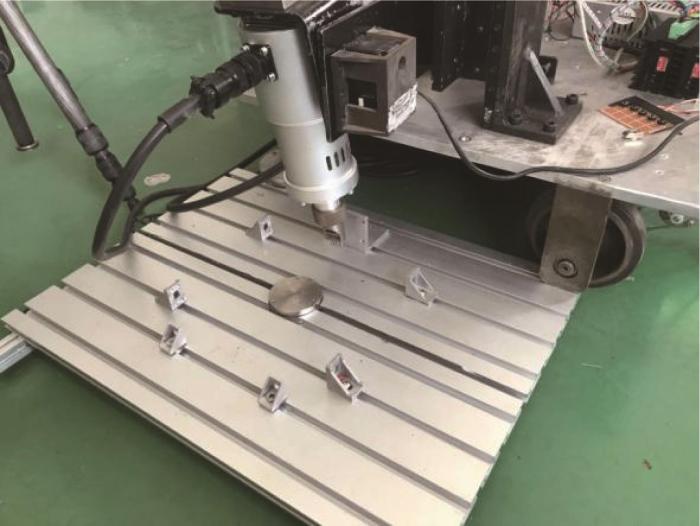
基于HJ-III型超声冲击设备搭建超声冲击实验平台,如图1 所示。在该实验平台上,对采用氩弧焊的Q235钢板的对接接头处焊缝进行超声冲击处理,并通过人工经验来判定其残余应力的处理质量。
图1
图1
超声冲击实验平台
Fig.1
Ultrasonic impact test platform
Q235钢焊接试板的长度和宽度分别为200 mm和100 mm,对其焊缝一侧的热影响区进行全覆盖式超声冲击处理。在超声冲击处理实验中,采用2种冲击速度(16,32 cm/min)、2种冲击频率(18,25 kHz)、3种冲击压力(30,40和50 N,冲击压力为平均压力,测量方法为在焊接试板下方安装压力传感器)和4种板材厚度(6,8,10和12 cm)进行组合,分别对焊缝热影响区进行处理。每一种实验组合均进行5次,共开展240(2×2×3×4×5=240)组实验。
在对Q235钢焊接试板进行超声冲击处理的过程中,通过人工听冲击声音并观察处理完成后焊趾部位的痕迹,结合专家经验对焊接试板焊后残余应力处理质量进行判定,部分结果如表1 所示。
2 声信号采集和特征提取
2.1 声信号采集
在超声冲击处理过程中,利用丹麦B & K公司生产的LAN-XI 3050-A-040型声音和振动分析仪以及4189-A-021自由场传声器来采集声信号,如图2 所示。
图2
图2
声信号采集平台
Fig.2
Acoustic signal acquisition platform
2.2 声信号预处理
为消除噪声的影响,采用巴特沃斯(Butterworth)滤波器对所采集的声信号进行滤波处理。该滤波器在衰减斜率、线性相位和加载特性方面均具有特性均衡的优点[9 ] ,其能够有效减少声信号中的机械运行噪声和空旷车间回声噪声干扰。巴特沃斯滤波器的幅值平方函数为:
H ( ω ) 2 = 1 1 + ω / ω c 2 N (1)
式中:N 为滤波器的阶数,本文实验中取N =8;ω 为输入信号的频率;ɷ c 为滤波器的截止频率。
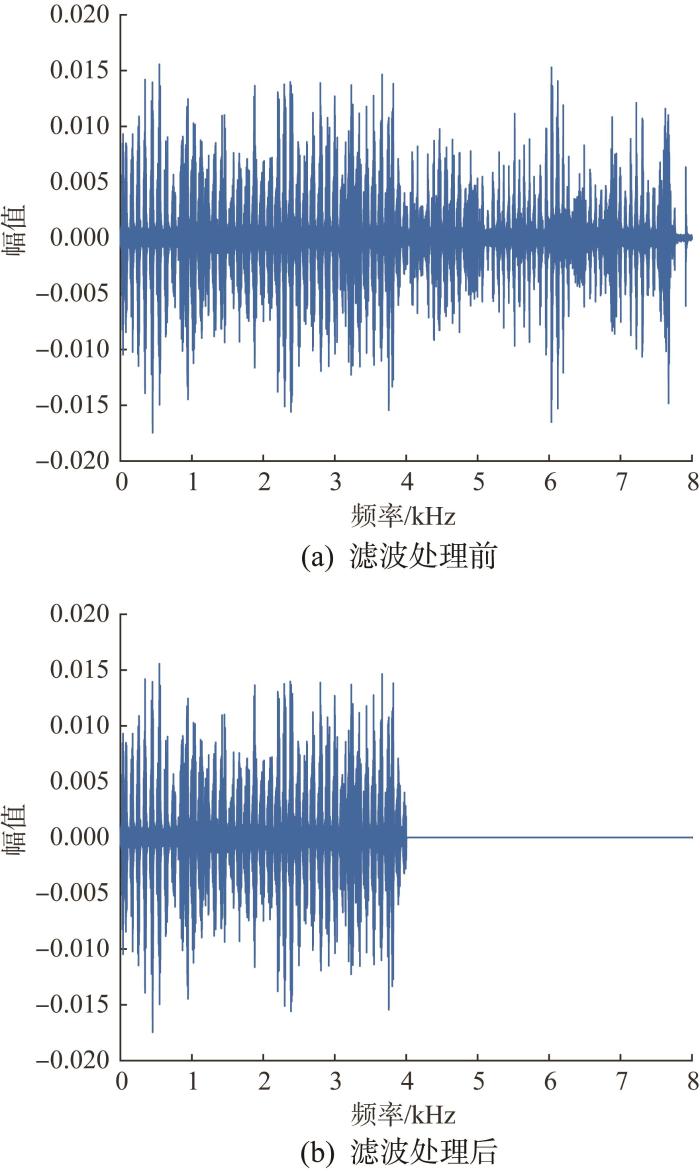
图3 所示为在冲击速度为16 cm/min、冲击频率为25 kHz、冲击压力为50 N和板材厚度为10 cm的实验条件下,所采集声信号滤波处理前后的频谱图。通过对比可以看出,巴特沃斯滤波器有效抑制了声信号中的高频噪声。
图3
图3
滤波处理前后声信号的频谱图对比
Fig.3
Spectrogram comparison of acoustic signals before and after filtering
2.3 声信号特征提取
短时平均过零率是指一帧时间内声信号的波形穿过横轴零电平的次数,它在一定程度上可反映声信号的频谱特性。梅尔频率倒谱系数是指在梅尔标度频域内提取的倒谱参数,它是一种可综合反映声信号频率和幅值特征的指标[10 ] 。为提高声信号特征提取的可靠性和准确性,本文将短时平均过零率与梅尔频率倒谱系数相结合[11 ] 。
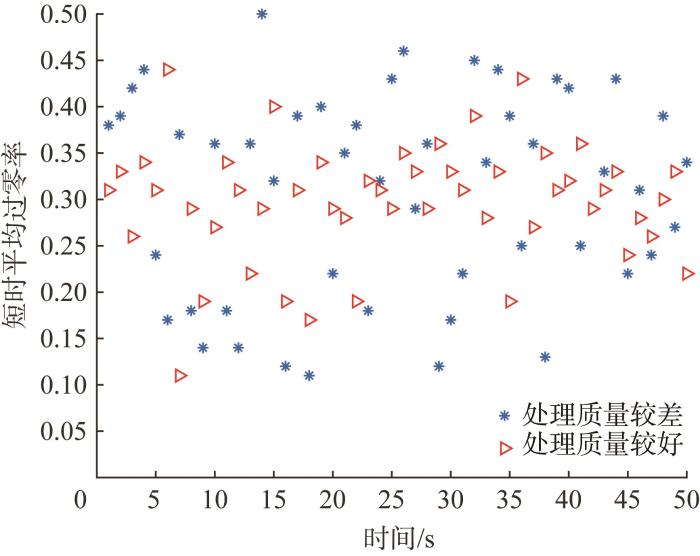
对冲击速度为16 cm/min、冲击频率为25 kHz、冲击压力为50 N和板材厚度为10 cm以及冲击速度为16 cm/min、冲击频率为18 kHz、冲击压力为30 N和板材厚度为6 cm实验条件下所采集的声信号进行特征提取,获取其对应的短时平均过零率和梅尔频率倒谱系数。焊后残余应力处理质量较好和较差时声信号的短时平均过零率和梅尔倒频谱图分别如图4 和图5 所示。
图4
图4
焊后残余应力处理质量不同时声信号的短时平均过零率对比
Fig.4
Comparison of short-time average zero-crossing rate of acoustic signals with different qualities of post-weld residual stress treatment
图5
图5
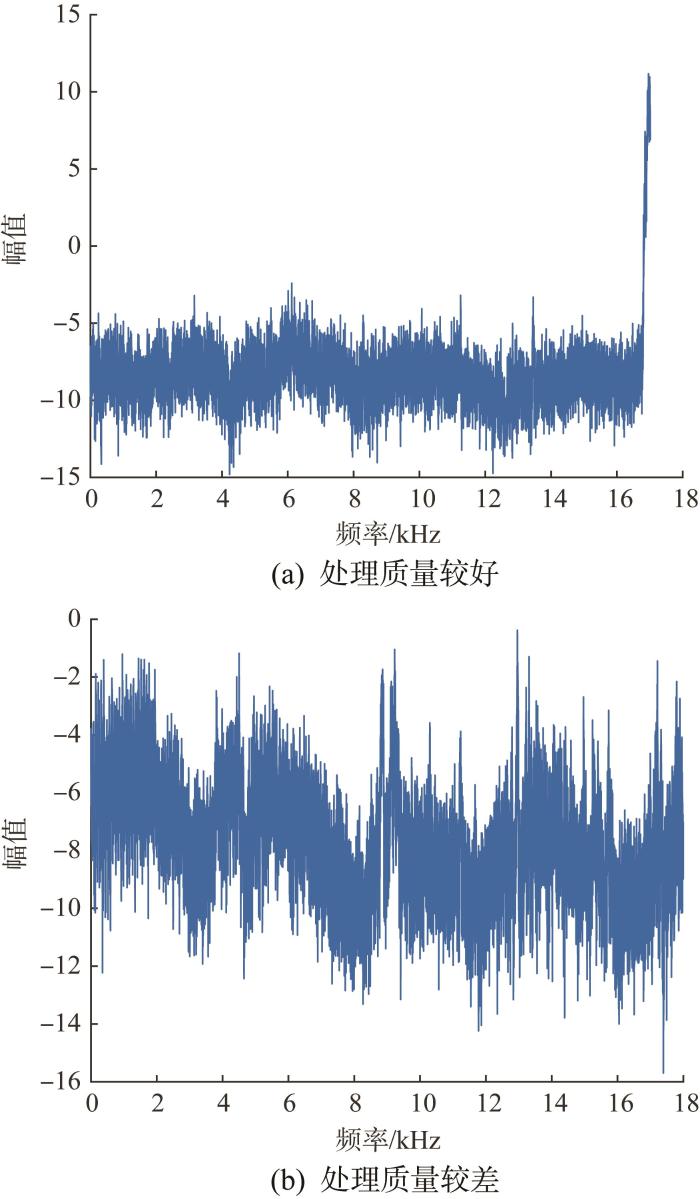
焊后残余应力处理质量不同时声信号的梅尔倒频谱图对比
Fig.5
Comparison of Mel-cepstrogram of acoustic signals with different qualities of post-weld residual stress treatment
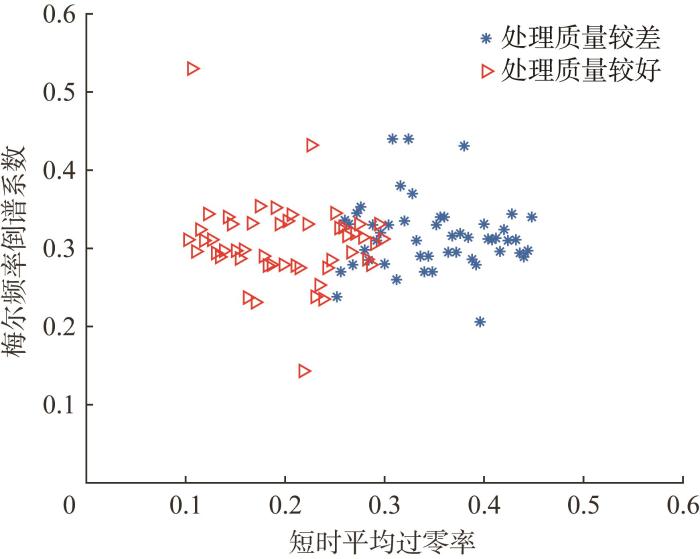
由图4 和图5 可知,在2种不同的焊后残余应力处理质量下,声信号的短时平均过零率和梅尔频率倒谱系数有明显差别。
基于图5 提取声信号的梅尔频率倒谱系数,并与其短时平均过零率相结合,得到声信号的组合特征,如图6 所示。对比图4 和图6 可知,结合2种声信号特征时分类效果更为理想。将组合后的二维特征向量作为机器学习算法输入样本,以实现焊后残余应力处理质量的检测。
图6
图6
焊后残余应力处理质量不同时声信号的组合特征对比
Fig.6
Comparison of combined features of acoustic signals with different qualities of post-weld residual stress treatment
3 基于多权值神经网络的检测模型构建
多权值神经网络是一种以数据样本为神经元节点、以节点间欧式距离最短为约束条件来构造超几何形体,旨在实现对复杂高维空间中样本的最优覆盖的机器学习算法[12 ] 。多权值神经网络可通过增加权值数量来提高其在高维空间中的样本覆盖能力,其神经元函数可表示为[13 -15 ] :
Y = f ( ϕ ( X , W 1 , W 2 , ⋯ , W m ) - T h )
式中:Y 为神经元的输出;f ( ) W 1 、W 2 、…、Wm 为神经元的权值,其中m 为权值数量;ϕ (X ,W 1 ,W 2 ,…,Wm )为输入样本X 与神经元权值W 1 ,W 2 ,…,Wm 之间的关系;T h 为多权值神经元的激活阈值。
当权值数量m =3时,多权值神经网络对高维空间中特征样本的覆盖能力较强,故本文选用三权值神经元,其函数可表示为[16 ] :
Y = f ( ϕ ( X , W 1 , W 2 , W 3 ) - T h ) ϕ ( X , W 1 , W 2 , W 3 ) = X - θ ( W 1 , W 2 , W 3 )
式中:θ (W 1 ,W 2 ,W 3 )为由权值W 1 、W 2 、W 3 所围成的有限空间,为三角形区域[17 ] 。
步骤1 对于样本数量为L 的训练样本集合A ={A 1 , A 2 , …, AL },计算所有样本点之间的欧式距离[18 ] ,得到欧式距离最短的2个样本点并用B 11 和B 12 表示,将这2个样本点去除后再在剩余样本点中寻找与样本点B 11 、B 12 欧氏距离之和最短且不与B 11 、B 12 在一条直线上的第3个样本点,记为B 13 。连接B 11 、B 12 和B 13 ,得到第1个三角形(△B 11 B 12 B 13 )区域,记作θ 1 [19 ] ,用三权值神经元进行覆盖,θ 1 的覆盖范围为:
P 1 = X ρ X θ 1 ≤ T h , X ∈ R n
θ 1 = Y Y = α 2 α 1 B 11 + ( 1 - α 1 ) B 12 + ( 1 - α 2 ) B 13
式中:P 1 为构造的几何形体;α 1 、α 2 为等间隔采样参数,α 1 ∈ α 2 ∈ ρ X θ 1 X 与θ 1 之间的欧式距离。
步骤2 将几何形体P 1 所覆盖的样本点全部去除,采用上述方法在剩余的样本点中找到与点B 11 、B 12 、B 13 的欧氏距离和最短的点,记为B 21 。然后计算点B 11 、B 12 、B 13 与B 21 之间的欧氏距离,取这3个样本点中与B 21 的欧氏距离最短及次短的样本点,并重新标记为B 22 和B 23 ,从而得到第2个三角形(△B 21 B 22 B 23 )区域,记作θ 2 ,同样用三权值神经元进行覆盖,θ 2 的覆盖范围为:
P 2 = X ρ X θ 2 ≤ T h , X ∈ R n
θ 2 = Y Y = α 2 α 1 B 21 + ( 1 - α 1 ) B 22 + ( 1 - α 2 ) B 23
步骤3 去除前i -1(i >3)个几何形体Pi -1 所覆盖的所有样本点,在剩余样本点中找到与三角形区域θi -1 的3个顶点的欧氏距离和最小的样本点并记为Bi 1 ,然后通过计算选取三角形θi -1 区域的3个顶点与Bi 1 之间欧氏距离最短的2个样本点,重新标记为Bi 2 和Bi 3 ,构造第i 个三角形(△Bi 1 Bi 2 Bi 3 )区域,记为θi ,并同样用三权值神经元进行覆盖,θi 的覆盖范围为:
P i = X ρ X θ i ≤ T h , X ∈ R n
θ i = Y Y = α 2 α 1 B i 1 + ( 1 - α 1 ) B i 2 + ( 1 - α 2 ) B i 3
步骤4 多次重复步骤3后,所有样本点均被覆盖,最终产生了M 个三权值神经元,这些神经元所覆盖面积的并集Ω 为:
Ω = ∪ i = 1 M P i
基于上述多权值神经网络,构建焊后残余应力处理质量检测模型。在利用该模型进行识别时,令θ =0,则三权值神经元的函数可近似表示为:
ρ = X - θ ( W 1 , W 2 , W 3 )
待识别样本X 到第i 类焊后残余应力处理结果(本文中分为较好和较差两类)对应的多权值神经网络覆盖区域的欧式距离为:
ρ i = m i n j = 1 M i ρ i j , i = 1,2
式中:Mi 为第i 类焊后残余应力处理结果的多权值神经网络中的神经元个数;ρij 为待识别样本X 到第i 类焊后残余应力处理结果的多权值神经网络中第j 个神经元覆盖区域的欧式距离。
将与待识别样本X 欧式距离最小的焊后残余应力处理结果的多权值神经网络所属类别作为样本X 所属处理结果的类别,判别方法为:
j = a r g m i n i = 1 2 ρ i , j = 1,2
4 实验验证
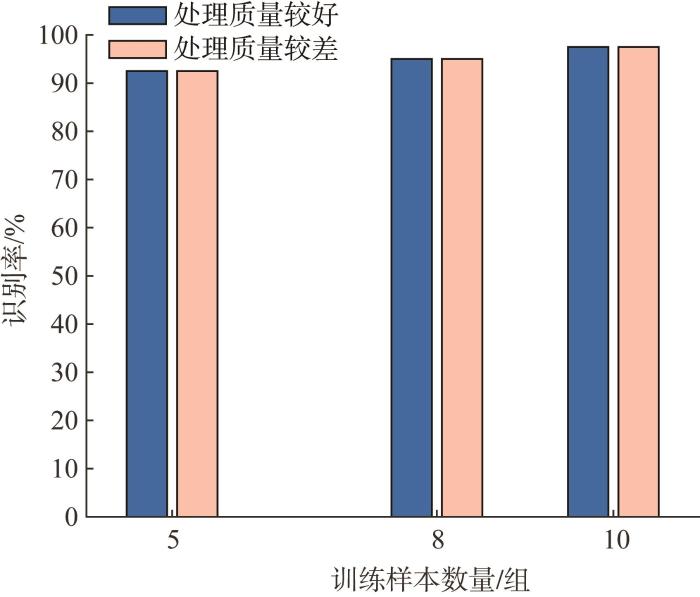
从240组实验样本中随机选取5,8,10组合格样本及同样数量的不合格样本组成训练样本集,构建基于多权值神经网络的焊后残余应力处理质量检测模型,并从剩余样本中随机选取40组作为测试样本,对所构建模型的准确性进行测试,结果如图7 所示。
图7
图7
基于多权值神经网络的焊后残余应力处理质量检测模型识别结果对比
Fig.7
Comparison of recognition results of detection model of post-weld residual stress treatment quality based on multi-weight neural network
图7 结果表明,随机选取5,8,10组合格与不合格样本构建的焊后残余应力处理质量检测模型在对应测试样本集中的识别率分别为92.5%,95.0%和97.5%。为了进一步验证多权值神经网络的优越性,选取支持向量机(support vector machine, SVM)及BP(back propagation,反向传播)神经网络作为对照。SVM及BP神经网络的核心思想也是将特征映射至高维空间中通过线性回归完成分类任务[20 ] ,对比结果如表2 所示。
通过对比发现,相比于SVM、BP神经网络,基于多权值神经网络的焊后残余应力处理质量检测模型的识别率大幅提升,且整体识别率高于90%。由此说明,应用多权值神经网络能够有效识别焊后残余应力处理过程中的声信号,完成残余应力处理质量判别。另外,本文所构建模型仅用10组训练样本来训练即可得到较高的识别率,说明该模型的辨识过程不依赖大量样本,可以通过高维空间的特征映射完成样本的最优覆盖。
5 结 论
针对传统焊后残余应力处理质量检测方法实时性差且易损坏工件表面的缺点,提出了一种新的基于声信号识别的焊后残余应力处理质量检测方法。该方法以声信号的短时平均过零率和梅尔频率倒谱系数作为组合特征,构建了基于多权值神经网络的检测模型,实现了焊后残余应力处理质量的准确识别。实验结果表明,基于多权值神经网络的焊后残余应力处理质量检测模型不依赖大量样本即可精确地表征映射关系,且其识别精度相比于SVM、BP神经网络等传统算法有较大提高,这为焊后处理过程中的参数优化和质量控制提供了参考。
参考文献
View Option
[1]
HENSEL J NITSCHKE-PAGEL T NGOULA D T et al Welding residual stresses as needed for the prediction of fatigue crack propagation and fatigue strength
[J]. Engineering Fracture Mechanics , 2018 , 198 : 123 -141 . doi:10.1016/j.engfracmech.2017.10.024
[本文引用: 1]
[2]
ZHENG Jing INCE Ayhan TANG Lan-qing Modeling and simulation of weld residual stresses and ultrasonic impact treatment of welded joints
[J]. Procedia Engineering , 2018 , 213 : 36 -47 . doi:10.1016/j.proeng.2018. 02.005
[本文引用: 1]
[4]
何京波 基于超声波法的钢结构构件应力检测方法研究
[D].哈尔滨 :哈尔滨工业大学 ,2014 :9 -10 .
[本文引用: 1]
HE Jing-bo Study on stress nondestructive testing for members of steel structure based on ultrasonic method
[D]. Harbin : Harbin Institute of Technology , 2014 : 9 -10 .
[本文引用: 1]
[5]
[本文引用: 1]
HUANG Gang ZHANG Qing-dong WANG Chun-hai et al Experimental research on the blind hole-drilling method for measuring residual stress of steel plate
[J]. Transactions of the China Welding Institution , 2020 , 41 (9 ): 49 -59 , 80 .
DOI:10.12073/j.hjxb.20200403002
[本文引用: 1]
[8]
[本文引用: 1]
LIU Lu-ye DENG Shu-wen YANG Sui-xian et al Nondestructive testing technique for residual stress by using eddy current thermography and its application
[J]. Nondestructive Testing , 2018 , 40 (10 ): 5 -9 , 15 .
DOI:10.11973/wsjc201810002
[本文引用: 1]
[10]
陈瀚翔 ,邱志斌 ,王海祥 ,等 基于MFCC特征与GMM的输电线路渉鸟故障相关鸟种智能识别
[J].水电能源科学 ,2021 ,39 (7 ):171 -174 ,67 .
[本文引用: 1]
CHEN Han-xiang QIU Zhi-bin WANG Hai-xiang et al Intelligent identification of bird species related to transmission line faults based on MFCC features and GMM
[J]. Water Resources and Power , 2021 , 39 (7 ): 171 -174 , 67 .
[本文引用: 1]
[11]
[本文引用: 1]
LIU Xin-jin SU Guo-shao FENG Xia-ting et al Dynamic prediction method of laboratory rockburst using sound signals
[J]. Rock and Soil Mechanics , 2018 , 39 (10 ): 3573 -3580 .
DOI:10.16285/j.rsm.2017.0187
[本文引用: 1]
[13]
[本文引用: 1]
QIANG Yu-jian HUA Liang CHEN Ling et al Research on the intelligent recognition of falling of aged people based on multi-weights neural network
[J]. Science Technology and Engineering , 2015 , 15 (4 ): 119 -124 , 130 .
DOI:10.3969/j.issn.1671-1815.2015.04.024
[本文引用: 1]
[14]
袁静 ,王锐 ,江力 多自由度工业机器人基于神经网络的自适应PID控制
[J].计算机应用 ,2017 ,37 (z1 ):123 -125 ,140 .
YUAN Jing WANG Rui JIANG Li Neural network PID based adaptive control for industrial welding robot with multi-degree of freedom
[J]. Journal of Computer Applications , 2017 , 37 (z1 ): 123 -125 , 140 .
[19]
[本文引用: 1]
ZHANG Song LI Jiang-tao BIE Dong-yang et al Gesture recognition by single-channel sEMG decomposition and LSTM network
[J]. Chinese Journal of Scientific Instrument , 2021 , 42 (4 ): 228 -235 .
DOI:10.19650/j.cnki.cjsi.J2006726
[本文引用: 1]
[20]
[本文引用: 1]
WANG Yi-bo SONG Xiao-shan Image feature selection for military target recognition based on SVM
[J]. Electronics Optics & Control , 2021 , 28 (12 ): 36 -39 , 51 .
DOI:10.3969/j.issn.1671-637X.2021.12.008
[本文引用: 1]
Welding residual stresses as needed for the prediction of fatigue crack propagation and fatigue strength
1
2018
... 近年来,我国工业制造的蓬勃发展推动了焊接技术的发展.随着智能制造的不断推进,对焊接自动化技术提出了更高的要求.在焊接过程中,金属焊件局部产生的残余应力是评判整体焊接质量的重要依据之一[1 ] .消除焊后残余应力的主要方法有自然时效法、热时效法、振动时效法和超声冲击处理法等.其中,超声冲击处理法是一种利用超声冲击设备高速撞击工件表面来使其产生塑性变形,从而消除残余应力的技术,被认为是最有效的焊后残余应力处理技术之一[2 ] . ...
Modeling and simulation of weld residual stresses and ultrasonic impact treatment of welded joints
1
2018
... 近年来,我国工业制造的蓬勃发展推动了焊接技术的发展.随着智能制造的不断推进,对焊接自动化技术提出了更高的要求.在焊接过程中,金属焊件局部产生的残余应力是评判整体焊接质量的重要依据之一[1 ] .消除焊后残余应力的主要方法有自然时效法、热时效法、振动时效法和超声冲击处理法等.其中,超声冲击处理法是一种利用超声冲击设备高速撞击工件表面来使其产生塑性变形,从而消除残余应力的技术,被认为是最有效的焊后残余应力处理技术之一[2 ] . ...
7XXX铝合金弹壳外表面残余应力分析
1
2021
... 从20世纪30年代至今,国内外科研人员针对焊后残余应力处理质量检测方法做了许多研究,总体上以机械手段和物理手段为主.例如:江长友等[3 ] 采用X射线衍射法测量了铝合金弹壳外表面的残余应力,检测效果较好,但该方法对待测工件表面粗糙度等的要求很高,且测量周期很长.何京波[4 ] 提出了基于超声波法的钢结构构件内部残余应力检测方法,相比于传统的检测方法,该方法的操作更方便且结果更准确.盲孔法是目前应用最广、公认测量结果最准的一种残余应力测量方法,其基本原理为:在被测工件表面粘贴应变片,并在应变片中心钻一小孔,小孔周围区域释放应力,产生应变,通过测量应变量来计算钻孔深度方向的平均残余应力[5 ] .但是,关于现有检测方法的研究大多集中在通过仿真或实验来验证选定参数对残余应力消除率的影响方面,未从外部信号出发建立焊后残余应力处理质量检测模型,难以实际应用于工业现场[6 ] .随着自动化焊接的发展,对焊接效率和质量的要求越来越高,进而对焊后残余应力处理质量检测的要求也逐步提高[7 ] .因此,应提出一种非接触式的焊后残余应力处理质量的高效检测方法,以实现焊前、焊中、焊后的一体化操作[8 ] . ...
7XXX铝合金弹壳外表面残余应力分析
1
2021
... 从20世纪30年代至今,国内外科研人员针对焊后残余应力处理质量检测方法做了许多研究,总体上以机械手段和物理手段为主.例如:江长友等[3 ] 采用X射线衍射法测量了铝合金弹壳外表面的残余应力,检测效果较好,但该方法对待测工件表面粗糙度等的要求很高,且测量周期很长.何京波[4 ] 提出了基于超声波法的钢结构构件内部残余应力检测方法,相比于传统的检测方法,该方法的操作更方便且结果更准确.盲孔法是目前应用最广、公认测量结果最准的一种残余应力测量方法,其基本原理为:在被测工件表面粘贴应变片,并在应变片中心钻一小孔,小孔周围区域释放应力,产生应变,通过测量应变量来计算钻孔深度方向的平均残余应力[5 ] .但是,关于现有检测方法的研究大多集中在通过仿真或实验来验证选定参数对残余应力消除率的影响方面,未从外部信号出发建立焊后残余应力处理质量检测模型,难以实际应用于工业现场[6 ] .随着自动化焊接的发展,对焊接效率和质量的要求越来越高,进而对焊后残余应力处理质量检测的要求也逐步提高[7 ] .因此,应提出一种非接触式的焊后残余应力处理质量的高效检测方法,以实现焊前、焊中、焊后的一体化操作[8 ] . ...
基于超声波法的钢结构构件应力检测方法研究
1
2014
... 从20世纪30年代至今,国内外科研人员针对焊后残余应力处理质量检测方法做了许多研究,总体上以机械手段和物理手段为主.例如:江长友等[3 ] 采用X射线衍射法测量了铝合金弹壳外表面的残余应力,检测效果较好,但该方法对待测工件表面粗糙度等的要求很高,且测量周期很长.何京波[4 ] 提出了基于超声波法的钢结构构件内部残余应力检测方法,相比于传统的检测方法,该方法的操作更方便且结果更准确.盲孔法是目前应用最广、公认测量结果最准的一种残余应力测量方法,其基本原理为:在被测工件表面粘贴应变片,并在应变片中心钻一小孔,小孔周围区域释放应力,产生应变,通过测量应变量来计算钻孔深度方向的平均残余应力[5 ] .但是,关于现有检测方法的研究大多集中在通过仿真或实验来验证选定参数对残余应力消除率的影响方面,未从外部信号出发建立焊后残余应力处理质量检测模型,难以实际应用于工业现场[6 ] .随着自动化焊接的发展,对焊接效率和质量的要求越来越高,进而对焊后残余应力处理质量检测的要求也逐步提高[7 ] .因此,应提出一种非接触式的焊后残余应力处理质量的高效检测方法,以实现焊前、焊中、焊后的一体化操作[8 ] . ...
基于超声波法的钢结构构件应力检测方法研究
1
2014
... 从20世纪30年代至今,国内外科研人员针对焊后残余应力处理质量检测方法做了许多研究,总体上以机械手段和物理手段为主.例如:江长友等[3 ] 采用X射线衍射法测量了铝合金弹壳外表面的残余应力,检测效果较好,但该方法对待测工件表面粗糙度等的要求很高,且测量周期很长.何京波[4 ] 提出了基于超声波法的钢结构构件内部残余应力检测方法,相比于传统的检测方法,该方法的操作更方便且结果更准确.盲孔法是目前应用最广、公认测量结果最准的一种残余应力测量方法,其基本原理为:在被测工件表面粘贴应变片,并在应变片中心钻一小孔,小孔周围区域释放应力,产生应变,通过测量应变量来计算钻孔深度方向的平均残余应力[5 ] .但是,关于现有检测方法的研究大多集中在通过仿真或实验来验证选定参数对残余应力消除率的影响方面,未从外部信号出发建立焊后残余应力处理质量检测模型,难以实际应用于工业现场[6 ] .随着自动化焊接的发展,对焊接效率和质量的要求越来越高,进而对焊后残余应力处理质量检测的要求也逐步提高[7 ] .因此,应提出一种非接触式的焊后残余应力处理质量的高效检测方法,以实现焊前、焊中、焊后的一体化操作[8 ] . ...
钢板残余应力盲孔测量法试验及应用
1
2020
... 从20世纪30年代至今,国内外科研人员针对焊后残余应力处理质量检测方法做了许多研究,总体上以机械手段和物理手段为主.例如:江长友等[3 ] 采用X射线衍射法测量了铝合金弹壳外表面的残余应力,检测效果较好,但该方法对待测工件表面粗糙度等的要求很高,且测量周期很长.何京波[4 ] 提出了基于超声波法的钢结构构件内部残余应力检测方法,相比于传统的检测方法,该方法的操作更方便且结果更准确.盲孔法是目前应用最广、公认测量结果最准的一种残余应力测量方法,其基本原理为:在被测工件表面粘贴应变片,并在应变片中心钻一小孔,小孔周围区域释放应力,产生应变,通过测量应变量来计算钻孔深度方向的平均残余应力[5 ] .但是,关于现有检测方法的研究大多集中在通过仿真或实验来验证选定参数对残余应力消除率的影响方面,未从外部信号出发建立焊后残余应力处理质量检测模型,难以实际应用于工业现场[6 ] .随着自动化焊接的发展,对焊接效率和质量的要求越来越高,进而对焊后残余应力处理质量检测的要求也逐步提高[7 ] .因此,应提出一种非接触式的焊后残余应力处理质量的高效检测方法,以实现焊前、焊中、焊后的一体化操作[8 ] . ...
钢板残余应力盲孔测量法试验及应用
1
2020
... 从20世纪30年代至今,国内外科研人员针对焊后残余应力处理质量检测方法做了许多研究,总体上以机械手段和物理手段为主.例如:江长友等[3 ] 采用X射线衍射法测量了铝合金弹壳外表面的残余应力,检测效果较好,但该方法对待测工件表面粗糙度等的要求很高,且测量周期很长.何京波[4 ] 提出了基于超声波法的钢结构构件内部残余应力检测方法,相比于传统的检测方法,该方法的操作更方便且结果更准确.盲孔法是目前应用最广、公认测量结果最准的一种残余应力测量方法,其基本原理为:在被测工件表面粘贴应变片,并在应变片中心钻一小孔,小孔周围区域释放应力,产生应变,通过测量应变量来计算钻孔深度方向的平均残余应力[5 ] .但是,关于现有检测方法的研究大多集中在通过仿真或实验来验证选定参数对残余应力消除率的影响方面,未从外部信号出发建立焊后残余应力处理质量检测模型,难以实际应用于工业现场[6 ] .随着自动化焊接的发展,对焊接效率和质量的要求越来越高,进而对焊后残余应力处理质量检测的要求也逐步提高[7 ] .因此,应提出一种非接触式的焊后残余应力处理质量的高效检测方法,以实现焊前、焊中、焊后的一体化操作[8 ] . ...
凿岩台车臂架的自动化焊接工艺研究
1
2020
... 从20世纪30年代至今,国内外科研人员针对焊后残余应力处理质量检测方法做了许多研究,总体上以机械手段和物理手段为主.例如:江长友等[3 ] 采用X射线衍射法测量了铝合金弹壳外表面的残余应力,检测效果较好,但该方法对待测工件表面粗糙度等的要求很高,且测量周期很长.何京波[4 ] 提出了基于超声波法的钢结构构件内部残余应力检测方法,相比于传统的检测方法,该方法的操作更方便且结果更准确.盲孔法是目前应用最广、公认测量结果最准的一种残余应力测量方法,其基本原理为:在被测工件表面粘贴应变片,并在应变片中心钻一小孔,小孔周围区域释放应力,产生应变,通过测量应变量来计算钻孔深度方向的平均残余应力[5 ] .但是,关于现有检测方法的研究大多集中在通过仿真或实验来验证选定参数对残余应力消除率的影响方面,未从外部信号出发建立焊后残余应力处理质量检测模型,难以实际应用于工业现场[6 ] .随着自动化焊接的发展,对焊接效率和质量的要求越来越高,进而对焊后残余应力处理质量检测的要求也逐步提高[7 ] .因此,应提出一种非接触式的焊后残余应力处理质量的高效检测方法,以实现焊前、焊中、焊后的一体化操作[8 ] . ...
凿岩台车臂架的自动化焊接工艺研究
1
2020
... 从20世纪30年代至今,国内外科研人员针对焊后残余应力处理质量检测方法做了许多研究,总体上以机械手段和物理手段为主.例如:江长友等[3 ] 采用X射线衍射法测量了铝合金弹壳外表面的残余应力,检测效果较好,但该方法对待测工件表面粗糙度等的要求很高,且测量周期很长.何京波[4 ] 提出了基于超声波法的钢结构构件内部残余应力检测方法,相比于传统的检测方法,该方法的操作更方便且结果更准确.盲孔法是目前应用最广、公认测量结果最准的一种残余应力测量方法,其基本原理为:在被测工件表面粘贴应变片,并在应变片中心钻一小孔,小孔周围区域释放应力,产生应变,通过测量应变量来计算钻孔深度方向的平均残余应力[5 ] .但是,关于现有检测方法的研究大多集中在通过仿真或实验来验证选定参数对残余应力消除率的影响方面,未从外部信号出发建立焊后残余应力处理质量检测模型,难以实际应用于工业现场[6 ] .随着自动化焊接的发展,对焊接效率和质量的要求越来越高,进而对焊后残余应力处理质量检测的要求也逐步提高[7 ] .因此,应提出一种非接触式的焊后残余应力处理质量的高效检测方法,以实现焊前、焊中、焊后的一体化操作[8 ] . ...
残余应力的超声检测方法
1
2014
... 从20世纪30年代至今,国内外科研人员针对焊后残余应力处理质量检测方法做了许多研究,总体上以机械手段和物理手段为主.例如:江长友等[3 ] 采用X射线衍射法测量了铝合金弹壳外表面的残余应力,检测效果较好,但该方法对待测工件表面粗糙度等的要求很高,且测量周期很长.何京波[4 ] 提出了基于超声波法的钢结构构件内部残余应力检测方法,相比于传统的检测方法,该方法的操作更方便且结果更准确.盲孔法是目前应用最广、公认测量结果最准的一种残余应力测量方法,其基本原理为:在被测工件表面粘贴应变片,并在应变片中心钻一小孔,小孔周围区域释放应力,产生应变,通过测量应变量来计算钻孔深度方向的平均残余应力[5 ] .但是,关于现有检测方法的研究大多集中在通过仿真或实验来验证选定参数对残余应力消除率的影响方面,未从外部信号出发建立焊后残余应力处理质量检测模型,难以实际应用于工业现场[6 ] .随着自动化焊接的发展,对焊接效率和质量的要求越来越高,进而对焊后残余应力处理质量检测的要求也逐步提高[7 ] .因此,应提出一种非接触式的焊后残余应力处理质量的高效检测方法,以实现焊前、焊中、焊后的一体化操作[8 ] . ...
残余应力的超声检测方法
1
2014
... 从20世纪30年代至今,国内外科研人员针对焊后残余应力处理质量检测方法做了许多研究,总体上以机械手段和物理手段为主.例如:江长友等[3 ] 采用X射线衍射法测量了铝合金弹壳外表面的残余应力,检测效果较好,但该方法对待测工件表面粗糙度等的要求很高,且测量周期很长.何京波[4 ] 提出了基于超声波法的钢结构构件内部残余应力检测方法,相比于传统的检测方法,该方法的操作更方便且结果更准确.盲孔法是目前应用最广、公认测量结果最准的一种残余应力测量方法,其基本原理为:在被测工件表面粘贴应变片,并在应变片中心钻一小孔,小孔周围区域释放应力,产生应变,通过测量应变量来计算钻孔深度方向的平均残余应力[5 ] .但是,关于现有检测方法的研究大多集中在通过仿真或实验来验证选定参数对残余应力消除率的影响方面,未从外部信号出发建立焊后残余应力处理质量检测模型,难以实际应用于工业现场[6 ] .随着自动化焊接的发展,对焊接效率和质量的要求越来越高,进而对焊后残余应力处理质量检测的要求也逐步提高[7 ] .因此,应提出一种非接触式的焊后残余应力处理质量的高效检测方法,以实现焊前、焊中、焊后的一体化操作[8 ] . ...
残余应力涡流热成像无损检测技术及应用
1
2018
... 从20世纪30年代至今,国内外科研人员针对焊后残余应力处理质量检测方法做了许多研究,总体上以机械手段和物理手段为主.例如:江长友等[3 ] 采用X射线衍射法测量了铝合金弹壳外表面的残余应力,检测效果较好,但该方法对待测工件表面粗糙度等的要求很高,且测量周期很长.何京波[4 ] 提出了基于超声波法的钢结构构件内部残余应力检测方法,相比于传统的检测方法,该方法的操作更方便且结果更准确.盲孔法是目前应用最广、公认测量结果最准的一种残余应力测量方法,其基本原理为:在被测工件表面粘贴应变片,并在应变片中心钻一小孔,小孔周围区域释放应力,产生应变,通过测量应变量来计算钻孔深度方向的平均残余应力[5 ] .但是,关于现有检测方法的研究大多集中在通过仿真或实验来验证选定参数对残余应力消除率的影响方面,未从外部信号出发建立焊后残余应力处理质量检测模型,难以实际应用于工业现场[6 ] .随着自动化焊接的发展,对焊接效率和质量的要求越来越高,进而对焊后残余应力处理质量检测的要求也逐步提高[7 ] .因此,应提出一种非接触式的焊后残余应力处理质量的高效检测方法,以实现焊前、焊中、焊后的一体化操作[8 ] . ...
残余应力涡流热成像无损检测技术及应用
1
2018
... 从20世纪30年代至今,国内外科研人员针对焊后残余应力处理质量检测方法做了许多研究,总体上以机械手段和物理手段为主.例如:江长友等[3 ] 采用X射线衍射法测量了铝合金弹壳外表面的残余应力,检测效果较好,但该方法对待测工件表面粗糙度等的要求很高,且测量周期很长.何京波[4 ] 提出了基于超声波法的钢结构构件内部残余应力检测方法,相比于传统的检测方法,该方法的操作更方便且结果更准确.盲孔法是目前应用最广、公认测量结果最准的一种残余应力测量方法,其基本原理为:在被测工件表面粘贴应变片,并在应变片中心钻一小孔,小孔周围区域释放应力,产生应变,通过测量应变量来计算钻孔深度方向的平均残余应力[5 ] .但是,关于现有检测方法的研究大多集中在通过仿真或实验来验证选定参数对残余应力消除率的影响方面,未从外部信号出发建立焊后残余应力处理质量检测模型,难以实际应用于工业现场[6 ] .随着自动化焊接的发展,对焊接效率和质量的要求越来越高,进而对焊后残余应力处理质量检测的要求也逐步提高[7 ] .因此,应提出一种非接触式的焊后残余应力处理质量的高效检测方法,以实现焊前、焊中、焊后的一体化操作[8 ] . ...
一种分数阶巴特沃斯滤波器的有源电路设计
1
2018
... 为消除噪声的影响,采用巴特沃斯(Butterworth)滤波器对所采集的声信号进行滤波处理.该滤波器在衰减斜率、线性相位和加载特性方面均具有特性均衡的优点[9 ] ,其能够有效减少声信号中的机械运行噪声和空旷车间回声噪声干扰.巴特沃斯滤波器的幅值平方函数为: ...
一种分数阶巴特沃斯滤波器的有源电路设计
1
2018
... 为消除噪声的影响,采用巴特沃斯(Butterworth)滤波器对所采集的声信号进行滤波处理.该滤波器在衰减斜率、线性相位和加载特性方面均具有特性均衡的优点[9 ] ,其能够有效减少声信号中的机械运行噪声和空旷车间回声噪声干扰.巴特沃斯滤波器的幅值平方函数为: ...
基于MFCC特征与GMM的输电线路渉鸟故障相关鸟种智能识别
1
2021
... 短时平均过零率是指一帧时间内声信号的波形穿过横轴零电平的次数,它在一定程度上可反映声信号的频谱特性.梅尔频率倒谱系数是指在梅尔标度频域内提取的倒谱参数,它是一种可综合反映声信号频率和幅值特征的指标[10 ] .为提高声信号特征提取的可靠性和准确性,本文将短时平均过零率与梅尔频率倒谱系数相结合[11 ] . ...
基于MFCC特征与GMM的输电线路渉鸟故障相关鸟种智能识别
1
2021
... 短时平均过零率是指一帧时间内声信号的波形穿过横轴零电平的次数,它在一定程度上可反映声信号的频谱特性.梅尔频率倒谱系数是指在梅尔标度频域内提取的倒谱参数,它是一种可综合反映声信号频率和幅值特征的指标[10 ] .为提高声信号特征提取的可靠性和准确性,本文将短时平均过零率与梅尔频率倒谱系数相结合[11 ] . ...
基于声音信号的室内岩爆动态预测方法
1
2018
... 短时平均过零率是指一帧时间内声信号的波形穿过横轴零电平的次数,它在一定程度上可反映声信号的频谱特性.梅尔频率倒谱系数是指在梅尔标度频域内提取的倒谱参数,它是一种可综合反映声信号频率和幅值特征的指标[10 ] .为提高声信号特征提取的可靠性和准确性,本文将短时平均过零率与梅尔频率倒谱系数相结合[11 ] . ...
基于声音信号的室内岩爆动态预测方法
1
2018
... 短时平均过零率是指一帧时间内声信号的波形穿过横轴零电平的次数,它在一定程度上可反映声信号的频谱特性.梅尔频率倒谱系数是指在梅尔标度频域内提取的倒谱参数,它是一种可综合反映声信号频率和幅值特征的指标[10 ] .为提高声信号特征提取的可靠性和准确性,本文将短时平均过零率与梅尔频率倒谱系数相结合[11 ] . ...
基于双权值神经网络的焊缝跟踪自适应控制设计
1
2015
... 多权值神经网络是一种以数据样本为神经元节点、以节点间欧式距离最短为约束条件来构造超几何形体,旨在实现对复杂高维空间中样本的最优覆盖的机器学习算法[12 ] .多权值神经网络可通过增加权值数量来提高其在高维空间中的样本覆盖能力,其神经元函数可表示为[13 -15 ] : ...
基于双权值神经网络的焊缝跟踪自适应控制设计
1
2015
... 多权值神经网络是一种以数据样本为神经元节点、以节点间欧式距离最短为约束条件来构造超几何形体,旨在实现对复杂高维空间中样本的最优覆盖的机器学习算法[12 ] .多权值神经网络可通过增加权值数量来提高其在高维空间中的样本覆盖能力,其神经元函数可表示为[13 -15 ] : ...
基于多权值神经网络的老人跌倒智能识别研究
1
2015
... 多权值神经网络是一种以数据样本为神经元节点、以节点间欧式距离最短为约束条件来构造超几何形体,旨在实现对复杂高维空间中样本的最优覆盖的机器学习算法[12 ] .多权值神经网络可通过增加权值数量来提高其在高维空间中的样本覆盖能力,其神经元函数可表示为[13 -15 ] : ...
基于多权值神经网络的老人跌倒智能识别研究
1
2015
... 多权值神经网络是一种以数据样本为神经元节点、以节点间欧式距离最短为约束条件来构造超几何形体,旨在实现对复杂高维空间中样本的最优覆盖的机器学习算法[12 ] .多权值神经网络可通过增加权值数量来提高其在高维空间中的样本覆盖能力,其神经元函数可表示为[13 -15 ] : ...
多自由度工业机器人基于神经网络的自适应PID控制
0
2017
多自由度工业机器人基于神经网络的自适应PID控制
0
2017
基于随机隐含层权值神经网络的瓦斯浓度预测
1
2019
... 多权值神经网络是一种以数据样本为神经元节点、以节点间欧式距离最短为约束条件来构造超几何形体,旨在实现对复杂高维空间中样本的最优覆盖的机器学习算法[12 ] .多权值神经网络可通过增加权值数量来提高其在高维空间中的样本覆盖能力,其神经元函数可表示为[13 -15 ] : ...
基于随机隐含层权值神经网络的瓦斯浓度预测
1
2019
... 多权值神经网络是一种以数据样本为神经元节点、以节点间欧式距离最短为约束条件来构造超几何形体,旨在实现对复杂高维空间中样本的最优覆盖的机器学习算法[12 ] .多权值神经网络可通过增加权值数量来提高其在高维空间中的样本覆盖能力,其神经元函数可表示为[13 -15 ] : ...
三角形坐标系下人脸图像连续性研究
1
2017
... 当权值数量m =3时,多权值神经网络对高维空间中特征样本的覆盖能力较强,故本文选用三权值神经元,其函数可表示为[16 ] : ...
三角形坐标系下人脸图像连续性研究
1
2017
... 当权值数量m =3时,多权值神经网络对高维空间中特征样本的覆盖能力较强,故本文选用三权值神经元,其函数可表示为[16 ] : ...
一种高保真人脸图像妆容移植方法
1
2015
... 式中:θ (W 1 ,W 2 ,W 3 )为由权值W 1 、W 2 、W 3 所围成的有限空间,为三角形区域[17 ] . ...
一种高保真人脸图像妆容移植方法
1
2015
... 式中:θ (W 1 ,W 2 ,W 3 )为由权值W 1 、W 2 、W 3 所围成的有限空间,为三角形区域[17 ] . ...
人工神经网络的多维空间几何分析及其理论
1
2002
... 步骤1 对于样本数量为L 的训练样本集合A ={A 1 , A 2 , …, AL },计算所有样本点之间的欧式距离[18 ] ,得到欧式距离最短的2个样本点并用B 11 和B 12 表示,将这2个样本点去除后再在剩余样本点中寻找与样本点B 11 、B 12 欧氏距离之和最短且不与B 11 、B 12 在一条直线上的第3个样本点,记为B 13 .连接B 11 、B 12 和B 13 ,得到第1个三角形(△B 11 B 12 B 13 )区域,记作θ 1 [19 ] ,用三权值神经元进行覆盖,θ 1 的覆盖范围为: ...
人工神经网络的多维空间几何分析及其理论
1
2002
... 步骤1 对于样本数量为L 的训练样本集合A ={A 1 , A 2 , …, AL },计算所有样本点之间的欧式距离[18 ] ,得到欧式距离最短的2个样本点并用B 11 和B 12 表示,将这2个样本点去除后再在剩余样本点中寻找与样本点B 11 、B 12 欧氏距离之和最短且不与B 11 、B 12 在一条直线上的第3个样本点,记为B 13 .连接B 11 、B 12 和B 13 ,得到第1个三角形(△B 11 B 12 B 13 )区域,记作θ 1 [19 ] ,用三权值神经元进行覆盖,θ 1 的覆盖范围为: ...
一种基于单通道sEMG分解与LSTM神经网络相结合的手势识别方法
1
2021
... 步骤1 对于样本数量为L 的训练样本集合A ={A 1 , A 2 , …, AL },计算所有样本点之间的欧式距离[18 ] ,得到欧式距离最短的2个样本点并用B 11 和B 12 表示,将这2个样本点去除后再在剩余样本点中寻找与样本点B 11 、B 12 欧氏距离之和最短且不与B 11 、B 12 在一条直线上的第3个样本点,记为B 13 .连接B 11 、B 12 和B 13 ,得到第1个三角形(△B 11 B 12 B 13 )区域,记作θ 1 [19 ] ,用三权值神经元进行覆盖,θ 1 的覆盖范围为: ...
一种基于单通道sEMG分解与LSTM神经网络相结合的手势识别方法
1
2021
... 步骤1 对于样本数量为L 的训练样本集合A ={A 1 , A 2 , …, AL },计算所有样本点之间的欧式距离[18 ] ,得到欧式距离最短的2个样本点并用B 11 和B 12 表示,将这2个样本点去除后再在剩余样本点中寻找与样本点B 11 、B 12 欧氏距离之和最短且不与B 11 、B 12 在一条直线上的第3个样本点,记为B 13 .连接B 11 、B 12 和B 13 ,得到第1个三角形(△B 11 B 12 B 13 )区域,记作θ 1 [19 ] ,用三权值神经元进行覆盖,θ 1 的覆盖范围为: ...
基于SVM目标识别的图像特征选取研究
1
2021
... 图7 结果表明,随机选取5,8,10组合格与不合格样本构建的焊后残余应力处理质量检测模型在对应测试样本集中的识别率分别为92.5%,95.0%和97.5%.为了进一步验证多权值神经网络的优越性,选取支持向量机(support vector machine, SVM)及BP(back propagation,反向传播)神经网络作为对照.SVM及BP神经网络的核心思想也是将特征映射至高维空间中通过线性回归完成分类任务[20 ] ,对比结果如表2 所示. ...
基于SVM目标识别的图像特征选取研究
1
2021
... 图7 结果表明,随机选取5,8,10组合格与不合格样本构建的焊后残余应力处理质量检测模型在对应测试样本集中的识别率分别为92.5%,95.0%和97.5%.为了进一步验证多权值神经网络的优越性,选取支持向量机(support vector machine, SVM)及BP(back propagation,反向传播)神经网络作为对照.SVM及BP神经网络的核心思想也是将特征映射至高维空间中通过线性回归完成分类任务[20 ] ,对比结果如表2 所示. ...





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}